International Journal of Machine Tools and Manufacture ( IF 14.0 ) Pub Date : 2019-12-04 , DOI: 10.1016/j.ijmachtools.2019.103512 Brandon Scott Taysom , Carl D. Sorensen
|
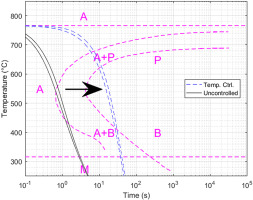
A major limitation in industrial welding is the undesirable microstructures that form due to high peak temperatures and cooling rates. In particular, martensite and other brittle microstructures often form in steels during rotary friction welding (FW). In order to address this, cooling rate and temperature control is developed for FW. Limits of achievable FW cooling rates are primarily determined by thermal and geometric properties such as thermal diffusivity and length. A controller limits interface temperatures during a weld preheat, changing the thermal profile and slowing post-weld cooling.
This method is demonstrated in 1045 steel. Cooling simulations, TTT diagrams, microhardness line scans, and scanning electron microscopy are used for analysis. Without temperature and cooling rate control, martensite readily forms after a weld. With temperature and cooling rate control, martensitic transformations are completely avoided and a pearlitic microstructure is developed. Temperature and cooling rate control is a viable tool in designing post-weld microstructures within achievable cooling rate limitations.
中文翻译:
通过旋转摩擦焊接中的冷却速度和温度控制来控制马氏体和珠光体的形成
工业焊接的主要局限性是由于高峰值温度和冷却速率而形成的不良微结构。特别是,在旋转摩擦焊接(FW)期间,钢中经常形成马氏体和其他脆性组织。为了解决这个问题,为固件开发了冷却速度和温度控制。可实现的FW冷却速率的极限主要由热和几何特性(例如热扩散率和长度)决定。控制器在焊接预热过程中限制界面温度,从而改变热曲线并减慢焊接后的冷却速度。
该方法在1045钢中得到了证明。冷却模拟,TTT图,显微硬度线扫描和扫描电子显微镜用于分析。如果不控制温度和冷却速率,焊后容易形成马氏体。通过控制温度和冷却速率,完全避免了马氏体相变,并形成了珠光体组织。温度和冷却速率控制是在可达到的冷却速率限制范围内设计焊后微结构的可行工具。










































 京公网安备 11010802027423号
京公网安备 11010802027423号