Journal of Manufacturing Processes ( IF 6.1 ) Pub Date : 2020-08-28 , DOI: 10.1016/j.jmapro.2020.08.032 Xiuqing Hao , Mengyue Chen , Linghui Liu , Jinjin Han , Ning He , Guolong Zhao , Ni Chen
|
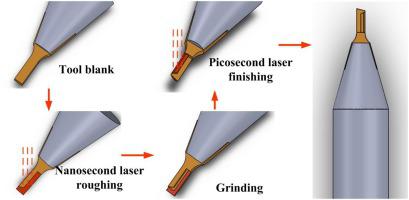
Micro-milling tools greatly affect the surface quality and machining accuracy in the milling of the high-aspect-ratio microstructures. Polycrystalline diamond (PCD) micro-milling tools have superior performance than traditional carbide tools. However, the fabrication of the large aspect ratio PCD tool is a problem on account of its low stiffness and high hardness. Present study proposed a compound processing method, combining pulsed nanosecond laser, picosecond laser with precision grinding, to manufacture a designed large aspect ratio PCD micro-milling tool with 3/4 body efficiently and accurately. The nanosecond laser was used to remove the allowance quickly, then the grinding was employed to treat the rake face, and the picosecond laser was applied to make the cutting edges. The influence of the picosecond laser parameters on tool surface quality and cutting edge radius were investigated and an optimal PCD tool was fabricated. Then the machining performance of the fabricated PCD tool was compared with commercial cemented carbide tool in surface roughness, milling force and tool wear by micro-milling tests. Experimental results showed that the surface quality of the laser-treated PCD rake face is improved after grinding whose roughness is less than 1 μm. The surface morphology and radius of the picosecond laser-treated cutting edge are heavily dependent on the laser experiment conditions. The large aspect ratio PCD tool with a diameter of 0.5 mm, length-diameter ratio of 3 and cutting edge radius of 3.5 μm was obtained by using the optimal parameters. The micro-milling tests demonstrated that the fabricated PCD tool had predominant performance when milling the deep-narrow-grooves.
中文翻译:
大纵横比PCD微铣削刀具的脉冲激光和磨削加工
微铣削刀具在铣削高纵横比微结构时会极大地影响表面质量和加工精度。多晶金刚石(PCD)微铣刀的性能优于传统的硬质合金刀具。然而,由于其低刚度和高硬度,大纵横比的PCD工具的制造是一个问题。本研究提出了一种将脉冲纳秒激光,皮秒激光与精密磨削相结合的复合加工方法,以高效,准确地制造出一种设计的长宽比为3/4的PCD微铣刀。使用纳秒激光快速去除余量,然后使用磨削处理前刀面,然后使用皮秒激光制作切削刃。研究了皮秒激光参数对刀具表面质量和切削刃半径的影响,并制造了最佳的PCD刀具。然后,通过微铣削试验比较了所制造的PCD刀具与商用硬质合金刀具在表面粗糙度,铣削力和刀具磨损方面的加工性能。实验结果表明,经磨削的粗糙度小于1μm的PCD前刀面的表面质量得到改善。皮秒激光处理过的切削刃的表面形态和半径在很大程度上取决于激光实验条件。通过使用最佳参数,获得了直径为0.5 mm,长径比为3,切削刃半径为3.5μm的大纵横比PCD工具。








































 京公网安备 11010802027423号
京公网安备 11010802027423号