Journal of Materials Processing Technology ( IF 6.7 ) Pub Date : 2021-08-16 , DOI: 10.1016/j.jmatprotec.2021.117326 Ye-kun Feng 1 , Shan-guang Shi 2 , Zhong-jin Wang 1 , Bo-yang Zhang 1 , Yuan-peng Li 1
|
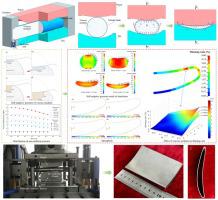
The precision forming of thin-walled hollow components with the complex surface is difficult due to the excessive thinning of small radius circular arcs and the springback of small curvature surfaces. The difficulty is because the pressure required for forming a small radius circular arc is larger than that needed for other regions, while the pressure supplied inside the hollow blank in a conventional hydroforming process is equal everywhere causing the forming pressure cannot meet the requirements of different deformation regions. To solve this problem, the thin-walled hollow component with the complex surface is formed precisely by employing self-adaptive non-uniform pressure. Herein, theoretical analysis of the self-adaptive non-uniform pressure of viscous medium acting on the blank and the stress distribution of blank during the circular arc filling process is conducted. Then, different viscous medium parameters are employed in the forming of hollow components with different circular arc radii by numerical simulation. The results indicate that the non-uniform pressure is formed during the forming process, and is affected by the mechanical properties of viscous medium. The stress and strain distribution of blank are uniform, as well as the wall thickness thinning ratio and springback are small when the appropriate viscous medium is selected. As an application, the thin-walled hollow turbine blade is manufactured. The wall thickness is uniform and the dimensional deviation is kept at a lower level.
中文翻译:
自适应非均匀压力精密成形复杂曲面薄壁空心构件
由于小半径圆弧过度减薄和小曲率表面的回弹,具有复杂表面的薄壁空心部件的精密成型困难。难点在于,形成小半径圆弧所需的压力大于其他区域所需的压力,而传统液压成形工艺中空心坯内部提供的压力处处相等,导致成形压力不能满足不同变形的要求。地区。为解决这一问题,采用自适应非均匀压力精确成型具有复杂表面的薄壁空心构件。在此处,对圆弧填充过程中粘性介质对毛坯的自适应非均匀压力和毛坯应力分布进行了理论分析。然后,通过数值模拟,采用不同的粘性介质参数,成型不同圆弧半径的空心部件。结果表明,非均匀压力是在成型过程中形成的,受粘性介质力学性能的影响。The stress and strain distribution of blank are uniform, as well as the wall thickness thinning ratio and springback are small when the appropriate viscous medium is selected. 作为应用,制造薄壁中空涡轮叶片。壁厚均匀,尺寸偏差保持在较低水平。然后,通过数值模拟,采用不同的粘性介质参数,成型不同圆弧半径的空心部件。结果表明,非均匀压力是在成型过程中形成的,受粘性介质力学性能的影响。The stress and strain distribution of blank are uniform, as well as the wall thickness thinning ratio and springback are small when the appropriate viscous medium is selected. 作为应用,制造薄壁中空涡轮叶片。壁厚均匀,尺寸偏差保持在较低水平。然后,通过数值模拟,采用不同的粘性介质参数,成型不同圆弧半径的空心部件。结果表明,非均匀压力是在成型过程中形成的,受粘性介质力学性能的影响。The stress and strain distribution of blank are uniform, as well as the wall thickness thinning ratio and springback are small when the appropriate viscous medium is selected. 作为应用,制造薄壁中空涡轮叶片。壁厚均匀,尺寸偏差保持在较低水平。结果表明,非均匀压力是在成型过程中形成的,受粘性介质力学性能的影响。The stress and strain distribution of blank are uniform, as well as the wall thickness thinning ratio and springback are small when the appropriate viscous medium is selected. 作为应用,制造薄壁中空涡轮叶片。壁厚均匀,尺寸偏差保持在较低水平。结果表明,非均匀压力是在成型过程中形成的,受粘性介质力学性能的影响。The stress and strain distribution of blank are uniform, as well as the wall thickness thinning ratio and springback are small when the appropriate viscous medium is selected. 作为应用,制造薄壁中空涡轮叶片。壁厚均匀,尺寸偏差保持在较低水平。










































 京公网安备 11010802027423号
京公网安备 11010802027423号