
Abstract
The influence of the temperature of ECAP processing on the microstructure and mechanical properties of commercial as-cast AX41 magnesium was investigated. ECAP processing was conducted at temperatures of 220 °C and 250 °C up to N = 8 passes via route Bc. The original grain size of 200 μm was found to decrease with increasing number of passes at both temperatures. After 8 passes, the grain size of 1.4 μm and 2.6 μm was obtained at 220 °C and 250 °C, respectively. This difference was attributed to the suppressed dynamic recrystallization for N > 2 caused by substantial decrease in dislocation density of \( \left\{ {10\bar{1}0} \right\}11\bar{2}0 \) prismatic and \( \left\{ {10\bar{1}1} \right\}11\bar{2}3 \) pyramidal <a>-type edge dislocations and more pronounced high-temperature grain growth at 250 °C. Despite the different grain sizes, similar crystallographic textures and dislocation densities were observed at both temperatures after 8 passes. The microhardness values increased up to 4 passes at both temperatures in accordance with the variation of the grain size, indicating the dominance of Hall–Petch strengthening.
Similar content being viewed by others


Introduction
Due to the high specific strength, excellent castability, good machinability and easy recyclability, magnesium and its alloys are very promising candidates for wider utilization in automotive industry, e.g., as parts of engines, transmissions, etc., that operate at temperatures above 100 °C. In order to enhance mechanical performance of magnesium alloys at room and elevated temperatures, a new series of magnesium alloys based on the addition of rare earth, calcium or silicon, was developed [1,2,3,4]. Magnesium alloys reinforced with short ceramic fibers also exhibit improved strength and fatigue properties compared to their ceramic-free counterparts. However, the ductility of these materials is lower, especially at lower temperatures. For AX41 magnesium alloys reinforced with Saffil® fibers, improved yield and tensile strength values were observed in the temperature range 25–250 °C [5, 6]. On the other hand, the high cost and the complicated manufacturing processes of magnesium composites are issues which must be taken into account. Moreover, refinement of microstructure to submicron level was also found to be beneficial for the improvement of the strength and formability of magnesium at room and elevated temperatures [7, 8]. Equal-channel angular pressing (ECAP), which introduces plastic strain of one hundred percent to the material during one pass while does not change the sample shape and the size significantly, is one of the most favorite techniques in this regard [9]. Moreover, due to the simplicity and capability of ECAP to produce large amount of material, this technique possesses high potential for wider utilization in the industry [10,11,12].
During ECAP, the sample in the form of a rod or a bar is repeatedly pressed through a die consisting of two intersecting channels of equal cross sections. In the plane of channel intersection, the sample is deformed by a simple shear. This technique was successfully employed for processing of a wide range of materials with body-centered cubic (BCC), face-centered cubic (FCC) and hexagonal close-packed (HCP) crystal structures [13,14,15]. Nevertheless, successful processing of cast magnesium alloys by ECAP without cracks or sample damage is challenging and requires processing at elevated temperatures. Introduction of intermediate grain refinement via pre-extrusion of the samples was found to effectively reduce the temperature of processing. Thus, a new technique denoted as EX-ECAP, which combines hot extrusion and subsequent ECAP processing, was introduced and used for processing numerous magnesium alloys [16, 17]. Nevertheless, the high cost of extrusion and the smaller grain refinement achieved in pre-extruded samples as compared to the as-cast samples encourage further investigations in the field of direct ECAP processing of cast magnesium alloys [18].
In the present paper, commercial AX41 magnesium alloy in the as-cast state was successfully processed by ECAP. The influence of the temperature of ECAP processing, contributing to the total cost of production, on the mechanisms of grain refinement and the rate of microstructure homogenization was carefully investigated.
Experimental procedures
AX41 magnesium alloy (Mg–4wt%Al–1wt%Ca) was supplied in the as-cast condition. Billets with a cross section of 10 × 10 mm2 and a length of 100 mm were processed by ECAP at the temperatures of 220 °C and 250 °C and the processing rate of 20 mm/min. The temperature of 220 °C was the lowest one allowing to process compact samples without segmentation. The samples were pressed through a die consisting of rectangular channels (inner angle ϕ = 90°, outer curvature ψ = 0°). The total number of 8 passes via route BC was employed in order to obtain fully refined and homogenous microstructures at both processing temperatures. The influence of temperature of ECAP processing on the microstructure refinement was investigated in a series of samples processed by 1, 2, 4 and 8 passes. For the simplicity, the sample processed by N passes at temperatures of 220 °C and 250 °C is labeled as NP-220 and NP-250, respectively.
The microstructure changes introduced by ECAP processing were investigated by light microscopy (on the longitudinal section) and electron microscopy as well as by X-ray diffraction (both on the cross section). For electron backscatter diffraction (EBSD) investigations, the samples were mechanically ground and polished using diamond suspensions with decreasing particle size down to 0.05 μm. The final surface treatment was performed by a Gatan PIPS™ ion mill at 2 kV and an incidence angle of 4°. For light microscopy and X-ray diffraction experiments, the mechanically polished surface was additionally etched by a solution of 10 ml acetic acid, 4.2 g picric acid, 10 ml H2O and 70 ml ethanol for 20 s. The EBSD data were acquired by an FEI Quanta 200 electron microscope equipped with an EDAX camera. The step sizes of 300 nm and 100 nm were used for the as-cast and the ECAP-processed samples, respectively. The raw EBSD data were cleaned and evaluated by TSL OIM Analysis 7 software. For microstructure investigation by X-ray line profile analysis (XLPA), X-ray diffraction patterns were measured by a high-resolution rotating anode diffractometer (type: RA-MultiMax9, manufacturer: Rigaku) using CuKα1 radiation (wavelength: λ = 0.15406 nm). The measured peak profiles were evaluated by the Convolutional Multiple Whole Profile (CMWP) fitting method, which allowed us to obtain the dislocation density and the crystallite size [19].
The mechanical testing was performed by Vickers microhardness measurements (on the longitudinal section) under an applied load of 100 g and the dwell time of 10 s, using an automatic microhardness tester Qness Q10a. The hardness values shown in this paper represent an average of 30 independent measurements.
Experimental results
Microstructure of the as-cast state and its evolution during ECAP processing
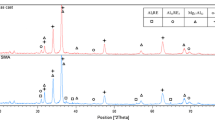
As it is apparent from the results in Fig. 1, the initial as-cast microstructure of AX41 magnesium alloy contains Al2Ca phase appearing as black lamellae and particles in Fig. 1a. They are distributed both along grain boundaries and in grain interiors of the magnesium matrix. Al2Ca phase has a melting point of 1079 °C [20] and was found to be unsolvable in the Mg matrix during EX-ECAP processing both at 220 and at 250 °C [21]. The microstructural changes introduced by increasing number of ECAP passes at both processing temperatures were investigated by light microscopy. For low numbers of passes (N = 1–2), the formation of deformation bands and the redistribution of secondary-phase particles in the matrix were observed. These light micrographs are not presented here but were partially published (for the samples processed at temperature of 220 °C) in [18]. The secondary-phase particles are clearly tilted by about 45°, with respect to the direction of the simple shear. Deformation bands having the same orientation consist of chains of new, dynamically recrystallized grains with the size of about 1 μm. With further straining (N > 2), the fragmentation of the microstructure extended into a larger volume of material, and deformation bands are no more distinguishable. After 4 passes at the temperature of 250 °C, the microstructure was fully refined in the whole volume, see Fig. 2. On the other hand, distinct non-fragmented areas of the microstructure, highlighted by red arrows, are still observed in the 4P-220 sample. Moreover, after 4 and 8 passes the morphology of secondary-phase particles was similar to that of the as-cast sample. Fully refined microstructures were obtained only after 4 and 8 passes in the samples processed at 250 °C and 220 °C, respectively.

a Light micrograph and b XRD pattern of AX41 alloy in the as-cast state. The phase Al2Ca is highlighted by black arrows in Fig. 1a

Light micrographs of samples after 4 and 8 passes processed at temperatures of 220 °C and 250 °C (longitudinal section). The red arrows for sample 4P-220 indicate distinct non-fragmented areas of the microstructure
The influence of increasing number of passes on the grain size evolution for the two processing temperatures of 220 °C and 250 °C is apparent from EBSD maps in Fig. 3. The area-weighted mean grain size obtained from the EBSD maps versus the number of ECAP passes is plotted in Fig. 4a. The higher processing temperature resulted in a more effective microstructure refinement during the first two passes. Starting from the fourth pass, the fragmentation rate changed in favor of the lower temperature of processing. As a result, the grain size of the samples 8P-220 and 8P-250 decreased to 1.4 μm and 2.6 μm, respectively. In the calculation of the grain size values plotted in Fig. 4a, only those grains were considered which were separated by HAGBs (with misorientation > 15°). On the other hand, the evolution of the fraction of HAGBs is similar for both temperatures of processing, as shown in Fig. 4b. The fraction of HAGBs dropped after the first pass and then gradually increased up to 4 and 8 passes for the temperatures of 220 °C and 250 °C, respectively. The decrease in HAGBs fraction during the first pass of ECAP can be attributed to the clustering of dislocations into LAGBs, which overwhelmed the development of HAGBs due to grain refinement. Between 1 and 8 passes, processing at 220 °C increased the fraction of HAGBs more rapidly. Nevertheless, the samples processed by 8 passes exhibited the same fraction of HAGBs of about 80% for both temperatures.

EBSD maps of the samples processed at 220 °C (left column) and 250 °C (right column) obtained on the cross section

The evolution of a the mean grain size in logarithmic scale and b the fraction of HAGBs with increasing number of ECAP passes at both processing temperatures (220 °C and 250 °C)
Note that the apparent shift in the evolution of HAGBs in favor of the temperature of 220 °C can be explained by the fact that grain boundary-type fraction depends on the number fraction of grains. The higher number fraction of small dynamically recrystallized grains separated by HAGBs in the microstructure after N > 1 at 220 °C than at 250 °C increases the overall length of the HAGBs. As a result, the fraction of HAGBs within all grains is higher at 220 °C than at 250 °C. Therefore, only the overall tendency of HAGB fractions is important for the comparison and not the absolute values.
The texture evolution during ECAP processing was followed by (0001) EBSD pole figures measured on the cross section of the samples, i.e., on the plane perpendicular to the processing direction (see Fig. 5). The pole figures are orientated according to the orthogonal sample coordinate system shown in the left inset of Fig. 5, where the direction x is parallel to the longitudinal axis of the exit channel of ECAP die. Direction z is perpendicular to direction x and lies in the plane of the longitudinal axes of the two ECAP channels. The initial random crystallographic texture was strongly modified even after the first pass, when two texture components A and B were observed for both temperatures. The texture component A represents grains having the basal planes parallel to plane Z. (This plane is perpendicular to axis z.) In the texture component B, the basal planes are tilted by approximately 45° to the pressing direction (x-axis). This means that for texture component B the basal plane is approximately parallel to the shear plane of ECAP. Further processing up to 4 passes led to the gradual strengthening of texture component B at the expense of component A. Thus, both samples 4P-220 and 4P-250 have the dominant texture component B. Nevertheless, after the total of 8 passes the texture component A appeared again and a new texture component C is formed for both processing temperatures. Grains corresponding to texture component C have basal planes almost parallel to plane Y which is perpendicular to axis y.

EBSD (0001) pole figures for the samples processed at 220 °C (top row) and 250 °C (bottom row). The three main texture components developed during ECAP are denoted as A, B and C
The dislocation density (ρ) and the area-weighted mean crystallite size (<x>area), obtained by XLPA, are plotted as a function of the number of ECAP passes in Fig. 6. The crystallite size and the dislocation density of the as-cast samples were found to be above and below the detection limits of the present XLPA method (d > 1 μm, ρ < 1013 m−2), respectively. Therefore, these limits were plotted for N = 0 in Fig. 6 instead of the unknown real values. As it is apparent from Fig. 6a, in early stages of ECAP processing the values of the dislocation density were significantly influenced by the temperature of processing. For 250 °C, the dislocation density reached a lower maximum value, which was achieved at a smaller number of ECAP turns than for 220 °C. The samples processed at 220 °C exhibit substantially higher values of dislocation density up to 4 passes than the samples processed at 250 °C. Between 4 and 8 passes at 220 °C, the dislocation density drops rapidly, and after 8 passes it has practically the same value as in the 8P-250 sample.

a Evolution of the density of dislocations (ρ) and b the mean crystallite size <x>area with increasing number of ECAP passes at both processing temperatures (220 °C and 250 °C)
The crystallite size evolution in the ECAP-processed samples is displayed in Fig. 6b. Similarly to the dislocation density, the crystallite size substantially depends on the temperature of processing. Processing at 250 °C leads to an almost two times higher values of <x>area than at 220 °C. At both temperatures, the crystallite size strongly decreases after the first pass of ECAP and remains unchanged within the experimental error during subsequent passes. It should be noted that the crystallite size corresponds to dislocations cells or subgrains in SPD-processed metallic materials. Thus, the crystallite size cannot be compared with the grain size evaluated by EBSD, which is related to the grains separated by HAGBs.
Besides the overall dislocation density, the distributions of the dislocations in eleven possible slip systems of magnesium were evaluated. A detailed description of this procedure can be found elsewhere [22]. The plots in Fig. 7 show only the dislocation fractions for the most important slip systems with respect to texture formation and microstructure refinement in magnesium alloys. It should be noted that since the broadening effects of prismatic and pyramidal <a>-type edge dislocations are similar, only the sum of the fractions of these two slip systems can be determined by XLPA. The relation of these slip systems to the texture formation models and refinement mechanisms is explained in detail in the discussion.

The evolution of a the fraction of \( \left\{ {0001} \right\}11\bar{2}0 \) basal (BE) <a>-type edge dislocations, b the sum of the fractions of \( \left\{ {10\bar{1}0} \right\}11\bar{2}0 \) prismatic (PrE) and \( \left\{ {10\bar{1}1} \right\}11\bar{2}3 \) pyramidal (PyE) <a>-type edge dislocations and c the fraction of the \( \left\{ {11\bar{2}2} \right\}11\bar{2}\bar{3} \) second-order pyramidal edge (Py2E) <c + a> dislocations as a function of the number of ECAP passes
Qualitative evolution of particular dislocation fractions with increasing N is similar for both temperatures of processing. As it is apparent from Fig. 7, the slip systems with <a>-type Burgers vectors dominate and the sum of their fractions varied in the range of 70–90%.
Evolution of the hardness
Vickers microhardness values for both series of samples processed at different temperatures are shown in Fig. 8. In both series, the microhardness increases up to 4 passes and slightly decreases between 4 and 8 passes. Nevertheless, the microhardness of the samples processed at 220 °C is superior to that of samples processed at 250 °C.

Evolution of the microhardness with increasing number of ECAP passes at both processing temperatures (220 °C and 250 °C)
Discussion
Microstructure and texture
Processing of the as-cast AX41 magnesium by ECAP up to 8 passes at both temperatures resulted in a gradual microstructure refinement. No microstructure coarsening was observed even at the temperature of 250 °C. This behavior differs from the previous findings on pre-extruded samples processed in the same way, where grain coarsening started between 2 and 4 passes at the temperature of 250 °C [21]. The microstructure coarsening in the pre-extruded AX41 samples was attributed to the reduction of the fraction of non-basal dislocations (prismatic and pyramidal <a>-type edge dislocations) between 2 and 4 passes, which inhibited the nucleation of new grains and the high-temperature grain growth becomes dominant. The non-basal dislocations have in fact a higher probability to lock each other and to form dislocations tangles, which increases the probability of nucleation of new grains. New recrystallized grains are nucleated preferentially at grain boundaries and grow towards the interiors of preexisting grains. With increasing strain, the original microstructure is gradually replaced by recrystallized grains. The higher number of nucleated grains leads to a smaller grain size after final processing. The evolution of the fraction of non-basal dislocations seems to be important to control the minimum value of grain size and the coarsening during subsequent passes of EX-ECAP processing, where grain refinement is controlled by dynamic recrystallization. Dynamic recrystallization was also found to be a dominant grain refinement mechanism in other magnesium alloys processed by EX-ECAP [23, 24]. In the AX41 samples processed by ECAP at both processing temperatures, the fraction of the prismatic (PrE) and pyramidal (PyE) edge dislocations for N > 1 remained the same within the experimental error, but the 8P-220 sample exhibits a smaller grain size than the 8P-250 sample. Such difference could be explained considering the dislocation density ρPrE+PyE of non-basal dislocations (prismatic and pyramidal <a>-type edge dislocations) calculated from their fractions in Fig. 7b and the overall dislocation density ρ plotted in Fig. 6a. The difference in dislocation density ρPrE+PyE at both temperatures of processing is clearly seen in Fig. 9. Processing at 250 °C led to the more intensive dynamic recrystallization, characterized by the higher total recrystallized area, during the first ECAP passes as compared to the 220 °C. However, more active dynamic recovery observed after 2 passes, manifested by the substantial decrease in dislocation density ρPrE+PyE, suppressed the refinement via DRX during subsequent passes. On the other hand, the processing at 220 °C up to the 2 passes led to a higher dislocation density ρPrE+PyE, but the activation of dynamic recrystallization was not extended through the whole material. This difference in the grain refinement is clearly seen in Fig. 3, where the formation of bimodal grain size distribution was observed after 2 passes at 220 °C. The postponed decrease in dislocation density ρPrE+PyE at 220 °C as compared to the 250 °C due to the less pronounced recovery for N > 2 resulted in the continuous nucleation of new grains in the remaining non-fragmented areas up to 8 passes. Consequently, the extent of dynamically recrystallized microstructure during the first 2 passes of AX41 magnesium is higher in the samples processed at 250 °C than at 220 °C. Nevertheless, the bigger grain size was observed in 8P-250 sample than in the 8P-220 sample due to the suppressed dynamic recrystallization for N > 2 and more pronounced high-temperature grain growth. This is consistent with the observations of Lin et al. [25] on ZA85 magnesium alloy processed by 4 passes, where the degree of dynamic recrystallization increased with increasing ECAP temperature from 180 to 250 °C. Similarly, smaller average grain size obtained at lower temperature of ECAP processing was observed also in other studies [26, 27]. The slower dynamic recrystallization and recovery in samples processed at 220 °C during the early stages of ECAP (N ≤ 2) are apparent also from the postponed decrease in the overall dislocation density at this temperature as compared to the temperature of 250 °C, cf. Figure 6a. Much smaller crystallite size in samples processed at 220 °C than at 250 °C was observed due to the higher density of dislocations that could be arranged into dislocations cells. Thus, a higher number of small subgrains/crystallites may form at the lower temperature of 220 °C.

Dislocation density ρPrE+PyE of prismatic (PrE) and pyramidal (PyE) <a>-type edge dislocations for both temperatures of processing calculated from the measured dislocation density and the fraction shown in Fig. 7b
The gradual microstructure fragmentation at both temperatures of ECAP processing was followed by the formation of strong crystallographic textures consisting of three distinct texture components A, B and C. These texture components are typical for ECAP-processed magnesium alloys. However, their intensities depend on the chemical composition of the processed samples and the parameters of ECAP processing [28,29,30,31,32]. Texture formation model for magnesium is based on the assumption that the activation of a particular slip system causes the rotation of the slip plane parallel to the theoretical shearing plane activated during deformation. Thus, the formation of texture component A was explained by twinning, which occurs already in the feed-in channel, followed by the activation of the second-order pyramidal slip system [33]. This preserves the pyramidal planes \( \left\{ {11\bar{2}2} \right\} \) oriented parallel to the ECAP shearing plane. According to Mukai et al., the formation of the texture component B is based on the activation of the basal slip system [34]. Similarly, the formation of the texture component C was explained by the activation of the prismatic <a>-type slip system [32]. Although the fragmentation rate and the final grain size were different for the two ECAP temperatures of 220 °C and 250 °C, no significant effect of the processing temperature on the texture evolution was observed in the present study, cf. Figure 5. It is consistent with the similar activation of basal, prismatic and pyramidal <a>-type slip systems and the second-order pyramidal slip system, cf. Fig. 7. The gradual strengthening of texture component B observed up to 4 passes is consistent with the increase in the fraction of basal dislocations. Moreover, the restoration of texture component A after 8 passes reflects the slight increase in the fraction of the second-order pyramidal edge <c + a>-dislocations. The formation of texture component C could not be discussed, as the analysis of dislocation populations can provide only the sum of the relative fractions of prismatic (PrE) and pyramidal (PyE) <a>-type edge dislocations. It should be noted that the activity of particular slip systems is evaluated from dislocations stored in the microstructure. Thus, the slip system populations determined post mortem may differ from the actual slip activity during ECAP processing.
Hardness evolution
Hardness testing of the ECAP-processed samples revealed similar trends in the evolution of the HV values with increasing N for both processing temperatures. However, the hardness values were different for the two temperatures as shown in Fig. 8. The microhardness increases with increasing N up to the 4 passes for both temperatures. Such behavior of HV was also observed for ECAP-processed materials with BCC and FCC crystal structures [35, 36]. The increase in HV is caused by the gradual grain size refinement with simultaneously increasing dislocation density. The dislocation density saturates usually after 4 or 8 passes and reaches a value typically in the range (5–10) × 1014 m−2. On the other hand, in AX41 magnesium alloy processed by EX-ECAP at 220 °C the HV value changes non-monotonously with increasing number of passes [18]. The initial increase in HV which occurs during early stages of ECAP processing is followed by a drop due to the significant decrease in dislocation density. Only during further straining HV starts to increase as a result of the ongoing grain size refinement [18]. As the microhardness measurement introduces the multiaxial loading to the material, the influence of texture on the hardness values can be neglected and only the influence of Hall–Petch strengthening and dislocation strengthening will be discussed in the following part. The dependence of the microhardness on the grain size d−1/2 is plotted in Fig. 10a. The HV values of the samples processed at 250 °C obey the Hall–Petch relation within the experimental error, i.e., the HV values are inversely proportional to the square root of the grain size. Thus, the increase in HV at 250 °C is governed by grain boundary hardening. Similarly, the dominant strengthening by grain boundaries was observed in pure magnesium and AZ, AE-type alloys processed by ECAP [32, 37, 38]. On the other hand, the Hall–Petch relation for the samples processed at 220 °C is not fulfilled, which indicates that besides the grain boundary hardening, substantial dislocation strengthening effect has to be considered in these samples in contrast to the samples processed at 250 °C. Substantial dislocation strengthening effect was observed also in the EX-ECAP-processed LAE442 magnesium alloy, where ECAP processing was performed with subsequently decreasing temperature starting from 230 °C (1 pass) to 185 °C (8 passes) [32]. As it is apparent from Fig. 10b, the total dislocation density of this alloy varied in the range (2.4–0.8) × 1014 m−2 (black line), similarly to the AX41 magnesium processed by ECAP at 220 °C (blue line). On the other hand, a much lower dislocation density was observed in AE21 magnesium alloy (magenta line), where a dominant strengthening of grain boundaries was observed similarly to the AX41 samples processed at 250 °C (red line). According to the aforementioned results, it is reasonable to assume that the dislocation density of about 0.8 × 1014 m−2 is a threshold value, above which the dislocation strengthening starts to become significant.

a Microhardness (HV0.1) as a function of grain size d−1/2 and b evolution of the total density of dislocations with increasing number of ECAP passes for different magnesium alloys
Conclusions
In this study, the influence of temperature of ECAP processing on the microstructure, dislocation density and texture evolution in as-cast AX41 magnesium alloy was investigated. Besides the total dislocation density, particular attention was paid to the estimation of the distribution of dislocations in individual slip systems. It was found that both the fragmentation rate of the microstructure and the final grain size varied with the processing temperature. The key factor inhibiting the grain refinement in the investigated samples was dynamic recovery, which acts against the onset of dynamic recrystallization. Consequently, bigger minimum grain sizes after the final pass of ECAP processing were observed at 250 °C than at 220 °C due to the suppressed dynamic recrystallization for N > 2 and more pronounced high-temperature grain growth. On the other hand, the texture evolution in both series of samples was similar, regardless of the temperature of processing. The presence of particular texture components was consistent with the texture formation model designed for magnesium alloys. Hardness testing of the samples revealed a dominance of Hall–Petch strengthening in samples processed at 250 °C. On the other hand, at the processing temperature of 220 °C sufficiently high dislocation hardening takes place due to the significantly higher dislocation density.
References
Blum W, Zhang P, Watzinger B, Grossmann BV, Haldenwange HG (2001) Comparative study of creep of the die-cast Mg-alloys AZ91, AS21, AS41, AM60 and AE42. Mater Sci Eng A 509:735–740
Lü Y, Wang Q, Zeng X, Ding W, Zhai CH, Zhu Y (2000) Effects of rare earths on the microstructure, properties and fracture behavior of Mg–Al alloys. Mater Sci Eng A 278:66–76
Yang M, Pan F, Zhang J, Zhang J (2005) An analysis of the development and applications of current and new Mg–Al based elevated temperature magnesium alloys. Mater Sci Forum 488–489:923–926
Xu SW, Matsumoto N, Yamamoto K, Kamado S, Honma T, Kojima Y (2009) High temperature tensile properties of as-cast Mg–Al–Ca alloys. Mater Sci Eng A 509:105–110
Trojanová Z, Máthis K, Lukáč P, Janeček M, Farkas G (2014) Plastic properties of a Mg–Al–Ca alloy reinforced with short Saffil fibers. Metall Mater Trans A 45:29–35
Farkas G, Máthis K, Pilch J, Minárik P, Lukáč P, Vinogradov A (2017) Deformation behavior of Mg-alloy-based composites at different temperatures studied by neutron diffraction. Mater Sci Eng A 685:157–164
Krajňák T, Minárik P, Stráský J, Máthis K, Janeček M (2018) Mechanical properties of ultrafine-grained AX41 magnesium alloy at room and elevated temperatures. Mater Sci Eng A 731:438–445
Ding SX, Lee WT, Chang CP, Chang LW, Kao PW (2008) Improvement of strength of magnesium alloy processed by equal channel angular extrusion. Scr Mater 59:1006–1009
Segal VM (1995) Materials processing by simple shear. Mater Sci Eng A 197:157–164
Raab GI, Valiev RZ, Lowe TC, Zhu YT (2004) Continuous processing of ultrafine grained Al by ECAP–conform. Mater Sci Eng A 382:30–34
Xu Ch, Schroeder S, Berbon PB, Langdon TG (2010) Principles of ECAP–Conform as a continuous process for achieving grain refinement: application to an aluminum alloy. Acta Mater 58:1379–1386
Raab GI, Valiev RZ, Gunderov DV, Lowe TC, Misra A, Zhu YT (2008) Long-length ultrafine-grained titanium rods produced by ECAP CONFORM. Mater Sci Forum 584–586:80–85
Nemoto M, Horita Z, Furukawa M, Langdon TG (1998) Equal-channel angular pressing: a novel tool for microstructural control. Met Mater 4:1181–1190
Máthis K, Krajňák T, Kužel R, Gubicza J (2011) Structure and mechanical behaviour of interstitial-free steel processed by equal-channel angular pressing. J Alloys Compd 509:3522–3525
Valiev RZ, Korznikov AV, Mulyukov RR (1993) Structure and properties of ultrafine-grained materials produced by severe plastic deformation. Mater Sci Eng A 168:141–148
Lin HK, Huang JC, Langdon TG (2005) Relationship between texture and low temperature superplasticity in an extruded AZ31Mg alloy processed by ECAP. Mater Sci Eng A 402:250–257
Matsubara K, Miyahara Y, Horita Z, Langdon TG (2003) Developing superplasticity in a magnesium alloy through a combination of extrusion and ECAP. Acta Mater 51:3073–3084
Krajňák T, Minárik P, Stráská J, Gubicza J, Máthis K, Janeček M (2019) Influence of the initial state on the microstructure and mechanical properties of AX41 alloy processed by ECAP. J Mater Sci 54:3469–3484. https://doi.org/10.1007/s10853-018-3033-6
Ribárik G, Gubicza J, Ungár T (2004) Correlation between strength and microstructure of ball-milled Al–Mg alloys determined by X-ray diffraction. Mater Sci Eng A 387–389:343–347
Massalski TB, Okamoto H (2001) Binary alloy phase diagram. Mater Inf Soc, Ohio
Krajňák T, Minárik P, Stráská J, Gubicza J, Máthis K, Janeček M (2017) Influence of equal channel angular pressing temperature on texture, microstructure and mechanical properties of extruded AX41 magnesium. J Alloys Compd 705:273–282
Máthis K, Nyilas K, Axt A, Dragomír IC, Ungár T, Lukáč P (2004) The evolution of non-basal dislocations as a function of deformation temperature in pure magnesium determined by X-ray diffraction. Acta Mater 52:2889–2894
Minárik P, Král R, Janeček M (2013) Effect of ECAP processing on corrosion resistance of AE21 and AE42 magnesium alloys. Appl Surf Sci 281:44–48
Janeček M, Čížek J, Gubicza J, Vrátná J (2012) Microstructure and dislocation density evolutions in MgAlZn alloy processed by severe plastic deformation. J Mater Sci 47:7860–7869. https://doi.org/10.1007/s10853-012-6538-4
Lin ChY, Tsai HJ, Chao ChG, Liu TF (2012) Effects of equal channel angular extrusion on the microstructure and high-temperature mechanical properties of ZA85 magnesium alloy. J Alloy Compd 530:45–48
Seipp S, Wagner MF, Hockauf K, Schneider I, Meyer LW, Hockauf M (2012) Microstructure, crystallographic texture and mechanical properties of the magnesium alloy AZ31B after different routes of thermo-mechanical processing. Int J Plast 35:155–166
Gzyl M, Rosochowski A, Yakushina E, Wood P, Olejnik L (2013) Route effects in I-ECAP of AZ31B magnesium alloy. Key Eng Mater 554–557:876–884
Gzyl M, Rosochowski A, Pesci R, Olejnik L, Yakuschina E, Wood P (2014) Mechanical properties and microstructure of AZ31B magnesium alloy processed by I-ECAP. Metall Mater Trans A 45:1609–1620
Biswas S, Brokmeier HG, Fundenberger JJ, Suwas S (2015) Role of deformation temperature on the evolution and heterogeneity of texture during equal channel angular pressing of magnesium. Mater Charact 102:98–102
Máthis K, Köver M, Stráská J, Trojanová Z, Džugan J, Halmešová K (2018) Micro-tensile behavior of Mg-Al-Zn alloy processed by equal channel angular pressing (ECAP). Materials 11:1644. https://doi.org/10.3390/ma11091644
Agnew SR, Mehrotra P, Lillo TM, Stoica GM, Liaw PK (2005) Texture evolution of five wrought magnesium alloys during route a equal channel angular extrusion: experiments and simulations. Acta Mater 53:3135–3146
Minárik P, Král R, Čížek J, Chmelík F (2016) Effect of different c/a ratio on the microstructure and mechanical properties in magnesium alloys processed by ECAP. Acta Mater 107:83–95
Krajňák T, Minárik P, Gubicza J, Máthis K, Kužel R, Janeček M (2017) Influence of equal channel angular pressing routes on texture, microstructure and mechanical properties of extruded AX41 magnesium alloy. Mater Charact 123:282–293
Mukai T, Yamanoi M, Watanabe H, Higashi K (2001) Ductility enhancement in AZ31 magnesium alloy by controlling its grain structure. Scr Mater 45:89–94
Máthis K, Krajňák T, Janeček M, Dopita M, Kim HS (2009) Microstructural evolution of equal-channel angular pressed interstitial-free steel. Int J Mater Res 100:834–837
Shaeri MH, Shaeri M, Ebrahimi M, Salehi MT, Seyyedein SH (2016) Effect of ECAP temperature on microstructure and mechanical properties of Al–Zn–Mg–Cu alloy. Prog Nat Sci Mater Int 26:182–191
Biswas S, Dhinwal SS, Suwas S (2010) Room-temperature equal channel angular extrusion of pure magnesium. Acta Mater 58:3247–3261
Xia K, Wang JT, Wu X, Chen G, Gurvan M (2005) Equal channel angular pressing of magnesium alloy AZ31. Mater Sci Eng A 410–411:324–327
Acknowledgements
This work was financially supported by the Czech Science Foundation under the Project 19-00270S. Financial support by ERDF under the Project CZ.02.1.01/0.0/0.0/15_003/0000485 is also gratefully acknowledged. J.G. acknowledges financial support by the Ministry of Human Capacities of Hungary within the ELTE University Excellence Program (1783-3/2018/FEKUTSRAT).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Krajňák, T., Minárik, P., Stráská, J. et al. Influence of temperature of ECAP processing on the microstructure and microhardness of as-cast AX41 alloy. J Mater Sci 55, 3118–3129 (2020). https://doi.org/10.1007/s10853-019-04171-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-019-04171-7