当前位置:
X-MOL 学术
›
J. Mater. Process. Tech.
›
论文详情
Our official English website, www.x-mol.net, welcomes your
feedback! (Note: you will need to create a separate account there.)
Experimentally validated calculation of the cutting edge temperature during dry milling of Ti6Al4V
Journal of Materials Processing Technology ( IF 6.7 ) Pub Date : 2020-04-01 , DOI: 10.1016/j.jmatprotec.2019.116544 A.W. Nemetz , W. Daves , T. Klünsner , C. Praetzas , W. Liu , T. Teppernegg , C. Czettl , F. Haas , C. Bölling , J. Schäfer
Journal of Materials Processing Technology ( IF 6.7 ) Pub Date : 2020-04-01 , DOI: 10.1016/j.jmatprotec.2019.116544 A.W. Nemetz , W. Daves , T. Klünsner , C. Praetzas , W. Liu , T. Teppernegg , C. Czettl , F. Haas , C. Bölling , J. Schäfer
|
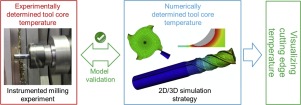
Abstract In service, milling tools have to cope with severe levels of thermal and mechanical load. Especially temperature influences the damage behavior of a tool’s cutting edge by influencing material properties and thermally induced stresses. It is therefore of relevance to gain quantitative information on the thermal tool load situation. Information on temperatures in milling tools is not readily available today. Therefore, extensive experimental effort was necessary to determine temperatures in-situ during milling in the axial center of a rotating end mill and in a Ti6Al4V workpiece near the milled surface. The used end mill was a WC-Co hard metal tool protected by a TiAlN coating. Since the damage-relevant cutting edge temperature is not directly accessible by experimental means, a simulation was employed. The transient temperature field in the tool was calculated by an iterative and synergetic use of two-dimensional finite element cutting models, three-dimensional finite element end mill models and two-dimensional workpiece models. The simulation allows for the description of the time-dependent temperature distribution from the chip formation site at the cutting edge to the axial tool center and into the workpiece, where thermocouples were placed in experiments. Validation of the calculated cutting edge temperatures was performed for 5000 individual consecutive cuts via comparison of results for tool core temperature in experiment and simulation. The model yields a very pronounced concentration of the thermal load maximum of T>650 °C near the cutting edges in a very small volume of only 1 ppm of the tool’s volume. In particular, the model’s spatial discretization is able to resolve the gradient of temperature in the hard coating towards the coating/substrate interface, showing temperature shielding effects of the hard coating.
中文翻译:

Ti6Al4V 干铣削过程中切削刃温度的实验验证计算
摘要 在使用中,铣削刀具必须应对严重的热负荷和机械负荷。温度尤其会通过影响材料特性和热致应力来影响刀具切削刃的损坏行为。因此,获得有关热工具负载情况的定量信息很重要。目前,关于铣削刀具温度的信息并不容易获得。因此,需要大量的实验工作来确定旋转立铣刀轴心和靠近铣削表面的 Ti6Al4V 工件在铣削过程中的原位温度。使用的立铣刀是由 TiAlN 涂层保护的 WC-Co 硬质金属刀具。由于与损伤相关的切削刃温度不能通过实验手段直接获得,因此采用了模拟。刀具中的瞬态温度场是通过迭代和协同使用二维有限元切削模型、三维有限元立铣刀模型和二维工件模型来计算的。模拟允许描述从切削刃处的切屑形成位置到轴向刀具中心再到工件中随时间变化的温度分布,其中热电偶被放置在实验中。通过比较实验和模拟中工具核心温度的结果,对 5000 次单独连续切削对计算出的切削刃温度进行了验证。该模型在仅占刀具体积 1 ppm 的非常小的体积中,在切削刃附近产生了非常明显的热负荷最大值(T>650 °C)。特别是,
更新日期:2020-04-01
中文翻译:
Ti6Al4V 干铣削过程中切削刃温度的实验验证计算
摘要 在使用中,铣削刀具必须应对严重的热负荷和机械负荷。温度尤其会通过影响材料特性和热致应力来影响刀具切削刃的损坏行为。因此,获得有关热工具负载情况的定量信息很重要。目前,关于铣削刀具温度的信息并不容易获得。因此,需要大量的实验工作来确定旋转立铣刀轴心和靠近铣削表面的 Ti6Al4V 工件在铣削过程中的原位温度。使用的立铣刀是由 TiAlN 涂层保护的 WC-Co 硬质金属刀具。由于与损伤相关的切削刃温度不能通过实验手段直接获得,因此采用了模拟。刀具中的瞬态温度场是通过迭代和协同使用二维有限元切削模型、三维有限元立铣刀模型和二维工件模型来计算的。模拟允许描述从切削刃处的切屑形成位置到轴向刀具中心再到工件中随时间变化的温度分布,其中热电偶被放置在实验中。通过比较实验和模拟中工具核心温度的结果,对 5000 次单独连续切削对计算出的切削刃温度进行了验证。该模型在仅占刀具体积 1 ppm 的非常小的体积中,在切削刃附近产生了非常明显的热负荷最大值(T>650 °C)。特别是,









































 京公网安备 11010802027423号
京公网安备 11010802027423号