Tribology International ( IF 6.9 ) Pub Date : 2023-11-23 , DOI: 10.1016/j.triboint.2023.109122 Ayşegül Çakır Şencan , Şenol Şirin , Ekin Nisa Selayet Saraç , Beytullah Erdoğan , Müberra Rüveyda Koçak
|
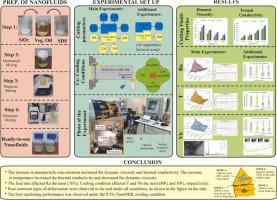
In this study, nanofluids prepared by incorporating silicon dioxide (SiO2) nanoparticles into sunflower oil were used as cutting fluids for turning AISI 304 stainless steel. Dynamic viscosities and thermal conductivities of nanofluids prepared at two different concentrations (1% and 0.5% by volume) were measured at four different temperature conditions. The experiments were carried out in two stages: main experiments and additional experiments. In the main experiments, four different cooling conditions (dry, PureMQL, 0.5% NanoMQL, 1% NanoMQL), four different cutting speeds (80, 120, 160, 200 m/min), and four different feed rates (0.10; 0.15, 0.20, 0.25 mm/rev) were used. In additional experiments, the effect of 4 different cooling methods on machining performance was investigated by keeping the maximum cutting speed (200 m/min) and feed rate (0.25 mm/rev) constant. In all experiments, workpiece surface roughness (Ra), temperature in the cutting zone (T), and flank wear on cutting tools (Vb) were determined as performance criteria. Also, additional experiments were repeated 45 times, and wear was measured every ten experiments to get a clearer picture of the tool wear process. At the end of the study, it was determined that the most effective parameter on surface roughness was feed rate (76%), while the temperature in the cutting zone and tool wear were mainly affected by the cooling method (80% and 50.5%, respectively). The best machining performance was observed in the 0.5% nanoMQL method.
中文翻译:
采用田口方法评价 SiO2 掺杂植物基纳米流体在 AISI 304 钢车削中的加工特性
在这项研究中,通过将二氧化硅(SiO 2 )纳米粒子掺入葵花籽油中制备的纳米流体被用作车削AISI 304不锈钢的切削液。在四种不同的温度条件下测量了两种不同浓度(按体积计 1% 和 0.5%)制备的纳米流体的动态粘度和热导率。实验分两个阶段进行:主实验和附加实验。在主要实验中,四种不同的冷却条件(干式、PureMQL、0.5% NanoMQL、1% NanoMQL)、四种不同的切削速度(80、120、160、200 m/min)和四种不同的进给量(0.10;0.15、 使用0.20、0.25毫米/转)。在其他实验中,通过保持最大切削速度 (200 m/min) 和进给速率 (0.25 mm/rev) 恒定,研究了 4 种不同冷却方法对加工性能的影响。在所有实验中,工件表面粗糙度(Ra)、切削区域温度(T)和切削刀具的后刀面磨损(Vb)被确定为性能标准。此外,额外的实验重复了 45 次,并且每十次实验测量一次磨损,以便更清楚地了解刀具磨损过程。研究结束时确定,对表面粗糙度最有效的参数是进给量(76%),而切削区温度和刀具磨损主要受冷却方式影响(80%和50.5%,分别)。0.5% nanoMQL 方法观察到最佳加工性能。






















































 京公网安备 11010802027423号
京公网安备 11010802027423号