MAPAN ( IF 1.0 ) Pub Date : 2022-05-13 , DOI: 10.1007/s12647-022-00567-0 Rohit Mishra , Bhagat Singh , Yogesh Shrivastava
|
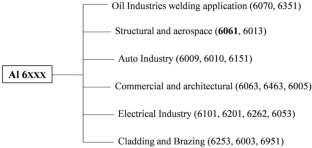
The aluminium alloy 6061-T6 is one of the most popular alloys that are utilized for a variety of applications such as aviation, marine, chemical, and electronics industries because it has better mechanical and metallurgical properties such as high strength/mass ratio, corrosion-resistant, and weldability. In order to make the complicated and sophisticated structures of Al 6061-T6, CNC milling would be a better option since it has high adaptability and is a versatile tool. During machining, chatter is an unavoidable phenomenon. In the present work, audio signals collected by milling experimentation have been processed using a PF-based multi-mode signal processing technique for extracting the self-excited vibration traits. Thereafter, the acquired chatter and metal removal rate data set have been trained and compared using six backpropagation neural network (BPNN) training algorithms. With an average deviation of 4.91 and 4.31%, LM-based training function has been determined as the most suitable training method for the prediction of self-excited vibration and productivity. Finally, the ANN-based prediction models have been optimized by applying multi-objective particle swarm optimization (MOPSO) to achieve the best set of input variables related to higher productivity at stable cutting condition. The optimum range for axial depth of cut is 1.6–1.78 mm, for feed rate is 81–100 mm/min, and for spindle speed is 2380–2900 rpm.
中文翻译:
用声音信号测量 Al 6061-T6 铣削过程中的刀具颤振和 MRR
铝合金 6061-T6 是最流行的合金之一,可用于航空、船舶、化学和电子行业等各种应用,因为它具有更好的机械和冶金性能,例如高强度/质量比、耐腐蚀耐性和可焊性。为了制作Al 6061-T6复杂而精密的结构,CNC铣削将是一个更好的选择,因为它具有很高的适应性并且是一种多功能工具。在加工过程中,颤振是不可避免的现象。在目前的工作中,通过铣削实验收集的音频信号已使用基于 PF 的多模信号处理技术进行处理,以提取自激振动特征。此后,使用六种反向传播神经网络 (BPNN) 训练算法对获取的颤振和金属去除率数据集进行了训练和比较。基于 LM 的训练函数的平均偏差分别为 4.91% 和 4.31%,已被确定为最适合预测自激振动和生产率的训练方法。最后,基于人工神经网络的预测模型已通过应用多目标粒子群优化 (MOPSO) 进行优化,以实现与稳定切削条件下更高生产率相关的最佳输入变量集。轴向切深的最佳范围为 1.6–1.78 mm,进给速度为 81–100 mm/min,主轴转速为 2380–2900 rpm。基于LM的训练函数已被确定为最适合预测自激振动和生产率的训练方法。最后,基于人工神经网络的预测模型已通过应用多目标粒子群优化 (MOPSO) 进行优化,以实现与稳定切削条件下更高生产率相关的最佳输入变量集。轴向切深的最佳范围为 1.6–1.78 mm,进给速度为 81–100 mm/min,主轴转速为 2380–2900 rpm。基于LM的训练函数已被确定为最适合预测自激振动和生产率的训练方法。最后,基于人工神经网络的预测模型已通过应用多目标粒子群优化 (MOPSO) 进行优化,以实现与稳定切削条件下更高生产率相关的最佳输入变量集。轴向切深的最佳范围为 1.6–1.78 mm,进给速度为 81–100 mm/min,主轴转速为 2380–2900 rpm。










































 京公网安备 11010802027423号
京公网安备 11010802027423号