Materials Today Communications ( IF 3.7 ) Pub Date : 2020-01-24 , DOI: 10.1016/j.mtcomm.2020.100958 Jonas Holmberg , Anders Wretland , Johan Berglund , Tomas Beno
|
Production of superalloy gas turbine parts involves time consuming milling operations typically performed in a sequence from rough to finish milling. Rough milling using ceramic inserts allows high removal rates but causes severe sub-surface impact. A relatively large allowance is therefore left for subsequent cemented carbide milling. With increased knowledge of the affected depth it will be possible to reduce the machining allowance and increase efficiency of the manufacturing process.
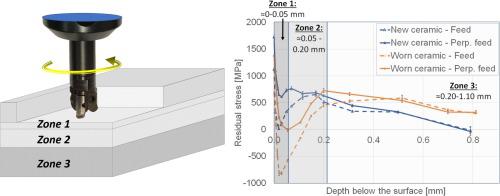
Milling Inconel 718 using typical production parameters has been investigated using new and worn ceramic and cemented carbide inserts. Residual stresses in a milled slot were measured by x-ray diffraction. Stresses were measured laterally across the slot and below the surface, to study the depth affected by milling.
The most important result from this work is the development of a framework concerning how to evaluate the affected depth for a milling operation. The evaluation of a single milled slot shows great potential for determining the optimum allowance for machining.
Our results show that the residual stresses are greatly affected by the ceramic and cemented carbide milling; both regarding depth as well as distribution across the milled slot. It has been shown that it is important to consider that the stresses across a milled slot are the highest in the center of the slot and gradually decrease toward the edges. Different inserts, ceramic and cemented carbide, and tool wear, alter how the stresses are distributed across the slot and the affected depth.
中文翻译:
使用典型生产参数评估受影响的深度,对Inconel 718铣削后的残余应力进行详细调查
高温燃气轮机零件的生产涉及耗时的铣削操作,通常按照从粗铣到精铣的顺序进行。使用陶瓷刀片的粗铣可以实现较高的去除率,但会造成严重的次表面冲击。因此,为后续的硬质合金铣削留有较大的余量。随着对受影响深度的了解的增加,将有可能减少加工余量并提高制造过程的效率。
已经使用新的和磨损的陶瓷和硬质合金刀片对使用典型生产参数铣削Inconel 718进行了研究。通过X射线衍射测量铣槽中的残余应力。在槽缝和表面下方横向测量应力,以研究铣削影响的深度。
这项工作最重要的结果是开发了一个框架,该框架涉及如何评估铣削操作的受影响深度。对单个铣槽的评估显示出确定最佳加工余量的巨大潜力。
我们的结果表明,残余应力受陶瓷和硬质合金铣削的影响很大。关于深度以及整个铣槽的分布。已经表明,重要的是要考虑到铣削槽缝上的应力在槽缝中心处最高,并逐渐向边缘减小。不同的刀片,陶瓷和硬质合金以及刀具磨损会改变应力在槽中的分布方式以及受影响的深度。










































 京公网安备 11010802027423号
京公网安备 11010802027423号