当前位置:
X-MOL 学术
›
J. Mater. Process. Tech.
›
论文详情
Our official English website, www.x-mol.net, welcomes your
feedback! (Note: you will need to create a separate account there.)
On productivity of laser additive manufacturing
Journal of Materials Processing Technology ( IF 6.7 ) Pub Date : 2018-11-01 , DOI: 10.1016/j.jmatprotec.2018.05.033 Andrey V. Gusarov , Sergey N. Grigoriev , Marina A. Volosova , Yuriy A. Melnik , Alexander Laskin , Dmitriy V. Kotoban , Anna A. Okunkova
Journal of Materials Processing Technology ( IF 6.7 ) Pub Date : 2018-11-01 , DOI: 10.1016/j.jmatprotec.2018.05.033 Andrey V. Gusarov , Sergey N. Grigoriev , Marina A. Volosova , Yuriy A. Melnik , Alexander Laskin , Dmitriy V. Kotoban , Anna A. Okunkova
|
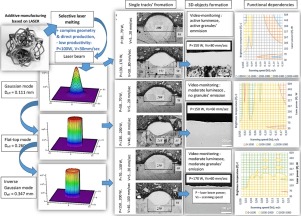
Abstract One of the most perspective methods of additive manufacturing is selective laser melting. It allows producing the parts directly from 3D-model to 3D-object from metallic powders and alloys. Nowadays the method has very low productivity, which limits its extensive use and possible application to solve a modern design problem by introducing direct and fast metal production. The solution of its productivity would allow receiving metallic 3D-objects with complex geometry in short production period. The method was improved by the installation of laser beam profiling and online monitoring systems on the developed experimental setup. The profiler contributes to obtaining the alternative power density distributions of the laser beam. The CoCrMo powder was chosen because of its excellent melting qualities, and the initial powder was pre-treated with the purpose to get the diameter of the particles less than 20 μm. During the experiments, 3D-samples were obtained by the improved method of selective laser melting with parameters of two process windows for each of the laser beam spot. The 3D-samples were studied for the revelation of common material defects of the microstructure. The chemicalanalyses of the samples were implemented by scanning electronic microscopy. The analyses showed that the samples of each laser beam spot had defects related to the formation of a solid solution. Application of Inverse Gaussian laser beam spot into the SLM-machine for production of 3D-objects allows producing the pieces with the values of the parameters exceeding the value for Gaussian laser beam spot in several times. The typically recommended parameters for production of the piece on the modern SLM-machine are less than 100 W for laser source power and less than 30 mm/s for scanning speed. The analytical data, presented in the article demonstrated the field of process parameters, which can give a possibility to obtain 3D-object with the parameters up to 1 kW for laser source power and up to 0.3 m/s for scanning speed. The analyses of microstructure give a possibility to conclude about no visible difference between the formation of the objects with different laser beam spots. The online video-monitoring shows that with the application of laser beam profiling system the negative effects of the selective laser melting reduces visibly.
中文翻译:

论激光增材制造的生产力
摘要 增材制造最有前景的方法之一是选择性激光熔化。它允许从金属粉末和合金直接从 3D 模型到 3D 对象生产零件。如今,该方法的生产率非常低,这限制了其通过引入直接和快速的金属生产来解决现代设计问题的广泛应用和可能应用。其生产力解决方案将允许在短时间内接收具有复杂几何形状的金属 3D 对象。通过在开发的实验装置上安装激光束分析和在线监测系统来改进该方法。轮廓仪有助于获得激光束的替代功率密度分布。选择 CoCrMo 粉末是因为它具有出色的熔化质量,初始粉末经过预处理,目的是使颗粒直径小于20μm。在实验过程中,通过改进的选择性激光熔化方法获得 3D 样品,每个激光束光斑具有两个工艺窗口的参数。研究 3D 样品以揭示微观结构的常见材料缺陷。通过扫描电子显微镜对样品进行化学分析。分析表明,每个激光束斑的样品都存在与固溶体形成相关的缺陷。将逆高斯激光束光斑应用于 SLM 机器以生产 3D 物体允许生产参数值超过高斯激光束光斑值数倍的零件。在现代 SLM 机器上生产工件的典型推荐参数是激光源功率小于 100 W,扫描速度小于 30 mm/s。文章中提供的分析数据展示了工艺参数领域,这可以使获得参数高达 1 kW 的激光源功率和高达 0.3 m/s 的扫描速度的 3D 对象成为可能。微观结构的分析提供了一种可能性,即具有不同激光束点的物体的形成之间没有明显的差异。在线视频监控表明,随着激光束轮廓系统的应用,选择性激光熔化的负面影响明显减少。文章中提供的分析数据展示了工艺参数领域,这可以使获得参数高达 1 kW 的激光源功率和高达 0.3 m/s 的扫描速度的 3D 对象成为可能。微观结构的分析提供了一种可能性,即具有不同激光束点的物体的形成之间没有明显的差异。在线视频监控表明,随着激光束轮廓系统的应用,选择性激光熔化的负面影响明显减少。文章中提供的分析数据展示了工艺参数领域,这可以使获得参数高达 1 kW 的激光源功率和高达 0.3 m/s 的扫描速度的 3D 对象成为可能。微观结构的分析提供了一种可能性,即具有不同激光束点的物体的形成之间没有明显的差异。在线视频监控表明,随着激光束轮廓系统的应用,选择性激光熔化的负面影响明显减少。微观结构的分析提供了一种可能性,即具有不同激光束点的物体的形成之间没有明显的差异。在线视频监控表明,随着激光束轮廓系统的应用,选择性激光熔化的负面影响明显减少。微观结构的分析提供了一种可能性,即具有不同激光束点的物体的形成之间没有明显的差异。在线视频监控表明,随着激光束轮廓系统的应用,选择性激光熔化的负面影响明显减少。
更新日期:2018-11-01
中文翻译:
论激光增材制造的生产力
摘要 增材制造最有前景的方法之一是选择性激光熔化。它允许从金属粉末和合金直接从 3D 模型到 3D 对象生产零件。如今,该方法的生产率非常低,这限制了其通过引入直接和快速的金属生产来解决现代设计问题的广泛应用和可能应用。其生产力解决方案将允许在短时间内接收具有复杂几何形状的金属 3D 对象。通过在开发的实验装置上安装激光束分析和在线监测系统来改进该方法。轮廓仪有助于获得激光束的替代功率密度分布。选择 CoCrMo 粉末是因为它具有出色的熔化质量,初始粉末经过预处理,目的是使颗粒直径小于20μm。在实验过程中,通过改进的选择性激光熔化方法获得 3D 样品,每个激光束光斑具有两个工艺窗口的参数。研究 3D 样品以揭示微观结构的常见材料缺陷。通过扫描电子显微镜对样品进行化学分析。分析表明,每个激光束斑的样品都存在与固溶体形成相关的缺陷。将逆高斯激光束光斑应用于 SLM 机器以生产 3D 物体允许生产参数值超过高斯激光束光斑值数倍的零件。在现代 SLM 机器上生产工件的典型推荐参数是激光源功率小于 100 W,扫描速度小于 30 mm/s。文章中提供的分析数据展示了工艺参数领域,这可以使获得参数高达 1 kW 的激光源功率和高达 0.3 m/s 的扫描速度的 3D 对象成为可能。微观结构的分析提供了一种可能性,即具有不同激光束点的物体的形成之间没有明显的差异。在线视频监控表明,随着激光束轮廓系统的应用,选择性激光熔化的负面影响明显减少。文章中提供的分析数据展示了工艺参数领域,这可以使获得参数高达 1 kW 的激光源功率和高达 0.3 m/s 的扫描速度的 3D 对象成为可能。微观结构的分析提供了一种可能性,即具有不同激光束点的物体的形成之间没有明显的差异。在线视频监控表明,随着激光束轮廓系统的应用,选择性激光熔化的负面影响明显减少。文章中提供的分析数据展示了工艺参数领域,这可以使获得参数高达 1 kW 的激光源功率和高达 0.3 m/s 的扫描速度的 3D 对象成为可能。微观结构的分析提供了一种可能性,即具有不同激光束点的物体的形成之间没有明显的差异。在线视频监控表明,随着激光束轮廓系统的应用,选择性激光熔化的负面影响明显减少。微观结构的分析提供了一种可能性,即具有不同激光束点的物体的形成之间没有明显的差异。在线视频监控表明,随着激光束轮廓系统的应用,选择性激光熔化的负面影响明显减少。微观结构的分析提供了一种可能性,即具有不同激光束点的物体的形成之间没有明显的差异。在线视频监控表明,随着激光束轮廓系统的应用,选择性激光熔化的负面影响明显减少。










































 京公网安备 11010802027423号
京公网安备 11010802027423号