Optics & Laser Technology ( IF 5 ) Pub Date : 2020-06-29 , DOI: 10.1016/j.optlastec.2020.106372 Yan Zhang , HaoYuan Zeng , JianPing Zhou , RuiLei Xue , DaQian Sun , HongMei Li
|
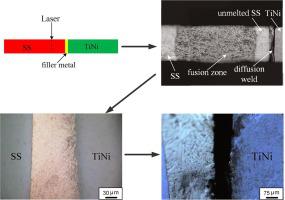
In this paper, laser welding of TiNi alloy and stainless steel (SS) dissimilar metal material with 38Zn-61Cu alloy as filler metal was carried. The results showed that the TiNi alloy and SS were joined by melting filler metal when the laser was concentrated in the SS side of the joint. One process was one pass welding involving creation of a joint with one fusion weld and one diffusion weld separated by remaining unmelted SS. When laser beam on the SS side was 1.2 mm, SS would not be completely melted in joint. During welding, the laser was focused near the TiNi alloy-SS interface, so that TiNi alloy and SS partially melted and diffusion welding process was realized at the TiNi alloy-SS interface, while element diffusion bonding occurred at the TiNi alloy-SS interface. No Ti-Fe intermetallic was detected in the joint. A diffusion weld was formed at the SS-TiNi alloy interface with the main microstructure of β-CuZn + Fe3Zn7, β-CuZn and Ti2Cu + TiNi. The joint fractured at the diffusion weld with the maximum tensile strength of 153 MPa.
中文翻译:
不同连接方式的激光束偏置焊接TiNi合金和304不锈钢的表征
本文以38Zn-61Cu合金为填充金属,对TiNi合金与不锈钢(SS)异种金属材料进行了激光焊接。结果表明,当激光集中在接头的SS侧时,TiNi合金和SS通过熔化填充金属而接合。一种方法是单道次焊接,包括创建一个接头,该接头具有一个熔化焊缝和一个扩散焊缝,并通过保留未熔化的SS进行分隔。当SS侧的激光束为1.2 mm时,SS不会在接合处完全熔化。在焊接过程中,将激光聚焦在TiNi合金-SS界面附近,从而使TiNi合金和SS部分熔化,并在TiNi合金-SS界面实现扩散焊接工艺,而元素扩散键合发生在TiNi合金-SS界面。在接头中未检测到Ti-Fe金属间化合物。3 Zn 7,β-CuZn和Ti 2 Cu + TiNi。接头在扩散焊缝处断裂,最大抗拉强度为153 MPa。


























 京公网安备 11010802027423号
京公网安备 11010802027423号