Journal of Materials Processing Technology ( IF 6.7 ) Pub Date : 2021-09-09 , DOI: 10.1016/j.jmatprotec.2021.117364 Sendong Ren 1 , Ninshu Ma 1 , Seiichiro Tsutsumi 1 , Goro Watanabe 2 , Hongyan He 2 , Can Cao 2 , Lu Huang 2
|
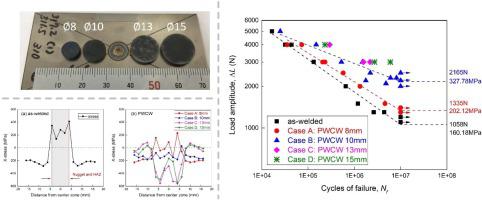
Advanced high-strength steel (AHSS) has been widely used for lightweight body-in-white. However, the fatigue strength of welded joints is not improved even employed AHSS. In this research, the advanced post-weld cold working (PWCW) experiment was proposed to improve the fatigue strength of DP980 spot welded joints. X-ray diffraction (XRD) method was employed to measure the welding residual stress. A numerical model was established to analyze the PWCW induced residual stress as the first try. The influence of the diameter of the cylindric tool used in PWCW on the residual stress of welded joints was also discussed in detail. The hardness distribution on weld joint was increased after PWCW, which represented the plastic strain induced work hardening in DP980 steel. The predicted PWCW induced residual stress had a reasonable agreement with XRD measurement. The PWCW introduced a compressive stress in the weld nugget and its heat affected zone with a value of more than -400 MPa at the edge of joined zone. The strengthened material and compressive stress were beneficial to suppress the generation and propagation of fatigue crack, thereby enhance the fatigue strength of welded joints. Besides, the effect of PWCW continuously strengthened with a larger diameter of tool, especially when the tool diameter was larger than 10 mm. The fatigue strength was almost doubled compared with the as-welded condition. The smaller tool provided a critical requirement for precise positioning. The operation of PWCW was also simple enough to realize the automation, which indicated its potential in manufacturing automotive units.
中文翻译:
提高先进高强钢电阻点焊接头疲劳强度的焊后冷加工
高级高强度钢 (AHSS) 已广泛用于轻量化白车身。然而,即使采用高强度钢,焊接接头的疲劳强度也没有提高。本研究提出了先进的焊后冷加工(PWCW)实验,以提高DP980点焊接头的疲劳强度。采用X射线衍射(XRD)法测量焊接残余应力。首次尝试建立数值模型来分析 PWCW 引起的残余应力。还详细讨论了PWCW中使用的圆柱刀具直径对焊接接头残余应力的影响。PWCW 后焊接接头的硬度分布增加,这代表了 DP980 钢的塑性应变诱发加工硬化。预测的 PWCW 引起的残余应力与 XRD 测量具有合理的一致性。PWCW 在焊核及其热影响区引入了压应力,在连接区边缘处的值超过 -400 MPa。强化材料和压应力有利于抑制疲劳裂纹的产生和扩展,从而提高焊接接头的疲劳强度。此外,随着刀具直径的增大,尤其是刀具直径大于10 mm时,PWCW的效果不断增强。与焊接状态相比,疲劳强度几乎翻了一番。较小的工具为精确定位提供了关键要求。PWCW的操作也很简单,实现了自动化,显示了它在制造汽车单元方面的潜力。










































 京公网安备 11010802027423号
京公网安备 11010802027423号