当前位置:
X-MOL 学术
›
Diam. Relat. Mater.
›
论文详情
Our official English website, www.x-mol.net, welcomes your
feedback! (Note: you will need to create a separate account there.)
Influence of laser scanning speed on the formation property of laser brazing diamond coating
Diamond and Related Materials ( IF 4.3 ) Pub Date : 2020-12-01 , DOI: 10.1016/j.diamond.2020.108085 Weimin Long , Dashuang Liu , Aiping Wu , Decheng Wang , Guoqin Huang
Diamond and Related Materials ( IF 4.3 ) Pub Date : 2020-12-01 , DOI: 10.1016/j.diamond.2020.108085 Weimin Long , Dashuang Liu , Aiping Wu , Decheng Wang , Guoqin Huang
|
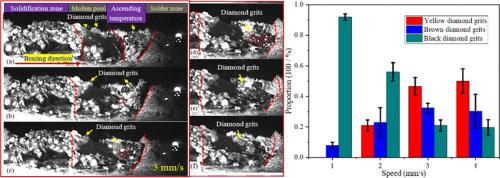
Abstract The pre-placed BNi-2 alloy solder was utilized as braze material to fabricate brazing diamond coating on 65Mn steel substrate by using fiber laser with 5 mm × 5 mm square laser spot. The laser spot was scanned at a steady power of 1.1 kW. The effect of laser scanning speed on the formation mechanism was investigated. Different scanning speed leads to different heating conditions of solder layer, and finally leads to different melting behavior of the coating. At the small laser scanning speed (1 mm/s and 2 mm/s), the solder can be fully melted to form a small liquid ball owing to the long interaction time, and the small ball can quickly flow into the left liquid molten pool because of the high heating temperature and good fluidity. Because of its small mass, the diamond particles float on the surface of the molten pool and gather on the top of the molten pool. With the cooling and solidification of the molten pool, the diamond particles are finally fixed on the top of the coating. With the increase of laser scanning speed (3 mm/s), the solder which has not been completely melted will flip the coating toward the liquid molten ball due to the greater melting imbalance in the solder area. The initial liquid molten balls constantly gather and grow in size and finally contact with the molten pool and merge into it. However, when the scanning speed reaches 4 mm/s, the solder cannot be fully melted due to the shortening of the irradiation time of the laser spot. The graphitization degree of diamond, the exposed height of diamond and the width of coating were also studied and they are related to the previous formation process.
中文翻译:

激光扫描速度对激光钎焊金刚石涂层形成性能的影响
摘要 以预置的BNi-2合金焊料为钎料,采用5 mm×5 mm方形激光光斑光纤激光器在65Mn钢基体上制备钎焊金刚石涂层。以 1.1 kW 的稳定功率扫描激光点。研究了激光扫描速度对形成机理的影响。不同的扫描速度导致不同的焊层加热条件,最终导致不同的涂层熔化行为。在较小的激光扫描速度(1mm/s和2mm/s)下,由于相互作用时间长,焊料可以充分熔化形成小液球,小球可以快速流入左侧的液态熔池因为加热温度高,流动性好。由于其质量小,金刚石颗粒漂浮在熔池表面并聚集在熔池顶部。随着熔池的冷却和凝固,金刚石颗粒最终固定在涂层的顶部。随着激光扫描速度的增加(3mm/s),未完全熔化的焊料会由于焊料区域更大的熔化不平衡而将涂层翻转向液态熔球。最初的液态熔球不断地聚集和长大,最后与熔池接触并融入其中。但是,当扫描速度达到4mm/s时,由于激光光斑照射时间的缩短,焊料不能完全熔化。金刚石的石墨化程度,
更新日期:2020-12-01
中文翻译:
激光扫描速度对激光钎焊金刚石涂层形成性能的影响
摘要 以预置的BNi-2合金焊料为钎料,采用5 mm×5 mm方形激光光斑光纤激光器在65Mn钢基体上制备钎焊金刚石涂层。以 1.1 kW 的稳定功率扫描激光点。研究了激光扫描速度对形成机理的影响。不同的扫描速度导致不同的焊层加热条件,最终导致不同的涂层熔化行为。在较小的激光扫描速度(1mm/s和2mm/s)下,由于相互作用时间长,焊料可以充分熔化形成小液球,小球可以快速流入左侧的液态熔池因为加热温度高,流动性好。由于其质量小,金刚石颗粒漂浮在熔池表面并聚集在熔池顶部。随着熔池的冷却和凝固,金刚石颗粒最终固定在涂层的顶部。随着激光扫描速度的增加(3mm/s),未完全熔化的焊料会由于焊料区域更大的熔化不平衡而将涂层翻转向液态熔球。最初的液态熔球不断地聚集和长大,最后与熔池接触并融入其中。但是,当扫描速度达到4mm/s时,由于激光光斑照射时间的缩短,焊料不能完全熔化。金刚石的石墨化程度,










































 京公网安备 11010802027423号
京公网安备 11010802027423号