Precision Engineering ( IF 3.5 ) Pub Date : 2020-07-29 , DOI: 10.1016/j.precisioneng.2020.07.007 Ankit Agarwal , K.A. Desai
|
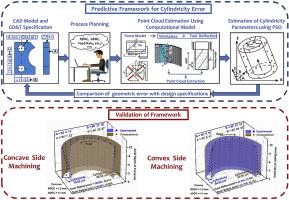
The static deflections of cutting tool and workpiece are the primary source for the deviation of machined components from the design specifications during end milling of thin-walled geometries. The deviations are expressed as per the Geometric Dimensioning and Tolerancing (GD&T) principles using size, form, and orientation of the features. This paper proposes a computational framework to estimate cutting force induced cylindricity error during end milling of thin-walled circular components. The framework combines computational elements such as Mechanistic force model, Finite Element Analysis (FEA) based workpiece deflection model, Cantilever beam formulation based tool deflection model, and Particle Swarm Optimization (PSO) based cylindricity estimation algorithm. It has been observed that the static deflections of a cutting tool and thin-walled component influence the cylindricity error considerably. The inevitable aspects associated with the end milling of thin-walled circular components such as concave-convex side machining and workpiece rigidity are investigated subsequently. It was observed that the cylindricity error during concave side machining is considerably smaller due to geometric configuration imparting adequate stiffness to thin-walled components. The study also demonstrated that an appropriate combination of productive cutting conditions and the component thickness could reduce cylindricity error considerably. The outcomes of the present study are substantiated by conducting a set of computational simulations and end milling experiments over a wide range of cutting conditions. The computational framework proposed in the present study can assist process planners in selecting appropriate cutting conditions to manufacture thin-walled circular components within tolerance limits specified by the designer.
中文翻译:
薄壁零件立铣刀中切削力引起的圆柱度误差估计的预测框架
切削刀具和工件的静态挠度是在薄壁几何形状的端铣削过程中使加工的零件偏离设计规格的主要来源。根据几何尺寸和公差(GD&T)原理,使用特征的尺寸,形式和方向来表示偏差。本文提出了一个计算框架来估算薄壁圆形零件端铣削时切削力引起的圆柱度误差。该框架结合了计算元素,例如机械力模型,基于有限元分析(FEA)的工件挠度模型,基于悬臂梁公式的工具挠度模型以及基于粒子群优化(PSO)的圆柱度估计算法。已经观察到,切削刀具和薄壁部件的静态挠度会显着影响圆柱度误差。随后研究了与薄壁圆形零件的端铣削相关的不可避免的方面,例如凹凸侧面加工和工件刚度。可以观察到,由于几何结构使薄壁部件具有足够的刚度,因此在凹面加工中的圆柱度误差要小得多。研究还表明,适当的生产切削条件和零件厚度的组合可以显着降低圆柱度误差。通过在各种切削条件下进行一组计算模拟和立铣刀实验,可以证实本研究的结果。










































 京公网安备 11010802027423号
京公网安备 11010802027423号