International Journal of Machine Tools and Manufacture ( IF 14.0 ) Pub Date : 2021-07-31 , DOI: 10.1016/j.ijmachtools.2021.103787 Yan Jin Lee 1 , A. Senthil Kumar 1 , Hao Wang 1
|
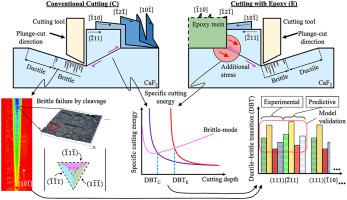
Innovative techniques have been proposed to overcome the challenge of the strong tendency of brittle materials to crack during machining. One of them is the use of an epoxy coating to serve as a crack formation restraint. However, this only serves to achieve ductile-mode grinding along the uncut shoulders. Therefore, this study evaluates the effect of a layer of epoxy resin on the machined surface perpendicular to the micro-cutting direction of a brittle material, single-crystal calcium fluoride. An increase in the ductile–brittle transition was observed in micro-cutting experiments on the (111) plane of calcium fluoride with the use of a 4 μm thick epoxy resin coating, ranging from 167–347 nm to 213–476 nm for the 0° rake angled tool. A similar increase was also observed with the +5° rake angle, ranging from 91–233 nm to 187–310 nm. An energy-based ductile–brittle transition predictive model is introduced, which characterises the anisotropic behaviour of the single crystal and incorporates the additional stress induced during cutting with a coating as a fraction of the coating hardness. The analytical model accurately predicts a consistent range of improvement from 69–325 nm to 257–485 nm for the 0° rake angle and from 62–285 nm to 215–460 nm for the +5° rake angle. The ductile-mode cutting energy increases to preserve its dominance over brittle-mode cutting and delays the onset of brittle-mode activation. The validity of the model extends the understanding of a surface coating as a restraining technology to include the beneficial stress acting in the deformation zone during cutting.
中文翻译:
单晶脆性材料延性切削中涂层的有益应力
已经提出了创新技术来克服脆性材料在加工过程中开裂的强烈趋势的挑战。其中之一是使用环氧树脂涂层来抑制裂纹形成。然而,这仅用于实现沿未切削台肩的韧性模式磨削。因此,本研究评估了一层环氧树脂对与脆性材料单晶氟化钙的微切削方向垂直的加工表面的影响。在使用 4 μm 厚环氧树脂涂层的氟化钙 (111) 平面上的微切割实验中观察到韧性 - 脆性转变的增加,对于 0 ° 前角刀具。+5° 前角也观察到类似的增加,范围从 91-233 nm 到 187-310 nm。引入了一种基于能量的韧脆转变预测模型,该模型表征了单晶的各向异性行为,并将涂层切削过程中引起的附加应力作为涂层硬度的一部分。分析模型准确地预测了 0° 前角从 69–325 nm 到 257–485 nm 和 +5° 前角从 62–285 nm 到 215–460 nm 的一致改进范围。韧性模式切割能量增加以保持其对脆性模式切割的主导地位并延迟脆性模式激活的开始。该模型的有效性扩展了对表面涂层作为约束技术的理解,包括在切割过程中作用在变形区的有益应力。它表征了单晶的各向异性行为,并将在用涂层切割时引起的附加应力作为涂层硬度的一部分。分析模型准确地预测了 0° 前角从 69–325 nm 到 257–485 nm 和 +5° 前角从 62–285 nm 到 215–460 nm 的一致改进范围。韧性模式切割能量增加以保持其对脆性模式切割的主导地位并延迟脆性模式激活的开始。该模型的有效性扩展了对表面涂层作为约束技术的理解,包括在切割过程中作用在变形区的有益应力。它表征了单晶的各向异性行为,并将在用涂层切割时引起的附加应力作为涂层硬度的一部分。分析模型准确地预测了 0° 前角从 69–325 nm 到 257–485 nm 和 +5° 前角从 62–285 nm 到 215–460 nm 的一致改进范围。韧性模式切割能量增加以保持其对脆性模式切割的主导地位并延迟脆性模式激活的开始。该模型的有效性扩展了对表面涂层作为约束技术的理解,包括在切割过程中作用在变形区的有益应力。分析模型准确地预测了 0° 前角从 69–325 nm 到 257–485 nm 和 +5° 前角从 62–285 nm 到 215–460 nm 的一致改进范围。韧性模式切割能量增加以保持其对脆性模式切割的主导地位并延迟脆性模式激活的开始。该模型的有效性扩展了对表面涂层作为约束技术的理解,包括在切割过程中作用在变形区的有益应力。分析模型准确地预测了 0° 前角从 69–325 nm 到 257–485 nm 和 +5° 前角从 62–285 nm 到 215–460 nm 的一致改进范围。韧性模式切割能量增加以保持其对脆性模式切割的主导地位并延迟脆性模式激活的开始。该模型的有效性扩展了对表面涂层作为约束技术的理解,包括在切割过程中作用在变形区的有益应力。










































 京公网安备 11010802027423号
京公网安备 11010802027423号