当前位置:
X-MOL 学术
›
J. Mater. Process. Tech.
›
论文详情
Our official English website, www.x-mol.net, welcomes your
feedback! (Note: you will need to create a separate account there.)
Effects of heat treatment on microstructure and mechanical properties of double-sided laser-welded AA2060/AA2099 T-Joint
Journal of Materials Processing Technology ( IF 6.7 ) Pub Date : 2020-11-01 , DOI: 10.1016/j.jmatprotec.2020.116777 Yunlong Zhang , Wang Tao , Yanbin Chen , Tiantian Nan
Journal of Materials Processing Technology ( IF 6.7 ) Pub Date : 2020-11-01 , DOI: 10.1016/j.jmatprotec.2020.116777 Yunlong Zhang , Wang Tao , Yanbin Chen , Tiantian Nan
|
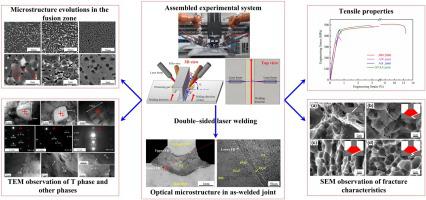
Abstract AA2060/AA2099 Al-Cu-Li alloys were connected via double-sided laser welding using ER4047 Al-Si filler wires, and the joint was subjected to two kinds of post-weld heat treatment: artificial aging (AA, 165 ℃ ×20 h) and solution treatment and AA (STAA, 500 ℃ ×1 h + 165 ℃ ×20 h). The principal strengthening phases of the base metals are the T1 (Al2CuLi) and δ’ (Al3Li) phases. The welding process resulted in the dissolution of T1 and δ’ phases, and the formation of T (AlLiSi) and Cu-rich phases in the grain boundary (GB) of the fusion zone (FZ). The δ’ phase was reprecipitated in the FZ and the T phase in the GB was characterized by an increase in the number and volume fraction when the as-welded (AW) joint was subjected to AA. In addition, the reduction of the Cu-rich phase in the GB, the reprecipitation of T1 phase in the FZ, and the spheroidization of the T phase with a uniform distribution occurred for the STAA joint. The AW joint had a tensile strength (TS) of 390 MPa and elongation (El) of 0.3%, while the AA joint had a TS of 458 MPa and El of 0.7%. The formation of the δ’ phase in the FZ and the increasing in the number and volume fraction of the T phase were responsible for the improvement of the tensile properties. The STAA joint had the highest TS of 490 MPa and El of 2.7%. The reprecipitation of the T1 and δ’ phases, and the smallest inter-particle spacing in the FZ led to the best tensile properties when the AW joint was subjected to STAA.
中文翻译:

热处理对双面激光焊接AA2060/AA2099 T型接头组织和力学性能的影响
摘要 AA2060/AA2099 Al-Cu-Li合金采用ER4047 Al-Si填充焊丝通过双面激光焊接连接,接头进行两种焊后热处理:人工时效(AA,165℃×20 h) 和固溶处理和 AA (STAA, 500 ℃ ×1 h + 165 ℃ ×20 h)。基体金属的主要强化相是 T1 (Al2CuLi) 和 δ' (Al3Li) 相。焊接过程导致 T1 和 δ' 相溶解,并在熔合区 (FZ) 的晶界 (GB) 中形成 T (AlLiSi) 和富 Cu 相。当焊态 (AW) 接头经受 AA 时,δ' 相在 FZ 中重新沉淀,而 GB 中的 T 相的特征是数量和体积分数增加。此外,GB中富Cu相的减少,FZ中T1相的再沉淀,并且STAA接头发生了均匀分布的T相球化。AW 接头的拉伸强度 (TS) 为 390 MPa,伸长率 (El) 为 0.3%,而 AA 接头的 TS 为 458 MPa,El 为 0.7%。FZ中δ'相的形成以及T相数量和体积分数的增加是拉伸性能提高的原因。STAA 接头的 TS 最高为 490 MPa,El 为 2.7%。当 AW 接头经受 STAA 时,T1 和 δ' 相的再沉淀以及 FZ 中最小的颗粒间距导致最佳的拉伸性能。FZ中δ'相的形成以及T相数量和体积分数的增加是拉伸性能提高的原因。STAA 接头的 TS 最高为 490 MPa,El 为 2.7%。当 AW 接头经受 STAA 时,T1 和 δ' 相的再沉淀以及 FZ 中最小的颗粒间距导致最佳的拉伸性能。FZ中δ'相的形成以及T相数量和体积分数的增加是拉伸性能提高的原因。STAA 接头的 TS 最高为 490 MPa,El 为 2.7%。当 AW 接头经受 STAA 时,T1 和 δ' 相的再沉淀以及 FZ 中最小的颗粒间距导致最佳的拉伸性能。
更新日期:2020-11-01
中文翻译:
热处理对双面激光焊接AA2060/AA2099 T型接头组织和力学性能的影响
摘要 AA2060/AA2099 Al-Cu-Li合金采用ER4047 Al-Si填充焊丝通过双面激光焊接连接,接头进行两种焊后热处理:人工时效(AA,165℃×20 h) 和固溶处理和 AA (STAA, 500 ℃ ×1 h + 165 ℃ ×20 h)。基体金属的主要强化相是 T1 (Al2CuLi) 和 δ' (Al3Li) 相。焊接过程导致 T1 和 δ' 相溶解,并在熔合区 (FZ) 的晶界 (GB) 中形成 T (AlLiSi) 和富 Cu 相。当焊态 (AW) 接头经受 AA 时,δ' 相在 FZ 中重新沉淀,而 GB 中的 T 相的特征是数量和体积分数增加。此外,GB中富Cu相的减少,FZ中T1相的再沉淀,并且STAA接头发生了均匀分布的T相球化。AW 接头的拉伸强度 (TS) 为 390 MPa,伸长率 (El) 为 0.3%,而 AA 接头的 TS 为 458 MPa,El 为 0.7%。FZ中δ'相的形成以及T相数量和体积分数的增加是拉伸性能提高的原因。STAA 接头的 TS 最高为 490 MPa,El 为 2.7%。当 AW 接头经受 STAA 时,T1 和 δ' 相的再沉淀以及 FZ 中最小的颗粒间距导致最佳的拉伸性能。FZ中δ'相的形成以及T相数量和体积分数的增加是拉伸性能提高的原因。STAA 接头的 TS 最高为 490 MPa,El 为 2.7%。当 AW 接头经受 STAA 时,T1 和 δ' 相的再沉淀以及 FZ 中最小的颗粒间距导致最佳的拉伸性能。FZ中δ'相的形成以及T相数量和体积分数的增加是拉伸性能提高的原因。STAA 接头的 TS 最高为 490 MPa,El 为 2.7%。当 AW 接头经受 STAA 时,T1 和 δ' 相的再沉淀以及 FZ 中最小的颗粒间距导致最佳的拉伸性能。








































 京公网安备 11010802027423号
京公网安备 11010802027423号