当前位置:
X-MOL 学术
›
Steel Res. Int.
›
论文详情
Our official English website, www.x-mol.net, welcomes your
feedback! (Note: you will need to create a separate account there.)
Optimization of Incremental Forming of Low‐Alloy High‐Yield‐Strength HC300LA Sheet Using a Rolling Blank Holder Method
Steel Research International ( IF 1.9 ) Pub Date : 2020-11-18 , DOI: 10.1002/srin.202000512 Vedat Taşdemir 1
Steel Research International ( IF 1.9 ) Pub Date : 2020-11-18 , DOI: 10.1002/srin.202000512 Vedat Taşdemir 1
Affiliation
|
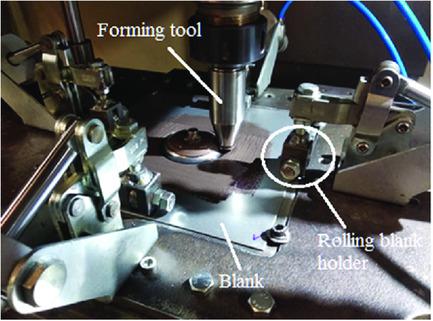
Incremental sheet metal forming is a method that enables the fast and flexible production of complex geometric parts using a very simple set of forms. However, this method presents some problems including wall thickness and spring‐back. Different methods are developed to solve these problems. One of these, the rolling blank holder method, is applied in this study using a 1 mm‐thick HC300LA sheet. The effects of holding pressure, increment size, forming tool diameter, and feed rate parameters on spring‐back, wall thickness, surface roughness, and forming force are investigated in the experiments conducted using the two‐point incremental forming‐rolling blank holder (TPIF‐RL) sheet‐forming method. The effects of the selected parameters are optimized using response surface methodology. As a result of the study, it is determined that the most important parameter for surface quality and wall thickness is the forming tool diameter, the most effective parameters for forming force are the forming tool diameter and increment size, and for spring‐back the dominant parameters are forming tool diameter, holding pressure, and increment size. The spring‐back angle increases with increasing forming tool diameter, holding pressure, and feed rate. In addition, both spring‐forward and spring‐back are observed in the formed parts.
中文翻译:

滚压坯料法优化低合金高强度HC300LA板材增量成形
增量钣金成型是一种使用非常简单的模板即可快速灵活地生产复杂几何零件的方法。但是,这种方法存在一些问题,包括壁厚和回弹。开发了解决这些问题的不同方法。本研究中使用一种轧制毛坯夹持器方法,该方法使用1毫米厚的HC300LA薄板。在使用两点增量成形轧制毛坯刀架(TPIF)进行的实验中,研究了保压压力,增量尺寸,成形工具直径和进给速率参数对回弹,壁厚,表面粗糙度和成形力的影响。 ‐RL)片材成型方法。使用响应面方法优化所选参数的效果。经过研究,确定表面质量和壁厚最重要的参数是成形工具的直径,对成形力最有效的参数是成形工具的直径和增量尺寸,对于回弹,主要参数是成形工具的直径,保持力压力和增量大小。回弹角随成形工具直径,保持压力和进给速率的增加而增加。此外,在成型零件中观察到了弹簧的前向和回弹。回弹角随成形工具直径,保持压力和进给速率的增加而增加。此外,在成型零件中观察到了弹簧的前向和回弹。回弹角随成形工具直径,保持压力和进给速率的增加而增加。此外,在成型零件中观察到了弹簧的前向和回弹。
更新日期:2020-11-18
中文翻译:
滚压坯料法优化低合金高强度HC300LA板材增量成形
增量钣金成型是一种使用非常简单的模板即可快速灵活地生产复杂几何零件的方法。但是,这种方法存在一些问题,包括壁厚和回弹。开发了解决这些问题的不同方法。本研究中使用一种轧制毛坯夹持器方法,该方法使用1毫米厚的HC300LA薄板。在使用两点增量成形轧制毛坯刀架(TPIF)进行的实验中,研究了保压压力,增量尺寸,成形工具直径和进给速率参数对回弹,壁厚,表面粗糙度和成形力的影响。 ‐RL)片材成型方法。使用响应面方法优化所选参数的效果。经过研究,确定表面质量和壁厚最重要的参数是成形工具的直径,对成形力最有效的参数是成形工具的直径和增量尺寸,对于回弹,主要参数是成形工具的直径,保持力压力和增量大小。回弹角随成形工具直径,保持压力和进给速率的增加而增加。此外,在成型零件中观察到了弹簧的前向和回弹。回弹角随成形工具直径,保持压力和进给速率的增加而增加。此外,在成型零件中观察到了弹簧的前向和回弹。回弹角随成形工具直径,保持压力和进给速率的增加而增加。此外,在成型零件中观察到了弹簧的前向和回弹。










































 京公网安备 11010802027423号
京公网安备 11010802027423号