当前位置:
X-MOL 学术
›
Intermetallics
›
论文详情
Our official English website, www.x-mol.net, welcomes your
feedback! (Note: you will need to create a separate account there.)
Controlling intermetallic compounds formation during laser welding of NiTi to 316L stainless steel
Intermetallics ( IF 4.3 ) Pub Date : 2020-01-01 , DOI: 10.1016/j.intermet.2019.106656 A. Shamsolhodaei , J.P. Oliveira , N. Schell , E. Maawad , B. Panton , Y.N. Zhou
Intermetallics ( IF 4.3 ) Pub Date : 2020-01-01 , DOI: 10.1016/j.intermet.2019.106656 A. Shamsolhodaei , J.P. Oliveira , N. Schell , E. Maawad , B. Panton , Y.N. Zhou
|
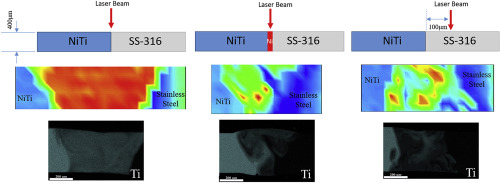
Abstract Dissimilar laser welding of NiTi to stainless steel is of great importance in designing medical devices but the formation of hard and brittle intermetallic compound results in low strength joints. Normally, different interlayers are applied as physical and chemical barriers to control the microstructure and to improve the mechanical properties. However, this procedure is a cost and time consuming process and may cause the formation of other types of intermetallics depending on the interlayer used. In the present work, laser offsetting welding (LOW) was introduced without inserting any interlayer by shifting the laser beam 100 μm into the stainless steel from the NiTi/316L stainless steel interface. This led to a softer weld zone (~570 H V), due to the formation of less brittle intermetallics compounds (Fe2Ti, Cr2Ti and Ni3Ti) compared to that (~970 H V) when the laser beam was placed at the NiTi/316L stainless steel interface. For comparison purposes, an Ni interlayer was also used to control the chemical composition of the fusion zone. In terms of mechanical properties, both the laser offset welding and the use of an Ni interlayer, were seen to improve the tensile strength of the dissimilar joints (above 400 MPa) compared to the centerline welding condition (around 200 MPa). Hence, LOW was confirmed to be an effective method to laser weld the NiTi/Stainless Steels.
中文翻译:

控制 NiTi 与 316L 不锈钢激光焊接过程中金属间化合物的形成
摘要 NiTi 与不锈钢异种激光焊接在医疗器械设计中具有重要意义,但会形成硬而脆的金属间化合物,导致接头强度低。通常,不同的夹层用作物理和化学屏障,以控制微观结构并改善机械性能。然而,这个过程是一个成本和耗时的过程,并且可能会导致其他类型的金属间化合物的形成,这取决于所使用的中间层。在目前的工作中,通过将激光束从 NiTi/316L 不锈钢界面转移 100 μm 到不锈钢中,引入了激光偏置焊接(LOW),而无需插入任何夹层。由于形成较脆的金属间化合物(Fe2Ti、Cr2Ti 和 Ni3Ti) 与激光束放置在 NiTi/316L 不锈钢界面时 (~970 H V) 相比。为了比较,还使用镍夹层来控制熔合区的化学成分。在机械性能方面,与中心线焊接条件(约 200 MPa)相比,激光偏置焊接和 Ni 夹层的使用都被视为提高了异种接头的拉伸强度(400 MPa 以上)。因此,LOW 被证实是激光焊接 NiTi/不锈钢的有效方法。与中心线焊接条件(约 200 MPa)相比,激光偏置焊接和镍夹层的使用都被视为提高了异种接头的拉伸强度(400 MPa 以上)。因此,LOW 被证实是激光焊接 NiTi/不锈钢的有效方法。与中心线焊接条件(约 200 MPa)相比,激光偏置焊接和镍夹层的使用都被视为提高了异种接头的拉伸强度(400 MPa 以上)。因此,LOW 被证实是激光焊接 NiTi/不锈钢的有效方法。
更新日期:2020-01-01
中文翻译:
控制 NiTi 与 316L 不锈钢激光焊接过程中金属间化合物的形成
摘要 NiTi 与不锈钢异种激光焊接在医疗器械设计中具有重要意义,但会形成硬而脆的金属间化合物,导致接头强度低。通常,不同的夹层用作物理和化学屏障,以控制微观结构并改善机械性能。然而,这个过程是一个成本和耗时的过程,并且可能会导致其他类型的金属间化合物的形成,这取决于所使用的中间层。在目前的工作中,通过将激光束从 NiTi/316L 不锈钢界面转移 100 μm 到不锈钢中,引入了激光偏置焊接(LOW),而无需插入任何夹层。由于形成较脆的金属间化合物(Fe2Ti、Cr2Ti 和 Ni3Ti) 与激光束放置在 NiTi/316L 不锈钢界面时 (~970 H V) 相比。为了比较,还使用镍夹层来控制熔合区的化学成分。在机械性能方面,与中心线焊接条件(约 200 MPa)相比,激光偏置焊接和 Ni 夹层的使用都被视为提高了异种接头的拉伸强度(400 MPa 以上)。因此,LOW 被证实是激光焊接 NiTi/不锈钢的有效方法。与中心线焊接条件(约 200 MPa)相比,激光偏置焊接和镍夹层的使用都被视为提高了异种接头的拉伸强度(400 MPa 以上)。因此,LOW 被证实是激光焊接 NiTi/不锈钢的有效方法。与中心线焊接条件(约 200 MPa)相比,激光偏置焊接和镍夹层的使用都被视为提高了异种接头的拉伸强度(400 MPa 以上)。因此,LOW 被证实是激光焊接 NiTi/不锈钢的有效方法。










































 京公网安备 11010802027423号
京公网安备 11010802027423号