International Journal of Machine Tools and Manufacture ( IF 14.0 ) Pub Date : 2021-07-14 , DOI: 10.1016/j.ijmachtools.2021.103771 Wenbin Zhou 1 , Junquan Yu 1 , Xiaochen Lu 1 , Jianguo Lin 1 , Trevor A. Dean 2
|
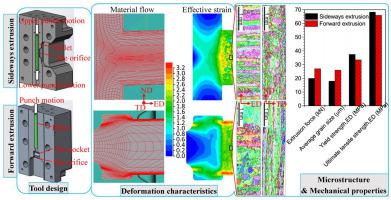
Extruded profiles/sections are increasingly used in the transport industry for lightweight structures. In this paper, a wide thin-ribbed aluminium profile with asymmetric Z-shape, was manufactured by a novel sideways extrusion process proposed by the authors. A comparative study was conducted by utilising the direct/forward extrusion process at the same extrusion temperature and speed, in which the different process mechanics, resulting microstructures and mechanical properties of profiles have been investigated by experiments and finite element modelling. It was revealed that, compared with sideways extrusion, although the design of a die pocket in forward extrusion induces preform and avoids the use of the large-diameter billet and extrusion container/press needed for extruding wide profiles, it requires a greater extrusion force due to work-piece upsetting necessary to fill the die pocket and leads to a lower effective strain in the profile rib. EBSD characterisation of the region with an equal effective strain indicated that an increased shear strain is more efficient for obtaining fine grains with a higher average misorientation angle. In the same region of profiles made from the two different processes, sideways extrusion results in greater grain refinement due to greater effective strains, and a slightly greater texture intensity was found due to the intensive shear deformation. Tensile tests on formed profiles revealed that sideways extrusion leads to a higher yield strength (YS) and ultimate tensile strength (UTS) but a relatively lower elongation to failure, due to the combined effects of grain refinement, GND and texture intensity enhancement. Compared with the billet, the profile formed by forward and sideways extrusion has a YS increased by about 60% and 79% respectively, and an UTS increased by about 74% and 80% respectively in the extrusion direction, demonstrating an advantage of the sideways extrusion process in improving material strength under the same extrusion condition.
中文翻译:
侧向挤压与正向挤压宽薄肋型材变形机理、显微组织及力学性能对比研究
挤压型材/型材越来越多地用于运输行业的轻型结构。在本文中,采用作者提出的新型侧向挤压工艺制造了具有不对称 Z 形的宽薄肋铝型材。通过在相同的挤压温度和速度下利用直接/正向挤压工艺进行了比较研究,其中通过实验和有限元建模研究了不同的工艺力学、型材的微观结构和力学性能。据透露,与侧向挤压相比,虽然正向挤压中模腔的设计引入了预成型,并避免了使用大直径坯料和挤压宽型材所需的挤压容器/压力机,由于填充模腔所需的工件镦粗,它需要更大的挤压力,并导致型材肋中的有效应变较低。具有相等有效应变的区域的 EBSD 表征表明,增加的剪切应变对于获得具有更高平均取向差角的细晶粒更有效。在由两种不同工艺制成的同一区域的型材中,由于更大的有效应变,横向挤压会导致更大的晶粒细化,并且由于强烈的剪切变形,发现织构强度略大。成型型材的拉伸试验表明,由于晶粒细化的综合作用,横向挤压导致更高的屈服强度 (YS) 和极限拉伸强度 (UTS),但断裂伸长率相对较低,GND 和纹理强度增强。与坯料相比,正向和侧向挤压成型的型材YS分别提高了60%和79%左右,挤压方向的UTS分别增加了74%和80%左右,体现了侧向挤压的优势在相同的挤压条件下提高材料强度的过程。










































 京公网安备 11010802027423号
京公网安备 11010802027423号