CIRP Journal of Manufacturing Science and Technology ( IF 4.8 ) Pub Date : 2020-07-01 , DOI: 10.1016/j.cirpj.2020.06.004 Padmakumar M , Shiva Pradeep N
|
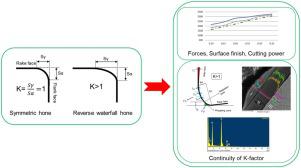
Tungsten carbide is the most preferred cutting tool material because of its superior properties. But tools made from the material require appropriate coating, rake angles, and tool geometry to optimize the cutting forces, tool life, and surface quality. However, microgeometry has a higher influence on the performance of the tool and stress formed on the workpiece. This study focuses on the effect of form factor (also called as “K-factor” or “symmetricity of hone radius”) on forces, surface roughness, and spindle power in face milling of AISI 4140 steel. The benefits of reverse-waterfall honed edge (also called as “trumpet hone”) over the symmetrically honed edge was studied by analysing the performance of milling inserts with K = 1, K = 1.3, and K = 1.6. Apart from studying the effect of form factor on performance, the novelty of the investigation is to study the continuity of the form factor (duration) as machining progresses.
中文翻译:
切削刃形状因子(K因子)对端面铣刀性能的影响
碳化钨由于其优越的性能而成为最优选的切削工具材料。但是用这种材料制成的工具需要适当的涂层,前角和工具几何形状,以优化切削力,工具寿命和表面质量。但是,微几何形状对工具的性能和在工件上形成的应力有较大的影响。这项研究的重点是AISI 4140钢端面铣削中形状因数(也称为“ K因数”或“磨削半径的对称性”)对力,表面粗糙度和主轴功率的影响。通过分析K = 1,K = 1.3和K = 1.6的铣削刀片的性能,研究了反向瀑布珩磨刃(也称为“喇叭形磨刀”)相对于对称珩磨刃的好处。除了研究外形尺寸对性能的影响外,


























 京公网安备 11010802027423号
京公网安备 11010802027423号