Chemical Engineering and Processing: Process Intensification ( IF 4.3 ) Pub Date : 2020-10-27 , DOI: 10.1016/j.cep.2020.108206 Chunyan Chen , Dongsheng Li , Ruili Li , Fangyuan Shen , Guoqing Xiao , Jian Zhou
|
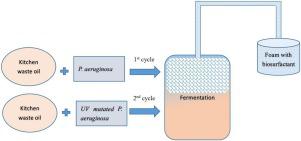
As the best-known biosurfactant, rhamnolipid attracts increasing attention due to its manifold benefits, but the high production costs limit its large-scale application. To relieve the foam inhibition and reduce the cost of subsequent separation, foam separation was coupled with continuous fermentation to separate and concentrate biosurfactant in situ. A total rhamnolipid production of 3.574 g/L was obtained in continuous fermentation, which was nearly twice of that in batch fermentation. An average enrichment ratio of 9.397 and overall recovery rate of 56.113% were obtained for foam separation. Furthermore, the continuous fermentation coupled with foam separation for rhamnolipid production was studied using a UV mutated strain, achieving improvements both in cell concentration and rhamnolipid concentration. Especially, the cumulative rhamnolipid concentration of 4.744 g/L was obtained, and an overall recovery rate as high as 72.892% was achieved for foam separation. Results showed the integrated continuous fermentation with in situ foam separation was innovative and promising for biosurfactant production.
中文翻译:
通过连续发酵和原位泡沫分离提高生物表面活性剂的产量
作为最著名的生物表面活性剂,鼠李糖脂由于其多种益处而受到越来越多的关注,但是高生产成本限制了其大规模应用。为了减轻对泡沫的抑制并降低后续分离的成本,将泡沫分离与连续发酵相结合以原位分离和浓缩生物表面活性剂。连续发酵的鼠李糖脂总产量为3.574 g / L,几乎是间歇发酵的两倍。泡沫分离的平均富集率为9.397,总回收率为56.113%。此外,使用紫外线突变菌株研究了连续发酵与泡沫分离相结合生产鼠李糖脂,从而提高了细胞浓度和鼠李糖脂浓度。特别地,获得的鼠李糖脂的累积浓度为4.744g / L,并且用于泡沫分离的总回收率达到了72.892%。结果表明,结合原位泡沫分离的连续发酵是创新的,有望用于生物表面活性剂的生产。


























 京公网安备 11010802027423号
京公网安备 11010802027423号