Journal of Manufacturing Processes ( IF 6.1 ) Pub Date : 2020-07-10 , DOI: 10.1016/j.jmapro.2020.07.005 Xiaobo Fan , Zhubin He , Xin Kang , Shijian Yuan
|
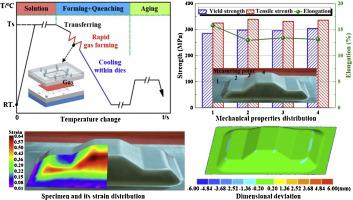
Hot gas forming with synchronous die quenching is proposed to form aluminum alloy complex-shaped components. The effects of heating temperature (400∼520℃), gas pressure (1∼10 MPa) and gas intake methods on the deformation behaviors of a heat treatable Al-Mg-Si alloy sheet were analysed. The temperature fields were measured to reveal the formation mechanism of defects. The final strength distributions were clarified by hardness and tensile tests to evaluate the strengthening effect of die quenching. It is found that the excellent bulging ability exhibits in the integrated process, a double-stepped box specimen with a maximum strain of 0.64 and dimensional deviation less than 0.2 mm can be formed by collaboratively controlling the closing and pressurizing processes. The heating temperature should be higher than 500℃ to avoid rupture. A gas pressure of higher than 7.5 MPa is needed to ensure full filling. The gas intake should occur in the areas with a small deformation or no deformation to avoid the effect of decreasing temperature on deformation. A sufficient cooling ability (cooling rate being above 50℃/sec) by die quenching ensures the strengthening level in T6 temper of this material. It is a huge potential to form complex-shaped components with full strength and high dimensional accuracy by hot gas forming with synchronous cold-die quenching.
中文翻译:
同步模具淬火热气成形过程中Al-Mg-Si合金薄板的变形和强化分析
提出了采用同步模具淬火的热气成型技术来形成铝合金复杂形状的零件。分析了加热温度(400〜520℃),气压(1〜10 MPa)和进气方式对可热处理Al-Mg-Si合金薄板变形行为的影响。测量温度场以揭示缺陷的形成机理。通过硬度和拉伸试验阐明了最终的强度分布,以评估模具淬火的强化效果。发现在整体过程中表现出优异的鼓胀能力,通过协同控制闭合和加压过程可以形成最大应变为0.64且尺寸偏差小于0.2mm的双台阶箱形试样。加热温度应高于500℃,以免破裂。为了确保完全填充,需要高于7.5 MPa的气压。进气应发生在变形很小或没有变形的区域,以避免温度降低对变形的影响。模具淬火具有足够的冷却能力(冷却速率高于50℃/ sec),可确保该材料的T6回火强化水平。通过同步冷模淬火的热气成型,形成具有完整强度和高尺寸精度的复杂形状零件的巨大潜力。模具淬火具有足够的冷却能力(冷却速度高于50℃/ sec),可确保该材料的T6回火强化水平。通过同步冷模淬火的热气成型,形成具有完整强度和高尺寸精度的复杂形状零件的巨大潜力。模具淬火具有足够的冷却能力(冷却速度高于50℃/ sec),可确保该材料的T6回火强化水平。通过同步冷模淬火的热气成型,形成具有完整强度和高尺寸精度的复杂形状零件的巨大潜力。










































 京公网安备 11010802027423号
京公网安备 11010802027423号