Metals and Materials International ( IF 3.3 ) Pub Date : 2020-09-11 , DOI: 10.1007/s12540-020-00867-7 Dong Hee Lee , Sang-Hoon Kim , Hyun Ji Kim , Byoung Gi Moon , Young Min Kim , Sung Hyuk Park
|
Abstract
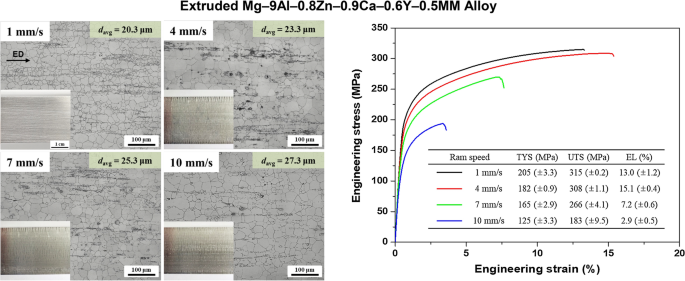
The effects of extrusion speed on the microstructure and tensile properties of a recently developed Mg–9Al–0.8Zn–0.9Ca–0.6Y–0.5MM (AZXWMM91100) alloy are investigated by extruding at various ram speeds of 1, 4, 7, 10, and 13 mm/s. Direct extrusion results reveal that numerous small edge cracks form in the sheets extruded at ram speeds between 4 and 10 mm/s, whereas severe hot cracking occurs during extrusion at 13 mm/s. All extruded sheets show a fully recrystallized grain structure containing second-phase particles aligned along the extrusion direction. The average size of the recrystallized grains gradually increases with the increasing ram speed, because a higher extrusion speed generates more deformation heat. However, the size, morphology, amount, and distribution of the second-phase particles are nearly identical in all the extruded sheets. As the ram speed increases from 1 to 10 mm/s, the tensile yield strength of the extruded material decreases from 205 to 125 MPa, which is attributed to the decrease in the grain-boundary hardening effect caused by the grain coarsening. The tensile elongation increases from 13.0% at 1 mm/s to 15.1% at 4 mm/s, and then greatly decreases to 2.9% at 10 mm/s. The drastic ductility degradation of the sheets extruded at the ram speeds larger than 7 mm/s is due to the formation of relatively coarse internal cracks in the material during extrusion.
Graphic Abstract
中文翻译:
挤压速度对Mg-9Al-0.8Zn-0.9Ca-0.6Y-0.5MM合金组织和力学性能的影响
摘要
挤压速度对最近开发的Mg–9Al–0.8Zn–0.9Ca–0.6Y–0.5MM(AZXWMM91100)合金的组织和拉伸性能的影响是通过以1,4,7,10的不同压头速度挤压来研究的和13毫米/秒。直接挤出结果表明,以4至10 mm / s的压头速度挤出的片材中形成了许多小边缘裂纹,而以13 mm / s的挤出速率出现了严重的热裂纹。所有挤出的片材均显示出完全重结晶的晶粒结构,其中包含沿挤出方向排列的第二相颗粒。随着压头速度的增加,再结晶晶粒的平均尺寸逐渐增加,因为较高的挤压速度会产生更多的变形热。但是,在所有挤出片材中,第二相颗粒的尺寸,形态,数量和分布几乎相同。当冲头速度从1mm / s增加到10mm / s时,挤出材料的拉伸屈服强度从205MPa降低到125MPa,这归因于由晶粒粗化引起的晶界硬化效果的降低。拉伸伸长率从1 mm / s时的13.0%增加到4 mm / s时的15.1%,然后在10 mm / s时大大降低至2.9%。以大于7mm / s的冲压速度挤出的片材的急剧的延展性降低是由于在挤出过程中材料中形成了相对较粗的内部裂纹。然后以10 mm / s的速度大大降低至2.9%。以大于7mm / s的压头速度挤出的片材的急剧延展性降低是由于在挤出过程中材料中形成了较粗的内部裂纹。然后以10 mm / s的速度大大降低至2.9%。以大于7mm / s的压头速度挤出的片材的延展性急剧下降是由于在挤出过程中材料中形成了较粗糙的内部裂纹。










































 京公网安备 11010802027423号
京公网安备 11010802027423号