International Journal of Machine Tools and Manufacture ( IF 14.0 ) Pub Date : 2020-02-06 , DOI: 10.1016/j.ijmachtools.2020.103526 Divyansh Singh Patel , Vyom Sharma , Vijay Kumar Jain , Janakarajan Ramkumar
|
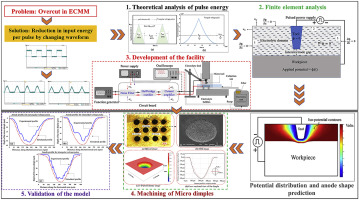
In electrochemical micromachining (ECMM), improved material dissolution localization and generation of the smooth machined surface under pulsed voltage condition is attributed to the fact that short pulse-duration time results in the generation of relatively less volume of dissolution products. The intermittent supply of voltage provides idle time to flush the hydrogen bubbles and sludge from the machining zone and, also increases control over the dissolution process. From the last few decades, various studies have been carried out to analyze the effect of short pulse voltage to ultra-short pulsed (rectangular) voltage. Development of such a sophisticated system capable of supplying ultra-high frequency voltage pulses is challenging, cost in-effective and complex. Also, the compromising ways of reducing the pulse energy by reducing the duty cycle and increasing the pulse frequency impose increased voltage requirement and idle time while machining. In this study, an approach of reducing pulse energy per unit time by changing the waveform of the voltage pulse (while keeping the pulse-duration time the same) for reducing the overcut is presented. A theoretical model is developed first to quantify the input energy per pulse for rectangular, sinusoidal, and triangular voltage pulses. This ensured that by changing the shape of voltage pulses of same on-time, the energy input per pulse can be further altered. A function generator based pulsed power supply is then developed with the capability of generating rectified voltage pulses of different waveforms. The process of ECMM for generating micro dimples on a flat surface is modeled in two dimensions using finite element method in MATLAB (R2018b). Three numerical models for sinusoidal, rectangular and triangular voltage pulses are developed for predicting the current density and anode shape. Simulation results demonstrated that triangular voltage pulse yields minimum diameter of micro-dimple as compared to sinusoidal and rectangular pulse respectively. Results from the developed model are also validated using experimental observations and a good correlation between the two was observed (with an average deviation of 18%).
中文翻译:
通过使用正弦波和三角波改变电压脉冲的能量来减少电化学微加工过程中的过切
在电化学微机械加工(ECMM)中,在脉冲电压条件下改善的材料溶解定位和平滑加工表面的生成归因于以下事实:较短的脉冲持续时间导致生成相对较小体积的溶解产物。间歇的电压供应提供了空闲时间,以冲洗掉来自加工区的氢气泡和污泥,并且还增加了对溶解过程的控制。从最近的几十年开始,已经进行了各种研究来分析短脉冲电压对超短脉冲(矩形)电压的影响。这种能够提供超高频电压脉冲的复杂系统的开发具有挑战性,成本低效且复杂。也,通过降低占空比和增加脉冲频率来降低脉冲能量的妥协方式会增加加工时的电压要求和空闲时间。在这项研究中,提出了一种通过更改电压脉冲的波形(同时保持脉冲持续时间相同)来减少过切的方法来减少每单位时间的脉冲能量的方法。首先开发一个理论模型来量化矩形,正弦和三角形电压脉冲的每个脉冲的输入能量。这确保了通过改变相同导通时间的电压脉冲的形状,可以进一步改变每个脉冲的能量输入。然后,开发了一种基于函数发生器的脉冲电源,它具有生成不同波形的整流电压脉冲的能力。使用MATLAB(R2018b)中的有限元方法,二维建模了ECMM在平面上产生微凹痕的过程。建立了正弦,矩形和三角形电压脉冲的三个数值模型,用于预测电流密度和阳极形状。仿真结果表明,与正弦脉冲和矩形脉冲相比,三角电压脉冲产生的最小微凹坑直径最小。还使用实验观察结果验证了所开发模型的结果,并且观察到两者之间具有良好的相关性(平均偏差为18%)。仿真结果表明,与正弦脉冲和矩形脉冲相比,三角电压脉冲产生的最小微凹坑直径最小。还使用实验观察结果验证了所开发模型的结果,并且观察到两者之间具有良好的相关性(平均偏差为18%)。仿真结果表明,与正弦脉冲和矩形脉冲相比,三角电压脉冲产生的最小微凹坑直径最小。还使用实验观察结果验证了所开发模型的结果,并且观察到两者之间具有良好的相关性(平均偏差为18%)。









































 京公网安备 11010802027423号
京公网安备 11010802027423号