International Journal of Machine Tools and Manufacture ( IF 14.0 ) Pub Date : 2022-06-24 , DOI: 10.1016/j.ijmachtools.2022.103916 Ziqin Yan , Ang Xiao , Peng Zhao , Xiaohui Cui , Hailiang Yu , Yuhong Lin
|
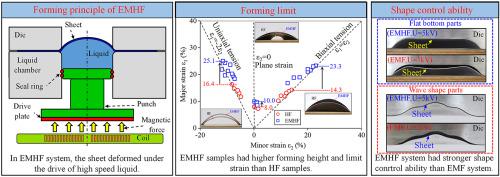
Hydraulic forming (HF) has good forming accuracy, but causes the material to break easily. Electromagnetic forming (EMF) can greatly improve the forming limit of materials, but its shape control ability is poor. In this paper, the two techniques were combined, i.e., electromagnetic hydraulic forming (EMHF), to obtain a new high-strain-rate forming method, which was investigated through experimental and simulation studies. Three kinds of specimens were designed, and the forming limits of 5052 aluminum alloy were determined. The results show that EMHF specimens have higher forming height and limit strain compared with HF specimens. The increase in forming limit is due to the uniform dislocation distribution at microscopic level and inertia effect at macroscopic level. The simulation results show that the deformation velocity exceeds 55.6 m/s and strain rate exceeds 689.7 s−1. The experimental results are consistent with the simulated deformation contours, which proves the reliability of simulation. Flat bottom die and wave shape die were used to investigate the shape control ability of EMF and EMHF. The sheet and die can be closely fitted in EMHF. However, EMF has significant rebound effect and poor forming accuracy. Thus, better forming accuracy can be obtained if liquid is added in high-speed forming. The difference between EMHF and EMF formation mechanisms is essentially the difference of force action. EMHF not only retains the strong shape control ability of HF, but also greatly improves the forming limit of materials. It is a potential forming process that can be widely used in industrial manufacturing field in the future.
中文翻译:
5052铝合金板在电磁液压成形过程中的变形行为
液压成型(HF)具有良好的成型精度,但容易导致材料断裂。电磁成形(EMF)可以大大提高材料的成形极限,但其形状控制能力较差。在本文中,将这两种技术相结合,即电磁液压成形(EMHF),获得了一种新的高应变率成形方法,并通过实验和模拟研究进行了研究。设计了三种试件,确定了5052铝合金的成形极限。结果表明,与高频试件相比,EMHF试件具有更高的成形高度和极限应变。形成极限的增加是由于微观层面的位错分布均匀和宏观层面的惯性效应。仿真结果表明,变形速度超过 55。-1。实验结果与模拟的变形轮廓一致,证明了模拟的可靠性。平底模具和波形模具用于研究EMF和EMHF的形状控制能力。片材和模具可以紧密配合在 EMHF 中。然而,EMF具有显着的回弹效应和较差的成型精度。因此,如果在高速成型中加入液体,可以获得更好的成型精度。EMHF和EMF形成机制的区别本质上是力作用的区别。EMHF不仅保留了HF强大的形状控制能力,而且大大提高了材料的成型极限。是未来可广泛应用于工业制造领域的一种潜在成型工艺。










































 京公网安备 11010802027423号
京公网安备 11010802027423号