Physics of Metals and Metallography ( IF 1.1 ) Pub Date : 2022-06-08 , DOI: 10.1134/s0031918x22050167 N. A. Tereshchenko , I. L. Yakovleva , M. A. Fedorov , A. B. Gizatullin , T. S. Esiev
|
Abstract
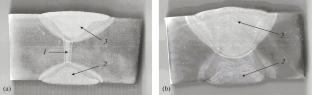
The weld joints of pipes with a diameter of 1420 mm and a pipe-wall thickness of 30 mm manufactured by two different technologies have been studied. These technologies were (i) combining the laser arc welding when making a root weld with the subsequent submerged arc welding when applying cap welds and (ii) the method of double-sided submerged arc welding. It has been shown that the first technology leads to the formation of a bainite-based disperse structure in weld joints, thereby providing a tough-ductile character of fracture and an increased level of impact strength for different positions of a notch with respect to the center of a weld joint.
中文翻译:
使用混合激光电弧焊由管钢制造的焊接接头的结构和冲击强度
摘要
对采用两种不同技术制造的直径为 1420 毫米、管壁厚度为 30 毫米的管道的焊接接头进行了研究。这些技术是(i)在进行根部焊时将激光弧焊与随后在应用盖焊时的埋弧焊相结合,以及(ii)双面埋弧焊的方法。已经表明,第一种技术导致在焊接接头中形成基于贝氏体的分散结构,从而为相对于中心的缺口的不同位置提供韧性的断裂韧性和更高的冲击强度水平的焊接接头。










































 京公网安备 11010802027423号
京公网安备 11010802027423号