International Journal of Machine Tools and Manufacture ( IF 14.0 ) Pub Date : 2021-03-22 , DOI: 10.1016/j.ijmachtools.2021.103726 Tatsuya Sugihara , Ryota Kobayashi , Toshiyuki Enomoto
|
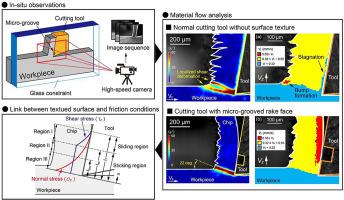
As widely reported in the literature, the micro-texturing technique has a significant potential to improve the performance of cutting tools by reducing cutting forces, friction, temperature, and tool wear, and further, by improving tribological behavior at the tool-chip and tool-workpiece interface. However, it is also known that the effects of textures on the cutting tool surface strongly depend on the texture geometry and dimensions, and that the application of indiscriminate surface textures to cutting tools often results in adverse effects on cutting performance, indicating that an improved understanding of surface phenomena is required to further develop textured cutting tools. This paper summarizes recent advances in tool surface texturing in metal cutting fields, and continues to describe how the textured surface of a cutting tool influences the deformation fields of the workpiece material, including both primary and secondary shear zones, by means of direct in-situ observation using particle image velocimetry analysis to understand the behavior in the vicinity of the textured surfaces during the cutting process. The experimental results with the textured cutting tool reveal that the effect of the grooved rake face on the cutting force differs depending on the relative position of the microgroove with respect to the undeformed chip thickness. The friction condition and where the texture is located determine the performance of the surface texture. The link between the interface friction and chip flow mode is discussed, and it is demonstrated that surface textures can alter the chip flow mode from a segmented flow with redundant deformation to a steadier homogeneous flow with lower cutting energy.
中文翻译:
使用纹理刀具进行切削时摩擦学行为的直接观察
正如文献中广泛报道的那样,微纹理技术通过降低切削力、摩擦、温度和刀具磨损,并进一步通过改善刀具-切屑和刀具的摩擦学行为,具有提高刀具性能的巨大潜力。 - 工件接口。然而,众所周知,纹理对刀具表面的影响在很大程度上取决于纹理几何形状和尺寸,并且不加选择地将表面纹理应用于刀具往往会对切削性能产生不利影响,这表明对切削性能的认识有所提高。需要进一步开发带纹理的切削刀具。本文总结了金属切削领域刀具表面纹理化的最新进展,使用粒子图像测速分析进行原位观察,以了解切割过程中纹理表面附近的行为。带纹理刀具的实验结果表明,凹槽前刀面对切削力的影响因微槽相对于未变形切屑厚度的相对位置而异。摩擦条件和纹理所在的位置决定了表面纹理的性能。讨论了界面摩擦和切屑流动模式之间的联系,并证明了表面纹理可以将切屑流动模式从具有冗余变形的分段流动改变为具有较低切削能量的更稳定的均匀流动。










































 京公网安备 11010802027423号
京公网安备 11010802027423号