当前位置:
X-MOL 学术
›
J. Mater. Process. Tech.
›
论文详情
Our official English website, www.x-mol.net, welcomes your
feedback! (Note: you will need to create a separate account there.)
An analytical approach to assess the variation of lubricant supply to the cutting tool during MQL assisted high speed micromilling
Journal of Materials Processing Technology ( IF 6.7 ) Pub Date : 2020-11-01 , DOI: 10.1016/j.jmatprotec.2020.116783 Suman Saha , Sankha Deb , Partha Pratim Bandyopadhyay
Journal of Materials Processing Technology ( IF 6.7 ) Pub Date : 2020-11-01 , DOI: 10.1016/j.jmatprotec.2020.116783 Suman Saha , Sankha Deb , Partha Pratim Bandyopadhyay
|
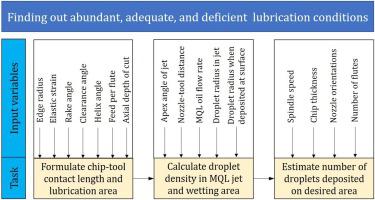
Abstract Minimum Quantity Lubrication (MQL) assisted micromilling showed promising results in improving machinability. However, no past work is available on the adequacy of MQL oil flow rate, and its variation with process parameters during micro end milling. A higher oil flow rate can undesirably increase the volumetric disposal rate of cutting oil to the environment without appreciable change in machinability. Accordingly, this article explores whether a given supply of MQL lubricant is abundant, adequate or deficient for the process for various spindle speeds and axial depths. An analytical model is developed by considering the geometry of the actual rounded-edge of the micro end milling tool and elastic regain of the workpiece material, and interrelating these with the characteristics of the MQL jet and oil droplets. For fixed nozzle angles, the interaction between oil droplets and micro end milling tool rotating at varying speeds is further explored. It is observed that 6 mL/hr MQL oil flow rate is abundant for 15,000 rpm spindle speed, adequate for 25,000 rpm, and deficient for higher speeds. The roles of abundant and deficient MQL oil supply on surface quality and burr formation in micromilling of poly(methyl methacrylate) (PMMA) samples are also investigated by comparing with the corresponding results obtained in dry cutting. It is concluded that higher axial depth of cut primarily does not cause lubricant deficiency, but such deficiency is perceived only when speed exceeds a certain limit. Proper lubrication can effectively reduce the bottom-surface roughness of the machined slot. Also, the difference between top-burr width during dry and MQL assisted micromilling in the up milling side decreases with an increase in the oil deficiency. Finally, it is concluded that either the speed should be kept low or the flow rate should be increased to produce an improved lubrication effect at higher axial depths.
中文翻译:

一种在 MQL 辅助高速微铣削过程中评估切削刀具润滑剂供应变化的分析方法
摘要 微量润滑 (MQL) 辅助微铣削在改善可加工性方面显示出有希望的结果。然而,过去没有关于 MQL 油流量的充分性及其在微端铣削过程中随工艺参数变化的工作。较高的油流速会不希望地增加切削油对环境的体积处置率,而不会显着改变可加工性。因此,本文探讨了给定的 MQL 润滑剂供应对于各种主轴速度和轴向深度的工艺来说是充足、充足还是不足。通过考虑微端铣刀实际圆边的几何形状和工件材料的弹性恢复率,并将这些与 MQL 射流和油滴的特性相关联,开发了一个分析模型。对于固定的喷嘴角度,进一步探讨了油滴与以不同速度旋转的微型立铣刀之间的相互作用。据观察,6 mL/hr MQL 油流速对于 15,000 rpm 的主轴速度来说是充足的,对于 25,000 rpm 来说足够了,而对于更高的速度则不足。通过与干切削中获得的相应结果进行比较,还研究了丰富和不足的 MQL 供油对聚甲基丙烯酸甲酯 (PMMA) 样品微铣削过程中表面质量和毛刺形成的作用。得出的结论是,较高的轴向切削深度主要不会导致润滑剂不足,但只有在速度超过某个限制时才会感觉到这种不足。适当的润滑可以有效降低加工槽底面粗糙度。还,干式和 MQL 辅助微铣削过程中的顶毛刺宽度之间的差异随着油量不足的增加而减小。最后,得出的结论是,要么应保持较低的速度,要么应增加流速,以在较高的轴向深度处产生改进的润滑效果。
更新日期:2020-11-01
中文翻译:
一种在 MQL 辅助高速微铣削过程中评估切削刀具润滑剂供应变化的分析方法
摘要 微量润滑 (MQL) 辅助微铣削在改善可加工性方面显示出有希望的结果。然而,过去没有关于 MQL 油流量的充分性及其在微端铣削过程中随工艺参数变化的工作。较高的油流速会不希望地增加切削油对环境的体积处置率,而不会显着改变可加工性。因此,本文探讨了给定的 MQL 润滑剂供应对于各种主轴速度和轴向深度的工艺来说是充足、充足还是不足。通过考虑微端铣刀实际圆边的几何形状和工件材料的弹性恢复率,并将这些与 MQL 射流和油滴的特性相关联,开发了一个分析模型。对于固定的喷嘴角度,进一步探讨了油滴与以不同速度旋转的微型立铣刀之间的相互作用。据观察,6 mL/hr MQL 油流速对于 15,000 rpm 的主轴速度来说是充足的,对于 25,000 rpm 来说足够了,而对于更高的速度则不足。通过与干切削中获得的相应结果进行比较,还研究了丰富和不足的 MQL 供油对聚甲基丙烯酸甲酯 (PMMA) 样品微铣削过程中表面质量和毛刺形成的作用。得出的结论是,较高的轴向切削深度主要不会导致润滑剂不足,但只有在速度超过某个限制时才会感觉到这种不足。适当的润滑可以有效降低加工槽底面粗糙度。还,干式和 MQL 辅助微铣削过程中的顶毛刺宽度之间的差异随着油量不足的增加而减小。最后,得出的结论是,要么应保持较低的速度,要么应增加流速,以在较高的轴向深度处产生改进的润滑效果。










































 京公网安备 11010802027423号
京公网安备 11010802027423号