International Journal of Fatigue ( IF 5.7 ) Pub Date : 2021-02-19 , DOI: 10.1016/j.ijfatigue.2021.106184 Y. Zedan , M. Iben Houria , N. Vanderesse , F. Atmani , F. Mirakhorli , F. Nadeau , V. Demers , P. Bocher
|
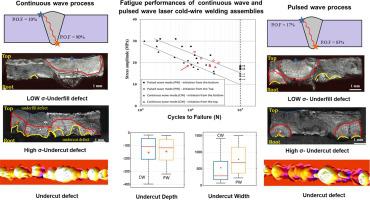
The effect of laser wave modes on the fatigue behavior of laser cold-wire welding made of 4.8 mm thick AA6005-T6 aluminum alloy was investigated using continuous and pulsed wave lasers. Due to the inherent differences in these two wave laser modes, different welding parameters were used, while keeping the interaction time constant. The mechanical properties of welded joints were measured using tensile tests, while their fatigue performances were quantified using a constant amplitude force-controlled technique to obtain S-N curves. The pulsed wave laser mode produced higher fatigue resistance as compared to the continuous wave mode. The fatigue strength corresponding to the run-out condition (i.e., 107 cycles, in this study) was about 28% higher for the pulsed wave mode than for the continuous wave laser mode. At a high stress amplitude (30 MPa), the lifespan of the pulsed wave joints was about twice as high as that with continuous wave joints. These fatigue results were cross-referenced with a 3D topographic map, a 2D microhardness map, a metallographic study, and a fractographic analysis to better understand the crack nucleation and crack propagation mechanisms. A microhardness analysis performed along the cross-section of the joints did not reveal any significant difference between pulsed wave and continuous wave modes. A fractographic analysis confirmed crack propagation within the fusion zone and that 83 to 90% of cracks nucleated from the root undercuts. Topographic maps of the joints before fracture revealed that the continuous wave laser mode produces deeper and narrower (i.e., more acute) undercut defects than does the pulsed wave mode. A Weibull approach based on the biggest defects found on the fracture surfaces also confirmed that the continuous wave process produces larger defects at the root. Top defects are significantly small (55%), but they have a larger size dispersion than do root defects. Since the root undercuts act as the main stress concentrators, they are mainly responsible for the lower fatigue performance of the joints, and their sizes and shapes should be minimized during further process development of the welding process.
中文翻译:
厚截面AA6005-T6铝合金的连续波和脉冲波激光冷焊的疲劳性能
利用连续和脉冲激光研究了激光模式对4.8 mm厚AA6005-T6铝合金冷焊丝疲劳性能的影响。由于这两种波激光模式的固有差异,在保持相互作用时间恒定的同时,使用了不同的焊接参数。焊接接头的机械性能使用拉伸试验进行测量,而疲劳性能则使用恒定振幅力控制技术进行量化以获得SN曲线。与连续波模式相比,脉冲波激光模式产生更高的抗疲劳性。疲劳强度与跳动条件相对应(即10 7在本研究中,脉冲波模式比连续波激光模式高约28%。在高应力振幅(30 MPa)下,脉冲波接头的寿命大约是连续波接头的两倍。这些疲劳结果与3D地形图,2D显微硬度图,金相研究和分形分析进行交叉引用,以更好地理解裂纹成核和裂纹扩展机理。沿接头横截面进行的显微硬度分析未显示出脉冲波模式和连续波模式之间的任何显着差异。形貌分析证实了裂纹在融合区内的扩展,并且有83%到90%的裂纹是从根部根切处成核的。骨折前关节的地形图显示,连续波激光模式比脉冲波模式产生更深,更窄(即更尖锐)的底切缺陷。基于断裂表面上发现的最大缺陷的Weibull方法也证实了连续波过程在根部会产生较大的缺陷。顶部缺陷非常小(55%),但是与根部缺陷相比,它们的尺寸分散更大。由于根部咬边是主要的应力集中器,因此它们主要负责降低接头的疲劳性能,在焊接工艺的进一步开发过程中,应将其尺寸和形状最小化。基于断裂表面上发现的最大缺陷的Weibull方法也证实了连续波过程在根部会产生较大的缺陷。顶部缺陷非常小(55%),但是与根部缺陷相比,它们的尺寸分散更大。由于根部咬边是主要的应力集中器,因此它们主要负责降低接头的疲劳性能,在焊接工艺的进一步开发过程中,应将其尺寸和形状最小化。基于断裂表面上发现的最大缺陷的Weibull方法也证实了连续波过程在根部会产生较大的缺陷。顶部缺陷非常小(55%),但是与根部缺陷相比,它们的尺寸分散更大。由于根部咬边是主要的应力集中器,因此它们主要负责降低接头的疲劳性能,在焊接工艺的进一步开发过程中,应将其尺寸和形状最小化。










































 京公网安备 11010802027423号
京公网安备 11010802027423号