当前位置:
X-MOL 学术
›
J. Mater. Process. Tech.
›
论文详情
Our official English website, www.x-mol.net, welcomes your
feedback! (Note: you will need to create a separate account there.)
Micro Friction Stir Welding of Multilayer Aluminum Alloy Sheets
Journal of Materials Processing Technology ( IF 6.7 ) Pub Date : 2018-10-01 , DOI: 10.1016/j.jmatprotec.2018.05.029 Kaifeng Wang , Haris Ali Khan , Zhiyi Li , Sinuo Lyu , Jingjing Li
Journal of Materials Processing Technology ( IF 6.7 ) Pub Date : 2018-10-01 , DOI: 10.1016/j.jmatprotec.2018.05.029 Kaifeng Wang , Haris Ali Khan , Zhiyi Li , Sinuo Lyu , Jingjing Li
|
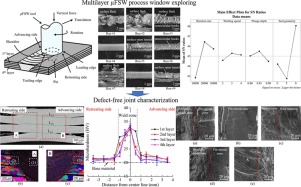
Abstract The morphology of joint surface revealed that a narrow process window exists for acquiring multilayer defect-free joints with micro friction stir welding (μFSW). The optimal welding condition for realization of the maximum tensile load was predicted: a rotation rate of 20,000 rpm, welding speed of 3 mm/s, plunge depth of 0.85 mm, and use of a stepped pin. Significant grain refinements and material hardening in the weld zone were observed in multilayer defect-free joints, with a decrease in the bonding length between adjacent layers from the top layer to the bottom layer. A more distinct thermomechanically affected zone was found on the retreating side than on the advancing side. Peel tests revealed different maximum peel loads and fracture modes for different pairs of adjacent layers, indicating nonuniform bonding strengths in different layers; and the strengths were dependent on the tool geometry, layer position, and welding position (advancing or retreating side).
中文翻译:

多层铝合金薄板的微摩擦搅拌焊接
摘要 接头表面的形貌表明,使用微搅拌摩擦焊(μFSW)获得多层无缺陷接头存在一个狭窄的工艺窗口。预测实现最大拉伸载荷的最佳焊接条件:转速为 20,000 rpm,焊接速度为 3 mm/s,插入深度为 0.85 mm,并使用阶梯销。在多层无缺陷接头中观察到焊接区的显着晶粒细化和材料硬化,相邻层之间从顶层到底层的结合长度减少。在后退侧发现了比前进侧更明显的热机械影响区。剥离测试揭示了不同对相邻层的不同最大剥离载荷和断裂模式,指示不同层中不均匀的粘合强度;强度取决于工具几何形状、层位置和焊接位置(前进或后退侧)。
更新日期:2018-10-01
中文翻译:
多层铝合金薄板的微摩擦搅拌焊接
摘要 接头表面的形貌表明,使用微搅拌摩擦焊(μFSW)获得多层无缺陷接头存在一个狭窄的工艺窗口。预测实现最大拉伸载荷的最佳焊接条件:转速为 20,000 rpm,焊接速度为 3 mm/s,插入深度为 0.85 mm,并使用阶梯销。在多层无缺陷接头中观察到焊接区的显着晶粒细化和材料硬化,相邻层之间从顶层到底层的结合长度减少。在后退侧发现了比前进侧更明显的热机械影响区。剥离测试揭示了不同对相邻层的不同最大剥离载荷和断裂模式,指示不同层中不均匀的粘合强度;强度取决于工具几何形状、层位置和焊接位置(前进或后退侧)。









































 京公网安备 11010802027423号
京公网安备 11010802027423号