当前位置:
X-MOL 学术
›
Int. J. Mech. Sci.
›
论文详情
Our official English website, www.x-mol.net, welcomes your
feedback! (Note: you will need to create a separate account there.)
Study on the relationship between asymmetrical rolling deformation zone configuration and rolling parameters
International Journal of Mechanical Sciences ( IF 7.1 ) Pub Date : 2020-12-01 , DOI: 10.1016/j.ijmecsci.2020.105905 Ji Wang , Xianghua Liu , Xiangkun Sun
International Journal of Mechanical Sciences ( IF 7.1 ) Pub Date : 2020-12-01 , DOI: 10.1016/j.ijmecsci.2020.105905 Ji Wang , Xianghua Liu , Xiangkun Sun
|
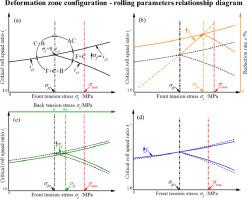
Abstract A new model for analyzing asymmetrical cold rolling process is proposed by the slab method, which solves the problem of insufficient applicability of existing models in the face of multiple asymmetric rolling conditions. In the new model, six configurations of the deformation zone are proposed as, forward-slip zone + cross-shear zone + backward-slip zone (F + C + B), cross-shear zone + backward-slip zone (C + B), all cross-shear zone (AC), forward-slip zone + cross-shear zone (F + C), all forward-slip zone (AF) and all backward-slip zone (AB). By analyzing the effects of rolling parameters such as reduction rate, roll speed ratio, tension and friction coefficient on the deformation zone configuration, the critical roll speed ratio and critical tension required for different deformation zone configurations are proposed. According to the variations of the critical roll speed ratio and critical tension with different rolling parameters, the deformation zone configuration - rolling parameters relationship diagram is obtained. Based on this diagram, the deformation zone configurations produced by different rolling parameter ranges can be determined, and the reasonable asymmetrical rolling technology can be selected for different production objectives. The proposed model can comprehensively and accurately calculate the rolling pressure, rolling force and torques under various rolling conditions, the calculated values agree well with the experimental results, the maximum error is 9.97%.
中文翻译:

非对称轧制变形区构型与轧制参数关系研究
摘要 利用板坯法提出了一种新的非对称冷轧过程分析模型,解决了现有模型在多种非对称轧制条件下适用性不足的问题。新模型提出了六种变形区构型,前滑区+横向剪切区+后滑区(F+C+B)、横向剪切区+后滑区(C+B) )、全横切带(AC)、前滑带+横切带(F+C)、全前滑带(AF)、全后滑带(AB)。通过分析压下率、辊速比、张力和摩擦系数等轧制参数对变形区配置的影响,提出了不同变形区配置所需的临界辊速比和临界张力。根据临界辊速比和临界张力随不同轧制参数的变化,得到变形区配置-轧制参数关系图。根据该图,可以确定不同轧制参数范围产生的变形区配置,针对不同的生产目标选择合理的非对称轧制工艺。该模型能够全面准确地计算出各种轧制条件下的轧制压力、轧制力和扭矩,计算值与实验结果吻合较好,最大误差为9.97%。根据该图,可以确定不同轧制参数范围产生的变形区配置,针对不同的生产目标选择合理的非对称轧制工艺。该模型能够全面准确地计算出各种轧制条件下的轧制压力、轧制力和扭矩,计算值与实验结果吻合较好,最大误差为9.97%。根据该图,可以确定不同轧制参数范围产生的变形区配置,针对不同的生产目标选择合理的非对称轧制工艺。该模型能够全面准确地计算出各种轧制条件下的轧制压力、轧制力和扭矩,计算值与实验结果吻合较好,最大误差为9.97%。
更新日期:2020-12-01
中文翻译:
非对称轧制变形区构型与轧制参数关系研究
摘要 利用板坯法提出了一种新的非对称冷轧过程分析模型,解决了现有模型在多种非对称轧制条件下适用性不足的问题。新模型提出了六种变形区构型,前滑区+横向剪切区+后滑区(F+C+B)、横向剪切区+后滑区(C+B) )、全横切带(AC)、前滑带+横切带(F+C)、全前滑带(AF)、全后滑带(AB)。通过分析压下率、辊速比、张力和摩擦系数等轧制参数对变形区配置的影响,提出了不同变形区配置所需的临界辊速比和临界张力。根据临界辊速比和临界张力随不同轧制参数的变化,得到变形区配置-轧制参数关系图。根据该图,可以确定不同轧制参数范围产生的变形区配置,针对不同的生产目标选择合理的非对称轧制工艺。该模型能够全面准确地计算出各种轧制条件下的轧制压力、轧制力和扭矩,计算值与实验结果吻合较好,最大误差为9.97%。根据该图,可以确定不同轧制参数范围产生的变形区配置,针对不同的生产目标选择合理的非对称轧制工艺。该模型能够全面准确地计算出各种轧制条件下的轧制压力、轧制力和扭矩,计算值与实验结果吻合较好,最大误差为9.97%。根据该图,可以确定不同轧制参数范围产生的变形区配置,针对不同的生产目标选择合理的非对称轧制工艺。该模型能够全面准确地计算出各种轧制条件下的轧制压力、轧制力和扭矩,计算值与实验结果吻合较好,最大误差为9.97%。










































 京公网安备 11010802027423号
京公网安备 11010802027423号