
Abstract
Carbon dioxide is contained in the flue gas of many industrial plants, including those producing cement and power, and makes a significant contribution to climate change. Thus, methods to reduce carbon dioxide emissions are under intensive investigation. Carbon capture, utilization, and storage (CCUS) is a technology for converting captured carbon into useful chemical compounds while reducing CO2 emissions. Thus, CCUS technology is a promising method for combating global warming. In this study, we focused on a mineral carbonation CCUS process using seawater-based industrial wastewater (SBIW). A two-step CCUS process using NaOH as an absorbent for CO2 capture was used to produce two types of metal carbonate. Inductively coupled plasma optical emission spectroscopy, X-ray diffractometry, thermogravimetric analysis, and field-emission scanning electron microscopy techniques were used for analysis. Using our new technique, we obtained high-purity NaHCO3 (92.2%) and MgCO3 ·3H2O (93%). We also found that it is possible to improve the utilization of the cations present in seawater.
Similar content being viewed by others


Introduction
According to a study by the Carbon Dioxide Information Analysis Center, the global average land–sea temperature has increased since the 1880s, and carbon dioxide is widely recognized as the main reason for climate change [1]. Of the six main greenhouse gases (CH4, HFC, H2O, SF6, perfluorinated carbons (PFC), and CO2), CO2 has the lowest global warming potential (GWP). However, CO2 is emitted in vast quantities compared to the other greenhouse gases, resulting in significant changes to the atmospheric composition. The increased CO2 concentration breaks the energy balance between the energy received from the sun and that lost from the earth’s surface. The captured infrared energy heats the surface of the earth, resulting in climate change [2]. Thus, the reduction of CO2 gas emissions is regarded as a key method to prevent climate change. Carbon capture and storage (CCS) is one such technology for reducing atmospheric CO2 concentrations. CCS is based on the capture of CO2 gas using various absorbents or adsorbents, followed by the storage of the captured gas, which is often underground in geologically stable regions. Captured CO2 can also be used in enhanced oil recovery (EOR) technology [3]. However, this application is only applicable to oil-producing countries. Furthermore, some regions are geologically unstable or have limited territory, making the underground storage of CO2 impractical, especially because of the significant risks posed by CO2 leakage. In addition, the acidic property of CO2 gas can elute geological structures consisting of calcareous minerals [4]. Furthermore, the large amount of energy required for the desorption of CO2 from the absorbent, which makes CCS an energy-intensive process, is another problem facing CCS technologies. For example, the desorption step can consume 70–80% of the total energy required for CCS operation [5, 6]. For example, monoethanolamine (MEA), the most popular absorbent in CCS technologies, requires 4.2 GJ/t-CO2 for desorption [7]. Consequently, CCS technologies suffer from low cost-effectiveness, hindering their wide application in industry. An alternative process, carbon capture and utilization (CCU), has, thus come to attention. In CCU technology, CO2 gas is converted into other usable chemical compounds, and these can be used as raw materials in industrial processes. Because this technology converts captured CO2 into chemical compounds that can be used as feedstocks, no storage is required, thus removing this flaw of CCS technology [8]. There are two types of CCU technology, organic CCU and inorganic CCU. This categorization is based on the final product of CCU technology. In organic CCU technology, CO2 is converted into organic compounds, such as formic acid or polymers, which are applicable in many industries. Despite its potentially broad applications, the use of CCU in industry is still far off at the present time, primarily because of the high energy consumption and unreasonable costs of organic CCU technology. Because CO2 is a thermodynamically stable compound, the conversion of CO2 into organic compounds requires a vast amount of energy. In short, currently, only laboratory-scale production is possible, and more studies are needed for the large-scale industrial application of this technology [8, 9]. In contrast, inorganic CCU technology converts CO2 gas into inorganic compounds, usually metal carbonates. Inorganic CCU technology has many advantages: large quantities of CO2 can be processed in a short time and the CO2 is fixed permanently. Furthermore, the products of inorganic CCU can be used as raw materials in several industries, such as construction and medicine, making this process economically promising. Further, by using aqueous absorbents, such as MEA, CO2 can be easily converted at ambient temperature and pressure, resulted in good economics [8]. Thus, inorganic CCU technology using aqueous absorbents is a very promising technology. Usually, inorganic CCU technology is based on mineral carbonation (also known as mineralization). In mineral carbonation, CO2 gas is converted into metal carbonates by combination with cations such Ca2+ and Mg2+ [10]. Some of the cations for mineral carbonation come from natural sources such as rock material from mines. However, mining these resources can cause other kinds of pollution. Thus, the use of cations in industrial waste, such as slag and fly ash, has been studied as an alternative source of cations [11, 12]. Kang used seawater-based industrial wastewater (SBIW) originating from the sodium chloride manufacturing process to produce metal carbonates. SBIW contains various cations, including Ca2+, Mg2+, and Na+, in high concentrations, so it is suitable for mineral carbonation [13]. The cation components and concentrations of SBIW are listed in Table 1. According to Kang’s study, CO2 is converted into metal carbonates, especially CaCO3, which is the main product, and the byproduct liquid of the study contains high concentrations of Mg2+ and Na+ ions [13]. Considering that Mg2+ and Na+ can also be used for mineral carbonation, the byproduct of this first-pass CCU process can also be used for the mineralization of CO2 [14, 15]. Thus, we have exploited the byproduct of the former study in order to utilize the remaining Mg2+ and Na+ ions. Our new process, which is a carbon capture, utilization, and storage (CCUS) process, produces MgCO3·3H2O and NaHCO3, as shown in Fig. 1. Details of the process are given in the following sections.

Concept of the two-step mineral carbonation CCUS process using SBIW
In our CCUS process, we used NaOH as the absorbent for CO2 capture. NaOH can be obtained by electrolysis of NaCl solutions, such as seawater, and the chemical equation of this electrolysis step is given in Eqs. (1–3) [16]:
By using electrolysis, we can lower the operating cost of the whole process. For example, 1 kg of MEA costs US$2–4, and this “cost problem” can be overcome by electrolysis using renewable energy. On the other hands, 1 kg of NaOH cost US$ 0.2–0.3 [17]. Moreover, HCl is also a widely used industrial material; thus, its production provides an additional economic benefit. Using the electrolysis process explained above, our CCUS process can be operated cheaply. Furthermore, in the CO2 capture process, Na+ cations are precipitated in the form of NaHCO3, which has industrial uses. Because of its solubility, some of the NaHCO3 remains in aqueous solution. The remaining HCO3− is converted to MgCO3·3H2O [18]. It is well known that magnesium carbonate does not form easily under ambient conditions and requires significant energy. For that reason, the carbonation of magnesium is typically achieved by modifying the temperature and pressure. According to Swanson [19], only 29.7 wt% of magnesium carbonate can be produced at a CO2 partial pressure of 15 atm and 150 °C. Further, the formation of magnesium carbonate in the SBIW system might be harder because of differences in the thermodynamic favorabilities of magnesium carbonate and calcium carbonate [13]. For that reason, many scientists produce magnesium carbonate by modifying reaction condition. But modifying reaction condition for precipitate Mg needs huge amount of energy [19]. Thus, we pretreated the SBIW to remove calcium. According to Kang et al. [20], the Ca2+ in SBIW can be removed by treatment with sodium sulfate (Na2SO4), leaving Mg2+ and Na+ in the SBIW, and MgCO3 can be produced more easily in the pretreated SBIW than in the untreated SBIW system. Consequently, the pretreatment of SBIW is key to the production of magnesium carbonate, which can be used in various industrial fields.
As mentioned above, the final products of the CCUS process are MgCO3·3H2O and NaHCO3. This two-step mineral carbonation process is an innovation for CCUS process because most CCUS processes produce only one type of product. Further, the byproduct of this two-step mineral carbonation CCUS process can be reused. Because the cations contained in the SBIW are removed by carbonation, the main components of the byproduct solution should be NaCl. As explained above, NaCl can be electrolyzed to yield NaOH, which can be reused as an absorbent for CO2 capture. Thus, by electrolyzing the byproduct NaCl solution, the process becomes cyclic, as shown in Fig. 2. We have named this process two-step mineral carbonation CCUS using seawater-based industrial wastewater.

Cyclic two-step mineral carbonation CCUS process using SBIW
To study this process, we carried out three experimental parts. First, we mixed Na2SO4 with SBIW to remove Ca2+ in the form of CaSO4. Secondly, 15 vol% of CO2 gas and 10 wt% NaOH solution as an aqueous absorbent were mixed. Finally, we mixed CO2-saturated aqueous absorbent with pretreated SBIW and filtered out the precipitates from the supernatant. The precipitates were then analyzed using inductively coupled plasma optical emission spectroscopy (ICP-OES) to determine the cation components and concentrations and X-ray diffraction (XRD) to identify the phases in the precipitate. In addition, field-emission scanning electron microscopy (FE-SEM) was used to observe the precipitate morphologies, and thermogravimetric analysis (TGA) and derivative TGA (DTG) were used to estimate the purity of the precipitates. The experimental design and the terminology are presented in “Experimental methodology” section.
Experimental methodology
In this study, we carried out CO2 absorption experiments using NaOH, followed by conversion to metal carbonates using pretreated SBIW. The experiment was carried out in three steps: CO2 absorption, SBIW pretreatment, and CO2 conversion. The experimental apparatus is shown in Figs. 3 and 4.

SBIW pretreatment step for cation separation

Cation concentration of seawater-based resources and cation removal ratio (mol/mol, %)
Experimental material
In this study, we investigated the use of the CCUS process using an adsorbent that could be prepared by the electrolysis of seawater. However, because the NaOH solution generated from seawater contains various chemical compounds that may affect the absorption experiments, we used pure chemical reagents as the aqueous absorbent. The aqueous absorbent for CO2 capture was 400 mL of 5 or 10 wt% NaOH (purity > 99%, Sigma–Aldrich). SBIW, which contains concentrated cations including Na+, Ca2+, and Mg2+, was used for the mineral carbonation process. This SBIW was the byproduct of the sodium chloride manufacturing process. We obtained SBIW samples from the Hanju-Salt Corporation (Ulsan City, ROK). As mentioned above, this SBIW requires pretreatment for cation separation using Na2SO4 (purity > 99%, Sigma–Aldrich) to precipitate the Ca2+ in the form of Ca2SO4.
Experimental procedure
In this study, we carried out two-step cation conversion experiments. The first step was the SBIW pretreatment step for Ca2+ precipitation using Na2SO4. The second step was CO2 absorption by the aqueous NaOH solution. The final step was carbon conversion using the pretreated SBIW. The details of these two steps are given in the following sections.
SBIW pretreatment
Seawater contains 10,550 ppm Na+, 400 ppm Ca2+, and 1270 ppm Mg2+. After the sodium chloride manufacturing process, the seawater is concentrated, resulting in an increase in each cation concentration and yielding SBIW. Thus, SBIW contains high concentrations of cations such as Na2+, Ca2+, and Mg2+. Each cation concentration is listed in Table 1 Because Ca2+ is present in high concentration in SBIW, the final products of many earlier studies dealing with carbon conversion with raw SBIW was CaCO3 because of the thermodynamics of the reaction of Ca2+ ions with CO2, which makes the precipitation of Mg2+ ions challenging. Because the purpose of this study is to exploit the Mg2+ cations as well, the Ca2+ cations were removed.
To remove the calcium from the SBIW, Na2SO4 was mixed with 400 mL SBIW in consideration of the stoichiometry of Ca2+ and SO42− ions for the precipitation of Ca2+ as CaSO4. The mixture was mixed at ambient temperature and pressure for 24 h using a magnetic stirrer bar. After 24-h stirring, the mixture was filtered to separate the precipitates and supernatant. A vacuum pump and glass fiber filter (Whatman, pore size: 1.2 µm) were used for filtering, as shown in Fig. 3. Next, the precipitate was washed with 50 wt% aqueous ethanol solution to remove the polar-solvent-soluble salts. According to Kang et al., the precipitate contains 99.88 wt% calcium sulfate [20]. This result means that the Ca2+ component of SBIW is totally removed, whereas cations such as Na2+ and Mg2+ remain in the supernatant. The cation components and concentrations in the supernatants were determined using ICP-OES, and the results are listed in Table 1 and shown in Fig. 5. The pretreated SBIW has a low Ca2+ concentration, but there is no difference between the Mg2+ and Na+ concentrations before and after pretreatment. Thus, the pretreatment step achieves 97.2% (mol/mol) Ca2+ removal; the cation removal ratios are shown in Fig. 4.

Schematic of CO2 absorption experiment
CO2 absorption using the aqueous NaOH solution: first carbonation step
For the CO2 absorption step, we prepared the experimental apparatus as shown in Fig. 5. Flue gas from coal-fired power plants usually contains 15 vol% CO2. Thus, the flue gas was simulated using a mixture of 15 vol% CO2 and 85 vol% N2; both gases were of high purity (N2 and CO2 gas, Sam-Heung Gas, purity > 99.9%). A mass flow controller (MFC) was used to control the flow rate of the gas fed into the equipment. The MFC was connected to a mass flow indicator, which controlled the flux of CO2 to 300 mL/min and that of N2 gas to 1800 mL/min. A ceramic gas diffuser with micrometer-sized pores was attached to end of the air-flow tube to mix the gas with the absorbent solution equally. These experiments were carried out at 1 atm pressure and 298.15 K; these conditions were maintained until the end of the experiment.
The absorption reaction was carried out in a 500-mL double-jacket reactor made of Pyrex glass and connected to a water bath. The temperature of the water bath (LC-LT407, LK Lab Korea, ROK) was set to 298.15 K, and the temperature was maintained constant. On the upper side of the reactor, the condenser was connected to a chiller (LC-LT408, LK Lab Korea, ROK) set to 276.15 K. The condenser prevented the aqueous solvent inside the reactor from evaporating, thus avoiding concentration changes because of the heat from the exothermic reaction. A gas mixer was connected after the MFC (MFC-3660, KOFLOC) to obtain a uniform mixture of CO2 and N2 gases. Then, a gas analyzer was set to analyze the change in the gas concentration during the absorption experiments. The gas analyzer (Gas Master, Sensoronic, ROK) monitored the concentration of the gas at the reactor output every 30 s; the output was displayed on a computer connected to the analyzer.
The aqueous absorbent solutions contained 5 or 10 wt% sodium hydroxide (Sigma–Aldrich, purity > 99%). The different absorbent concentrations were used to compare the CO2 absorbing capacity and the amount of final product.
Before starting the CO2 absorption experiments, the reactor was purged with high-purity N2 gas (Sam-Heung Gas, purity > 99.9%) to remove impurities. After 5 min purging, the 5 wt% NaOH aqueous solution was placed in the reactor, which was sealed with a silicon plug and vacuum grease. Then, 300 mL/min of CO2 gas and 1800 mL/min of N2 gas from the MFC were mixed in the gas mixer. Subsequently, the mixed gas was flown into the reactor through a valve. The gas diffuser, which contains many small pores, was used to create bubbles. This instrument aids the dissolution of CO2 gas in the aqueous solvent. To aid the absorption step, a magnetic bar and a stirrer located on the underside of the reactor were used, and the stirring rate was set to 300 rpm during the absorption experiments. The mixed gas flowing out from the gas diffuser was allowed to pass through the aqueous solvent. Some portion of the mixed gas was absorbed by the aqueous absorbent, and the remaining component passed out through the condenser and was transported to the gas analyzer. During the absorption experiments, the gas analyzer measured the CO2 gas concentration of the gas mixture flowing out of the reactor. The concentration of CO2 gas was 0% at the initial stage because most of the CO2 gas was rapidly absorbed by the aqueous absorbent; as time passed, the concentration increased because of the decreased CO2 absorbing capacity of the aqueous absorbent. Once the concentration of CO2 gas displayed on the analyzer screen reached 15%, it was presumed that the absorbent was fully saturated with CO2; at this point, the flow of mixed gas was stopped, the valve was closed, and the CO2 absorption experiment was completed. At the end of CO2 absorption step, we found that a white solid had precipitated. Because the precipitate was produced, we denote this as the first carbonation step. We separated this precipitate from the supernatant, and the precipitate was analyzed by XRD and FE-SEM. The supernatant was removed from the reactor for the carbon conversion step.
Carbon conversion via SBIW: second mineral carbonation step
After the CO2 absorption step, CO2 conversion using mineral carbonation with pretreated SBIW, denoted the second mineral carbonation step, was carried out. For this step, 400 mL of supernatant from the CO2-saturated NaOH (5 and 10 wt%) solution was taken out of the reactor and mixed with 400 mL of the pretreated SBIW, i.e., SBIW with Ca2+ ions removed. Then, 800 mL of each mixture was placed in beakers equipped with magnetic stirrer bars and stirred using an electric stirrer machine at 300 rpm for 24 h. During the stirring time, the temperature was controlled to be 298.5 K using a water bath (LC-LT407, LK Lab Korea). The mixtures produced a white precipitate within a few seconds to a few minutes. After stirring, the mixtures were filtered through a glass fiber filter with 1.2-μm pores. An eggplant-type flask connected to a vacuum pump was used to filter out the supernatant and the precipitate. The supernatants were sampled in Falcon tubes and analyzed by ICP-OES (OPTIMA 8300, Perkin-Elmer, USA). The precipitates were dried in a convection oven set to 313.15 K for 48 h and ground to a powder. Then, the samples were placed in vials and analyzed by SEM (7800F, JEOL, Japan), XRD (ULTIMA IV, Rigaku, Japan), ICP-OES (Perkin-Elmer, OPTIMA 8300), and TGA (TA Instruments, SDT Q600).
Results and discussion
In this section, we report and discuss the experimental results and observations. This section contains a detailed discussion of the experimental results.
CO2 absorption process using aqueous NaOH solution
In this study, we used aqueous NaOH solution for the absorption of CO2 gas. NaOH is highly soluble in aqueous systems, producing solutions with a high pH. It is well known that the CO2 speciation in aqueous solution is changed by the pH swing technique. CO32− is dominant over HCO3− or CO2 above pH 10, whereas, from pH 6 to 10, most of the CO2 in solution exists as HCO3− [21]. The pH values of the 5 and 10 wt% NaOH solutions are 12.9 and 13.5, respectively. CO2, an acidic gases, is, thus, easily captured by the very basic aqueous NaOH solution. The chemical reactions between aqueous NaOH solution and CO2 gas are shown in Eqs. (4)–(11) [22]:
The total reaction can be expressed by Eq. (9):
Because CO2 gas was fed into the Na2CO3 containing solution continuously, Na2CO3 becomes NaHCO3, as shown in Eq. (8).
The final reaction of the absorption process is given by Eq. (11):
We used two NaOH concentrations (5 and 10 wt%) to allow us to compare the absorption capacity of different absorbent concentrations. To compare the absorption capacities of the 5 and 10 wt% NaOH solutions, we calculated the loading value (mol-CO2/L-solution) using Eq. (12) [13]:
where MOACO2 is number of moles of absorbed CO2 (mol); FRCO2, CO2 flow rate into the reactor (mol/s); CV,CO2, concentration of CO2 flowing out of vent (vol%); CR,CO2, concentration of CO2 flowing into from reactor (vol%), and ∆τ is the fixed time interval (s).
Using Eq. (12), we obtained the loading values for both NaOH absorbent solutions, which are shown in Fig. 6. The 5 and 10 wt% solutions absorbed 1.22 and 2.68 mol-CO2/L-absorbent, respectively, as listed in Table 2. The difference in the loading values could arise from the amount of NaOH absorbent used. However, considering the amount of absorbent used and the CO2 loading value of water, the difference in loading value is acceptable. Further, based on these data, the 10 wt% aqueous NaOH solution was chosen as an MEA replacement. A 30 wt% aqueous MEA solution is regarded as the standard CO2 absorbing solvent, and this has a loading capacity of 2.5–2.6 mol-CO2/L-absorbent. Comparing the 10 wt% aqueous NaOH solution and 30 wt% aqueous MEA solution, the NaOH solution has sufficient capacity for CO2 capture to be used in a CCUS plant. However, the cost and energy usage required to reuse the absorbent must also be considered. One kilogram of MEA costs US$ 2–4 and requires 4.3 GJ/t-CO2 of energy for desorption [7]. Unlike MEA, the CO2-saturated aqueous NaOH solution, that is, the aqueous NaHCO3 solution, can be converted into aqueous NaCl solution through mineral carbonation. These reactions are shown in Eqs. (13) and (14) [23]:

CO2 loading of the aqueous NaOH solutions
The mineral carbonation reaction is spontaneous, so the conversion of NaHCO3 into NaCl does not require additional energy. Further, the aqueous NaCl solution can be electrolyzed to yield NaOH and HCl, as shown in Eqs. (1)–(3). The electricity for electrolysis could be obtained from a renewable source, such as solar energy. Thus, captured CO2 is not emitted because a desorption process is not required, and the process can be carried out at low cost. Consequently, our proposed CCUS process is not only environmentally friendly, but also highly cost-effective.
Analysis of precipitates
In this study, a CCUS process involving two-step mineral carbonation with pretreated SBIW yielded two types of precipitate. Each precipitate was subjected to analysis to determine the key characteristics and components.
Precipitate of the first mineral carbonation step: NaHCO3
The formation reactions of the precipitate in the first CO2 mineralization step are given by Eqs. (4)–(11), and we expected that the precipitate produced in this step would be NaHCO3. To check this assumption, we analyzed the precipitate using XRD, ICP-OES, and FE-SEM measurements. Figure 7 shows the results of XRD analysis of the precipitates formed from the 5 and 10 wt% aqueous NaOH solutions. The XRD patterns are the same; thus, the precipitates are identical. As shown in Fig. 7, the XRD pattern matches that of NaHCO3. Furthermore, FE-SEM analysis of the precipitates (Fig. 8) reveals that the precipitates have a hexahedral morphology, which is typical of NaHCO3, further indicating that the precipitate is NaHCO3 [24]. We also weighed the produced precipitate, and the results are given in Table 3. Considering the number of moles of NaOH in the absorbent solutions (0.500 and 1.000 mol for 5 and 10 wt% solutions, respectively), the amount of precipitate produced during the first mineral carbonation step is consistent with the expected amount of NaHCO3 within 10% error. These results further indicate that the precipitate was NaHCO3. On the basis of three analytical results, we concluded that the precipitate was pure NaHCO3. NaHCO3 can be used in various fields such as medicine and healthcare, and, every year, 100,000 t of NaHCO3 is produced for industrial use [25]. Concerning practical industrial use, the produced NaHCO3 might contain some impurities, but the impurity is likely to be H2O, which can be easily removed by heating [25]. If the manufacture of NaHCO3 were replaced by our process, 52,377 t/year of CO2 could be captured. Thus, our conceptual process is an eco-friendly advanced CCUS process.

XRD pattern of the precipitate from the first step

FE-SEM images of the first-step precipitates from both absorbent solutions. The scale bar is 10 µm
Precipitate of the second mineral carbonation step: MgCO3·3H2O
As mentioned in “Experimental methodology” section, we mixed SBIW with the CO2-saturated absorbent, thus fixing the CO2 as metal carbonates. This process is denoted by the second mineral carbonation step and resulted in a second type of precipitate.
Control experiments
Kang, Lee, and Jo studied mineral carbonation using waste resources such as SBIW, fly ash, or construction waste to fix CO2 as metal carbonates. The waste material used to prepare MCO3 contained high concentration of cations such as Ca2+, Mg2+, and Na+ or other kinds of heavy metal ions [11,12,13]. However, most of the metal carbonates formed were CaCO3. The predominant formation of CaCO3 is due to the thermodynamic characteristics of CaCO3. The standard Gibbs free energy of formation for CaCO3 is − 1129.1 kJ/mol [26]. This spontaneous reaction easily occurs in the presence of Ca2+ and CO32− ions. Although there are other cations in the system, because the formation of CaCO3 is thermodynamically favorable, its formation is favored over those of other metal carbonates, making the formation of these other metal carbonates, such as MgCO3, challenging.
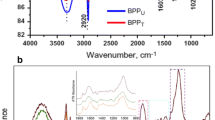
Pokrovsky studied mineral carbonation in Na+/Ca2+/Mg2+ systems and found that the metal carbonates produced depend on the cations present and their concentrations. It means that the trends of CaCO3 formation, as like we mentioned above, would not be observed in our study because all the chemical reactions and phenomena observed in our study were in Na+/Ca2+/Mg2+ systems, as Pokrovsky’s study did [27]. Thus, we also carried out a control experiment where we used “raw SBIW” in the second mineral carbonation step. The precipitate was analyzed using ICP-OES and XRD, as shown in Fig. 9. In Fig. 9a, the XRD pattern of the precipitate is shown, and the XRD pattern matches that of calcite (CaCO3). The ICP-OES analysis is shown in Fig. 9b and reveals the presence of a high concentration of Ca2+ ions. Thus, the main phase of the precipitate is likely calcite. In addition, as shown in Fig. 10, the FE-SEM images of the precipitate reveal the typical shape of calcite [13]. Park et al. [28] studied calcite precipitation using NaOH and CaO. In their study, Na+ cations hindered the formation of CaCO3 because the Gibbs free energy of NaHCO3 formation is relatively high compared to that of CaCO3. However, in our study, CaCO3 was formed more easily that in Park’s study. Possibly, this is due to the phase difference of the Ca2+ ions between the SBIW and CaO solutions. In the former study, Ca2+ ions originated from CaO in the solid form in an aqueous system and only a small proportion was present in the ionic state. In contrast, in SBIW, most of the Ca2+ ions are present in the ionic state, resulting in the easier formation of CaCO3 [28]. In summary, the control experiments reveal that CaCO3 is produced without the SBIW pretreating step, as reported in earlier studies. Thus, the SBIW pretreatment step is necessary to prevent CaCO3 production.

XRD and ICP-OES results of the control group precipitates. a XRD and b ICP-OES results of the control group precipitates from both absorbent solutions

FE-SEM images of the control precipitates from both absorbent solutions. The scale bar is 100 nm
Second precipitate prepared using pretreated SBIW
As mentioned in the experimental section, we mixed the CO2-saturated absorbent solution with pretreated SBIW. On mixing, precipitation occurred, and we analyzed the precipitate with XRD, ICP-OES, and FE-SEM. The results are shown in Figs. 11 and 12. In Fig. 11a, the XRD patterns of the precipitates are shown, and the patterns are consistent with that of MgCO3·3H2O (nesquehonite). In other words, MgCO3·3H2O was produced during the second mineral carbonation step with pretreated SBIW. The XRD pattern of the precipitate formed from the 10 wt% aqueous NaOH solution contains sharper peaks and has a greater similarity to the standard MgCO3·3H2O pattern than that of the precipitate obtained from the 5 wt% aqueous NaOH solution. This difference could be due to the different CO32− concentrations of the absorbents. Because the 10 wt% aqueous NaOH solution has a higher CO32− concentration than the 5 wt% aqueous NaOH solution, metal carbonates formed more readily in the former than the latter [29]. Ca was hardly detected in the precipitate.

XRD and ICP-OES result of the second-step precipitates. a XRD and b ICP-OES results of the second-step precipitates from both absorbent solutions

FE-SEM images of the second-step precipitates from both absorbent solutions. The scale bar is 10 µm
Figure 11b shows the ICP-OES results of the precipitates formed in the second stage of absorption. This figure shows us that all precipitates from each type of absorbent solution contain high concentrations of Mg2+. In addition, very little Ca2+ or Na+ was detected in the precipitate. Thus, the use of pretreated SBIW in the second mineral carbonation step enhances the precipitation of magnesium carbonates. Figure 12 shows the FE-SEM image of the second-step precipitate. The precipitate particles obtained from both absorbent solutions have an orthorhombic morphology, which is characteristic of MgCO3·3H2O [18, 30]. This result supports our conclusions obtained from the XRD and ICP-OES analyses.
Considering the analysis of the second-step precipitate, we conclude that the SBIW pretreatment step for cation separation is required for MgCO3 ·3H2O production. It is known that MgCO3 ·3H2O is metastable, subsequently undergoing conversion into hydromagnesite (Mg5(CO3)4(OH)2∙5H2O). Yoo et al. [30] showed that a high concentration of Na+ ions in aqueous systems can prevent the conversion of MgCO3·3H2O into (Mg5(CO3)4(OH)2∙5H2O). Since we have used NaOH for absorbing CO2 gas and because there is a high concentration of Na+ in the pretreated SBIW system, the Na+ from the absorbent and pretreated SBIW should prevent the conversion of MgCO3 ·3H2O to Mg5(CO3)4(OH)2∙5H2O. Thus, our goal, i.e., the utilization of cations in seawater for carbon capture, was successfully achieved, yielding Mg2+-containing precipitates.
Amount of fixed carbon
As mentioned in “Precipitate of the first mineral carbonation step: NaHCO3” section, the first-step precipitate was pure NaHCO3. This conclusion was reached easily and reasonably because only Na+ cations were present in the absorbent solution. In addition, we expected that the amount of NaHCO3 produced would be linearly related to the Na+ concentration of the system. In contrast, for the second-step precipitate, a more in-depth characterization method was needed because the second carbonation step involved a complex system containing both Ca2+ and Na+. We estimated the purity of MgCO3·3H2O in the second-step precipitate using XRD and ICP-OES analysis. However, this analysis might suffer from severe error. Consequently, we also used TGA to investigate the purity of MgCO3·3H2O in the second-step precipitate. In an earlier study, Yoo found that MgCO3·3H2O loses 2.5 molecules of H2O at 250.15–300.15 °C and 0.5 molecules of H2O at 300–450 °C. Furthermore, 1 molecule of CO2 is lost at 350–550 °C [30,31,32]. Based on Yoo’s results, we estimated the purity of MgCO3·3H2O using TGA/DTG measurements. Figure 13 shows the thermal decomposition curves depending on temperature (TG/DTG curves) of the second-step precipitate. The purities of MgCO3·3H2O from the 5 and 10 wt% absorbent solutions were 92.2% and 93%, respectively, and the results are listed in Table 4.

TG/DTG analysis of the second-step precipitates (left) from the 5 wt% and (right) 10 wt% aqueous NaOH solutions
Based on our estimates of the purity of the metal carbonates from both mineral carbonation steps, it is possible to estimate the CO2 conversion to metal carbonates via Eq. (15):
Based on Eq. (15) and the measured data, the CO2 conversions for the 5 and 10 wt% absorbent solutions were 68.4% and 77.6%, respectively, in the first mineral carbonation step and 19.4% and 14.4%, respectively, in the second mineral carbonation step. In sum, 87.8% and 92.0%, respectively, of the absorbed CO2 gases can be fixed permanently by using the two-step mineral carbonation CCUS process, as shown in Fig. 14.

CO2 conversion yield for mineral carbonation
Conclusions
In this study, we investigated a two-step mineral carbonation process using seawater-based industrial wastewater. The basic idea of this study was to test a two-step mineral carbonation process for the all-in-one capture and conversion of CO2 in seawater. Before the process began, we electrolyzed seawater to produce NaOH for CO2 capture. This highly basic solution was then used for the carbonation process. In the first step, the aqueous NaOH solution was fully saturated with CO2 and NaHCO3 was produced as a result. This material could be used as a raw material in various industries. In the next step, we pretreated SBIW with Na2SO4 to remove the Ca2+ ions to ensure a high purity of the metal carbonates in the second mineral carbonation step. The pretreatment resulted in Ca2+-free SBIW, which was used to produce MgCO3·3H2O in the second carbonation step. Thus, CO2 gas was fixed in the form of MgCO3·3H2O using only seawater. Thus, overall, we have reported an absorbent solution for CO2 capture and the subsequent production of high-purity metal carbonates, which have industrial applications, particularly NaHCO3 and MgCO3. The byproduct of this process is a solution containing a high concentration of sodium chloride, which can be electrolyzed to yield NaOH and HCl. The electrolysis of the liquid byproduct of our process thus yields NaOH, the absorbent for CO2 capture. Consequently, the process for two-step mineral carbonation using SBIW is cyclic, as shown in Fig. 1. We believe that, using our new environmentally friendly, cyclic process, greenhouse gas emissions could be reduced while producing high-purity raw materials that can be used in various industries. Because this study proposes a new concept for mineral carbonation, it is not only academic, but also practical.
References
The global average land–sea temperature. https://cdiac.ess-dive.lbl.gov/trends/temp/hansen/data.html. Accessed 29 Apr 2019
Dindi A, Quang DV, Abu-Zahra MRM (2015) Simultaneous carbon dioxide capture and utilization using thermal desalination reject brine. Appl Energy 154:298–308. https://doi.org/10.1016/j.apenergy.2015.05.010
Agarwal A, Parsons J (2011) Commercial structures for integrated CCS-EOR projects. Energy Proc 4:5786–5793. https://doi.org/10.1016/j.egypro.2011.02.575
Wilson Elizabeth J, Johnson Timothy L, Keith David W (2003) Regulating the ultimate sink_managing the risks of gelologic CO2 storage. Environ Sci Technol 37:3476–3483. https://doi.org/10.1021/es021038
Novotny V, Vitvarova M, Kolovratnik M, Hrdina Z (2017) Minimizing the energy and economic penalty of CCS power plants through waste heat recovery systems. Energy Proc 108:10–17. https://doi.org/10.1016/j.egypro.2016.12.184
Boot-Handford ME, Abanades JC, Anthony EJ, Blunt MJ, Brandani S, Mac Dowell N, Fennell PS (2014) Carbon capture and storage update. Energy Environ Sci 7(1):130–189. https://doi.org/10.1039/c3ee42350f
Li X, Wang S, Chen C (2013) Experimental study of energy requirement of CO2 desorption from rich solvent. Energy Proc 37:1836–1843. https://doi.org/10.1016/j.egypro.2013.06.063e
Rodrigues CFA, Dinis MAP, Lemos de Sousa MJ (2015) Review of European energy policies regarding the recent “carbon capture, utilization and storage” technologies scenario and the role of coal seams. Environ Earth Sci 74(3):2553–2561. https://doi.org/10.1007/s12665-015-4275-0
Cuéllar-Franca RM, Azapagic A (2015) Carbon capture, storage and utilisation technologies: a critical analysis and comparison of their life cycle environmental impacts. J CO2 Util 9:82–102. https://doi.org/10.1016/j.jcou.2014.12.001
Mun M, Cho H (2013) Mineral carbonation for carbon sequestration with industrial waste. Energy Proc 37:6999–7005. https://doi.org/10.1016/j.egypro.2013.06.633
Lee M-G, Kang D, Yoo Y, Jo H, Song H-J, Park J (2016) Continuous and simultaneous CO2 absorption, calcium extraction, and production of calcium carbonate using ammonium nitrate. Ind Eng Chem Res 55(45):11795–11800. https://doi.org/10.1021/acs.iecr.6b02880
Jo H, Lee M-G, Park J, Jung K-D (2017) Preparation of high-purity nano-CaCO3 from steel slag. Energy 120:884–894. https://doi.org/10.1016/j.energy.2016.11.140
Kang D, Lee M-G, Jo H, Yoo Y, Lee S-Y, Park J (2017) Carbon capture and utilization using industrial wastewater under ambient conditions. Chem Eng J 308:1073–1080. https://doi.org/10.1016/j.cej.2016.09.120
O’Connor WK, Dahlin DC, Nilsen DN, Walters RP, Turner PC (2000) Carbon dioxide sequestration by direct mineral carbonation with carbonic acid. In: Proceedings of the 25th international technical conf. on coal utilization and fuel systems, Coal Technology Assoc., Clear Water
Li T, Keener TC, Cheng L (2014) Carbon dioxide removal by using Mg(OH)2 in a bubble column: effects of various operating parameters. Int J Greenhouse Gas Control 31:67–76. https://doi.org/10.1016/j.ijggc.2014.09.027
Williams LO (1975) Electrolysis of sea water. In: Veziroğlu TN (ed) Hydrogen energy: part A. Springer, Boston, pp 417–424
Monoethanolamine price. https://www.alibaba.com/showroom/monoethanolamine-price.html. Accessed 29 Apr 2019
Park S (2018) CO2 reduction-conversion to precipitates and morphological control through the application of the mineral carbonation mechanism. Energy 153:413–421. https://doi.org/10.1016/j.energy.2018.04.086
Swanson EJ, Fricker KJ, Sun M, Park A-HA (2014) Directed precipitation of hydrated and anhydrous magnesium carbonates for carbon storage. Phys Chem Chem Phys 16(42):23440–23450
Kang D, Yoo Y, Park J, Lee M-G (2018) Chemical conversion of carbon dioxide via target metal separation using seawater-derived wastewater. ChemistrySelect 3(30):8628–8636. https://doi.org/10.1002/slct.201702960
Shim JG, Lee D, Lee J, Kwak NS (2016) Experimental study on capture of carbon dioxide and production of sodium bicarbonate from sodium hydroxide. Environ Eng Res 21(3):297–303
Barzagli F, Giorgi C, Mani F, Peruzzini M (2017) CO2 capture by aqueous Na2CO3 integrated with high-quality CaCO3 formation and pure CO2 release at room conditions. J CO2 Util 22:346–354. https://doi.org/10.1016/j.jcou.2017.10.016
Olajire AA (2013) A review of mineral carbonation technology in sequestration of CO2. J Petrol Sci Eng 109:364–392. https://doi.org/10.1016/j.petrol.2013.03.013
Jiang H, Bi M, Gao W, Gan B, Zhang D, Zhang Q (2018) Inhibition of aluminum dust explosion by NaHCO3 with different particle size distributions. J Hazard Mater 344:902–912. https://doi.org/10.1016/j.jhazmat.2017.11.054
Thieme, C. (2000) Sodium carbonates. In: Ullmann’s encyclopedia of industrial chemistry
Standard Gibbs free energy of formation. https://en.wikipedia.org/wiki/Standard_Gibbs_free_energy_of_formation. Accessed 29 Apr 2019
Pokrovsky OS (1997) Precipitation of calcium and magnesium carbonates from homogeneous supersaturated solutions. J Cryst Growth 186:233–239. https://doi.org/10.1016/S0022-0248(97)00462-4
Park S, Song K, Jo H (2017) Laboratory-scale experiment on a novel mineralization-based method of CO2 capture using alkaline solution. Energy 124:589–598
Pan S-Y, Chang EE, Chiang P-C (2012) CO2 capture by accelerated carbonation of alkaline wastes: a review on its principles and applications. Aerosol Air Qual Res 12(5):770–791. https://doi.org/10.4209/aaqr.2012.06.0149
Yoo Y, Kang D, Choi E, Park J, Huh I-S (2019) Morphology control of magnesium carbonate for CO2 utilization using Mg2+ ions in industrial wastewater depending on length of alkyl chain of primary alkanolamine, reaction temperature, CO2 concentration, and Mg2+/Na+ ratio. Chem Eng J 370:237–250. https://doi.org/10.1016/j.cej.2019.03.209
Bonales LJ, Munoz-Iglesias V, Santamaria-Perez D, Caceres M, Fernandez-Remolar D, Prieto-Ballesteros O (2013) Quantitative Raman spectroscopy as a tool to study the kinetics and formation mechanism of carbonates. Spectrochim Acta A Mol Biomol Spectrosc 116:26–30. https://doi.org/10.1016/j.saa.2013.06.121
Ren H, Chen Z, Wu Y, Yang M, Chen J, Hu H, Liu J (2013) Thermal characterization and kinetic analysis of nesquehonite, hydromagnesite, and brucite, using TG–DTG and DSC techniques. J Therm Anal Calorim 115(2):1949–1960. https://doi.org/10.1007/s10973-013-3372-0
Acknowledgements
This research was supported by Human Resources Program in Energy Technology of the Korea Institute of Energy Technology Evaluation and Planning (KETEP), financial resource was granted from the Ministry of Trade, Industry & Energy, Republic of Korea (No. 20174010201640) and also supported by the Korea Institute of Energy Technology Evaluation and Planning (KETEP) and the Ministry of Trade, Industry & Energy (MOTIE) of the Republic of Korea (No. 20152010201850).
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kim, I., Yoo, Y., Son, J. et al. Two-step mineral carbonation using seawater-based industrial wastewater: an eco-friendly carbon capture, utilization, and storage process. J Mater Cycles Waste Manag 22, 333–347 (2020). https://doi.org/10.1007/s10163-019-00950-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10163-019-00950-1