Optics & Laser Technology ( IF 4.6 ) Pub Date : 2021-06-05 , DOI: 10.1016/j.optlastec.2021.107284 C. Churiaque , J.M. Sánchez-Amaya , Ö. Üstündağ , M. Porrua-Lara , A. Gumenyuk , M. Rethmeier
|
One of the main concerns in the early stages of manufacturing flat units of shipbuilding is to ensure the quality of the joints throughout the structure. The flat units are constituted by butt welded flat plates, on which longitudinal T-welded reinforcements are placed to rigidize the structure. Among the different welding technologies, Hybrid Laser Arc Welding (HLAW) is becoming a mature process, profitable and highly productive. In addition, more innovative welding equipment are being developed nowadays, offering greater work flexibility, and raising expectations of achieving better quality, and economic viability. Another key point of HLAW to keep in mind is that structural distortions are reduced, resulting in decreasing the cost and time of straightening work.
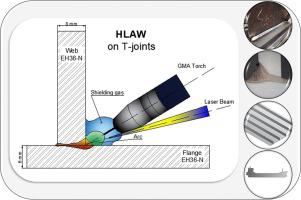
In the present contribution, the influence of HLAW parameters on the quality of fillet joints of naval steel has been analysed. Experimental HLAW tests were performed with a high power disk laser to join EH36 naval steel plates, with a T configuration. The influence of different processing parameters has been analysed, as the laser power, welding speed, wire feed rate and the configuration of the HLAW processes (including head angle and laser/arc leading process). In addition, FEM simulations were carried out in order to estimate residual stresses and distortion of welded part. The distortion values provided by FEM presented excellent agreement with the measured experimental results. To evaluate the welds, non destructive tests including X-ray tests, metallographic analysis of cross sections, and microhardness mapping tests were performed.
Full penetration 8 mm T welds were obtained for the first time at an industrially applicable 2F position with a reasonable HLAW head angle, in one single step without sealing root, and using zero gap square groove edge preparation. The present contribution presents welding rates up to 2.2 m/min for 2F T-joints of this steel thickness, a much higher processing velocity than previously reported for industrial applications.
中文翻译:
8mm厚钢2F位造船T型接头混合激光电弧焊的改进
在制造造船扁平单元的早期阶段,主要关注的问题之一是确保整个结构的接头质量。扁平单元由对接焊接的平板构成,在平板上放置纵向 T 型焊接钢筋以加固结构。在不同的焊接技术中,混合激光电弧焊 (HLAW) 正在成为一种成熟、有利可图且生产率高的工艺。此外,现在正在开发更多创新的焊接设备,提供更大的工作灵活性,并提高对实现更好质量和经济可行性的期望。HLAW 要记住的另一个关键点是减少了结构扭曲,从而降低了矫直工作的成本和时间。
在目前的贡献中,分析了 HLAW 参数对舰船钢角接头质量的影响。实验性 HLAW 测试是使用高功率盘式激光器连接 EH36 海军钢板进行的,具有 T 配置。分析了不同加工参数的影响,如激光功率、焊接速度、送丝速度和 HLAW 工艺配置(包括焊头角度和激光/引弧工艺)。此外,还进行了有限元模拟,以估计焊接部分的残余应力和变形。FEM 提供的失真值与测量的实验结果非常吻合。为了评估焊缝,进行了无损检测,包括 X 射线检测、截面金相分析和显微硬度测试。
首次在工业适用的 2F 位置以合理的 HLAW 头部角度获得全熔透 8 毫米 T 焊缝,单步完成,无需密封根部,并使用零间隙方槽边缘处理。目前的贡献提出了这种钢厚度的 2F T 型接头的焊接速率高达 2.2 m/min,比以前报告的工业应用的加工速度高得多。










































 京公网安备 11010802027423号
京公网安备 11010802027423号