Process Safety and Environmental Protection ( IF 7.8 ) Pub Date : 2021-06-01 , DOI: 10.1016/j.psep.2021.05.037 Jianqi Chen , Lu Wang , Shihao Ma , Yujie Ji , Bing Liu , Yuan Huang , Jianping Li , Hualin Wang , Wenjie Lv
|
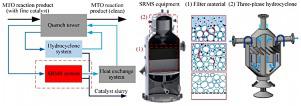
From the perspective of resource reserves, the development of coal-based methanol-to-olefins (MTO) technology is regarded as an important direction for the sustainable development of the chemical processing industry in China. However, the wastewater generated in the process of industrial operation has a significant impact on the stability of the process. To remove the fine waste catalyst particles from MTO quench water, a swirl regenerating micro-channel separation (SRMS) technology was developed. A 25 m3/h pilot-scale study was conducted to examine the separation and regeneration effects under different operating parameters and verify the feasibility of this technology through a long-duration experiment. Results showed that for filtration velocities ranging from 11 to 15 m/h, the total separation efficiency was 95–99 %, the removal efficiency of 0.2 μm particles was 83–90 %, and the regeneration cycle was 24–40 h while the waste catalyst particle concentration in quench water was 300–600 mg/L. The optimum regeneration water and gas speeds were determined to be 11–15 m/h and 56.6 m/h, respectively. Moreover, the performance of the pilot plant over 600 h continuous operation effect of was tested, and an average separation efficiency > 95 % with excellent regeneration was obtained.
中文翻译:
通过旋流再生微通道分离 (SRMS) 从甲醇制烯烃急冷水中分离细小的废催化剂颗粒:一项中试研究
从资源储量来看,发展煤基甲醇制烯烃(MTO)技术被视为我国化学加工业可持续发展的重要方向。但是,工业运行过程中产生的废水对工艺的稳定性有显着影响。为了从 MTO 急冷水中去除细小的废催化剂颗粒,开发了涡流再生微通道分离 (SRMS) 技术。一个 25 米3/h 中试研究,以检验不同操作参数下的分离和再生效果,并通过长期实验验证该技术的可行性。结果表明,过滤速度为 11~15 m/h 时,总分离效率为 95~99 %,0.2 μm 颗粒去除效率为 83~90 %,再生周期为 24~40 h,废急冷水中催化剂颗粒浓度为 300-600 mg/L。最佳再生水速和气速分别确定为 11-15 m/h 和 56.6 m/h。此外,对中试装置连续运行 600 小时以上的性能进行了测试,平均分离效率 > 95 %,再生效果极佳。


























 京公网安备 11010802027423号
京公网安备 11010802027423号