Chemical Engineering and Processing: Process Intensification ( IF 3.8 ) Pub Date : 2020-06-11 , DOI: 10.1016/j.cep.2020.107997 Piyaphong Yongphet , Junfeng Wang , Tanongkiat Kiatsiriroat , Dongbao Wang , Thoranis Deethayat , Evans K. Quaye , Wei Zhang , Shijie Yang
|
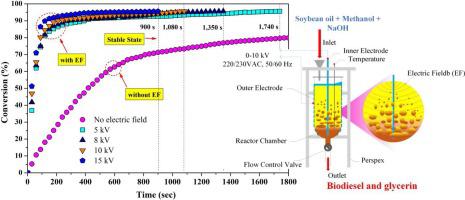
The mass transfer limitation of conventional transesterification reaction is the reason for reaction time extension and separation prolongation. In the present work, an electric field was used to overcome the mass transfer limit through barrier discharge. The ring electrode attached to a glass cylinder and the rod electrode inside the glass cylinder was applied to reduce surface tension between methanol and soybean oil, to speed up the reaction process. The 220 V AC was provided to the variable voltage transformer to create a high voltage electric field and accelerate the transesterification reaction. The results show that the optimal conditions for the transesterification process were: 1% catalyst, 6:1 M ratio of methanol/oil, agitation speed of 600 rpm, the reaction time of 30 min at different reaction temperatures (25 °C–60 °C). The maximum yield obtained after purification was 95.72 %. In addition, the kinetic study of the transesterification reaction was adequately explored in terms of a -pseudo-first-order reaction, with an activation energy of 14.35 kJ mol−1 and a frequency factor of 0.38 s−1. The electric field turns out to enhance the transesterification process with faster reaction time efficiently, which reduces energy consumption.
中文翻译:
电场增强大豆油生产生物柴油的作用及其化学动力学
常规酯交换反应的传质限制是反应时间延长和分离延长的原因。在目前的工作中,电场被用来克服通过势垒放电的传质极限。施加到玻璃圆柱体上的环形电极和玻璃圆柱体内的棒状电极可降低甲醇和大豆油之间的表面张力,从而加快反应过程。将220 V AC提供给可变电压变压器以产生高压电场并加速酯交换反应。结果表明,酯交换反应的最佳条件为:1%的催化剂,甲醇/油的比例为6:1M,搅拌速度为600 rpm,在不同反应温度(25°C–60°C)下反应时间为30分钟C)。纯化后获得的最大产率为95.72%。另外,关于酯交换反应的动力学研究,以-拟一阶反应进行了充分研究,其活化能为14.35 kJ。 mol -1和频率因子0.38 s -1。电场可提高酯交换过程的效率,并具有更快的反应时间,从而降低了能耗。










































 京公网安备 11010802027423号
京公网安备 11010802027423号