Optics & Laser Technology ( IF 4.6 ) Pub Date : 2019-12-19 , DOI: 10.1016/j.optlastec.2019.106007 Junzhao Li , Yibo Liu , Yifan Gao , Peng Jin , Qingjie Sun , Jicai Feng
|
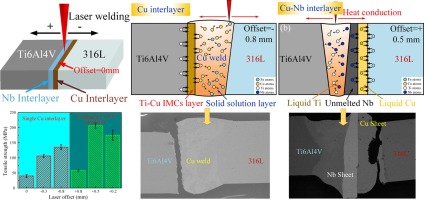
Laser welding of Ti6Al4V and 316L stainless steel is performed using single Cu interlayer and composite Cu-Nb interlayer. The microstructural characterization and mechanical properties of Ti6Al4V/316L steel laser welded joints at various laser offsets were investigated. Proper laser offset distance to 316L steel side ensured weld integrity and restrained mass production of intermetallic compounds for single Cu interlayer. Energy dispersive spectroscopy showed that Cu solid solution and discontinuous Ti-Fe and Ti-Cu intermetallics were formed due to the dissolution and diffusion of atoms. The joint had a lower tensile strength and fractured along Ti6Al4V/Cu weld interface with obvious cleavage steps and tongue pattern. The inserting of Nb interlayer with high-melting point was conducive to prevent atomic diffusion and suppress the formation of brittle intermetallics. Similarly, the laser energy distribution was crucial to the weld formation and metallurgical reaction in fusion zone. The Cu sheet and 316L steel was mainly connected by heat conduction. The weld fusion zone consisted of (Cu, Nb) and (Ti, Nb) solid solution with no intermetallics. Compared to the welded joints with single Cu interlayer, the microhardness of fusion zone was reduced and tensile strength was improved because no brittle IMCs were formed with composite Cu-Nb interlayer. The maximum tensile strength reached 215 MPa and ductile fracture mode occurred with composite Cu-Nb interlayer, which was approximately 160% greater than that found with single Cu interlayer.
中文翻译:
Ti6Al4V / 316L激光焊接中层间界面调节的好处
Ti6Al4V和316L不锈钢的激光焊接是使用单Cu中间层和复合Cu-Nb中间层进行的。研究了Ti6Al4V / 316L钢激光焊接接头在不同激光偏置下的组织和力学性能。到316L钢侧面的正确激光偏移距离确保了焊接完整性,并限制了用于单Cu中间层的金属间化合物的大量生产。能量色散光谱法表明,由于原子的溶解和扩散,形成了Cu固溶体以及不连续的Ti-Fe和Ti-Cu金属间化合物。接头的抗拉强度较低,沿Ti6Al4V / Cu焊接界面断裂,具有明显的开裂步骤和舌形。高熔点Nb中间层的插入有利于防止原子扩散并抑制脆性金属间化合物的形成。同样,激光能量分布对熔合区的焊缝形成和冶金反应也至关重要。Cu板和316L钢主要通过热传导连接。焊缝熔合区由(Cu,Nb)和(Ti,Nb)固溶体组成,没有金属间化合物。与单Cu中间层的焊接接头相比,由于没有复合Cu-Nb中间层形成脆性IMC,因此降低了熔合区的显微硬度并提高了抗拉强度。复合材料Cu-Nb中间层的最大抗拉强度达到215 MPa,并且发生了韧性断裂模式,比单一Cu中间层大了约160%。激光能量分布对于熔合区的焊缝形成和冶金反应至关重要。Cu板和316L钢主要通过热传导连接。焊缝熔合区由(Cu,Nb)和(Ti,Nb)固溶体组成,没有金属间化合物。与单Cu中间层的焊接接头相比,由于没有复合Cu-Nb中间层形成脆性IMC,因此降低了熔合区的显微硬度并提高了抗拉强度。复合材料Cu-Nb中间层的最大抗拉强度达到215 MPa,并且发生了韧性断裂模式,比单一Cu中间层大了约160%。激光能量分布对于熔合区的焊缝形成和冶金反应至关重要。Cu板和316L钢主要通过导热连接。焊缝熔合区由(Cu,Nb)和(Ti,Nb)固溶体组成,没有金属间化合物。与单Cu中间层的焊接接头相比,由于没有复合Cu-Nb中间层形成脆性IMC,因此降低了熔合区的显微硬度并提高了抗拉强度。复合材料Cu-Nb中间层的最大抗拉强度达到215 MPa,并且发生了韧性断裂模式,比单一Cu中间层大了约160%。焊缝熔合区由(Cu,Nb)和(Ti,Nb)固溶体组成,没有金属间化合物。与单Cu中间层的焊接接头相比,由于没有复合Cu-Nb中间层形成脆性IMC,因此降低了熔合区的显微硬度并提高了抗拉强度。复合材料Cu-Nb中间层的最大抗拉强度达到215 MPa,并且发生了韧性断裂模式,比单一Cu中间层大了约160%。焊缝熔合区由(Cu,Nb)和(Ti,Nb)固溶体组成,没有金属间化合物。与单Cu中间层的焊接接头相比,由于没有复合Cu-Nb中间层形成脆性IMC,因此降低了熔合区的显微硬度并提高了抗拉强度。复合材料Cu-Nb中间层的最大抗拉强度达到215 MPa,并且发生了韧性断裂模式,比单一Cu中间层大了约160%。










































 京公网安备 11010802027423号
京公网安备 11010802027423号