
Abstract
Green moulding sands containing special carbonaceous additives, which are the source of lustrous carbon (LC), are discussed in this paper. Five potential lustrous carbon carriers, i.e., two types of hard coal dust (No.1 and No.2), amorphous graphite (No.3) and two hydrocarbon resins (No.4 and No.5), were selected for tests as carbonaceous additives to conventional moulding sands. To better emphasize the differences in the additives used, reference green moulding sand (GMS1) was prepared and subjected to a wide range of basic tests focussed on technological parameters, such as permeability (Pw), friability (Fw), Dietert mouldability test (PD) and compactability (Z) and mechanical parameters, such as compressive strength (Rcw), tensile strength (Rmw), strength in the transformation zone (Rkw). The proposed comprehensive spectrum of tests was repeated on sands with five carbonaceous additives. The most important for the use of additives as carbon carriers was to interrelate the content of lustrous carbon (LC), loss on ignition (LOI) and the obtained results of mechanical and technological tests carried out on conventional moulding sands with the surface quality of iron castings. For this purpose, a series of iron castings was made in the prepared moulding sands and used for the assessment of surface quality based on a number of roughness parameters (Ra, Rz, Rp, Rq, Rv, Rlr, RSm). As a result of the studies it was found that the carbonaceous additives proposed for use help to obtain high-quality surfaces in iron castings.
Similar content being viewed by others


1 Introduction
The technology of conventional green moulding sands is and will be cheaper and more environmentally friendly than the technology of sands with binders, provided that research on upgrading the sand composition is continued. The main components of conventional moulding sands are sand, clay or foundry bentonite, and water. These components, however, cannot sufficiently protect the casting during mould pouring and casting cooling, thus forcing the use of appropriate additives or protective coatings. In the studies of raw materials used for conventional moulding sands, attention is focussed on the improvement in bondability obtained by modification of foundry bentonites in soda-activation process [1], or with sodium salts and MgO-based agents [2]. The next field of research is focussed on increasing the resistance of the foundry bentonite with bentonite clay (known as hybrid bentonite) [3] or montmorillonite clays [4] to the effect of the high temperature of the casting alloy and on carrying out the thermal decomposition tests on montmorillonite included in the sand mixture composition [5]. Despite significant achievements in the above-mentioned fields of research, conventional moulding sands still cause numerous problems, resulting mainly from the phenomena that occur at the metal-sand interface. Among various methods reducing the moulding sand penetration by liquid metal is the introduction of lustrous carbon carriers into the moulding sand composition. Lustrous carbon carriers promote the formation of a pyrolytic carbon shell that protects the mould cavity against the effect of molten alloy, but they can also cause some problems deteriorating the surface layer in castings [6], where lustrous carbon is observed to accumulate in carbon-rich mould materials. These phenomena occur most frequently in iron castings, resulting in sub-surface blistering or surface laminations [7] as well as other surface defects such as wrinkles and blowholes [8]. The composition of conventional moulding sands including bonding materials such as bentonites, clay bentonites and hybrid bentonites also influences the cast iron surface quality [9]. The most popular lustrous carbon-bearing additive is still coal dust, and this is mainly due to its high availability and hence low cost of raw materials. Decisive for its wide application is also the economic aspect related to the rebonding and reclamation of conventional moulding sands [10], both of which are becoming more and more important in the aspect of environmental protection and shrinking natural resources. It should also be noted that the variety of components used in conventional moulding sands, the number of which is additionally multiplied by the use of special sand additives, and the thermal degradation they undergo emphasize the need for further continuous studies of their application [11] to protect the working environment in foundries. Conventional moulding sands with bentonite, including hybrid bentonite [9], are considered to be the most ecological materials, but the addition of lustrous carbon carriers, such as the traditional coal dust or synthetic resin, makes them harmful to the natural environment mainly because of the presence of gases released during mould pouring [12], despite the use of reduced carbon-rich compounds [13]. In [14] it has also been shown that the tested carbon carriers undergo the process of thermal decomposition in various ranges of temperature. Therefore, of utmost importance are the studies of the environmental impact of lustrous carbon carriers, taking into account the influence of these additives on the technological and mechanical parameters of conventional moulding sands. In the literature there are many examples of attempts to eliminate traditional coal dust and replace it with hydrocarbon resins (HRs) [15, 16] or cellulose [17, 18]. However, this does not change the fact that when liquid metal, iron alloys in particular, is poured into the mould, during high-temperature pyrolysis of carbon-containing additives leading to the formation of lustrous carbon, the presence of volatile organic compounds (VOCs) can be expected. Compounds from the PAHs and BTEX group (benzene, toluene and xylene compounds), whose presence in the foundry environment was confirmed in [19,20,21], pose a threat due to their carcinogenic, mutagenic and teratogenic effects. In the search for a suitable material which could be added to the moulding sand as a carbon-bearing additive and would, at the same time, act as an agent capable of forming the lustrous carbon (LC) shell, one should not forget the vast spectrum of conventional moulding sand technologies (green sand system) based on raw moulding materials (sand and hybrid bentonite) and water present in them. The aim of this article is to present the results of the research on multi-component green moulding sands to know the effectiveness of the precipitation of LC compounds in the presence of water under semi-industrial conditions.
2 Research purpose and test materials
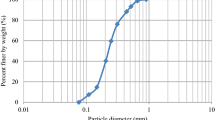
The aim of the research was to find out and select the most beneficial, in terms of environmental protection, special additives to conventional moulding sands with hybrid bentonite [3] and to study the quality of products made by casting. An attempt was made to explain the mechanisms by which the moulding sand components affect the surface quality of castings, taking as an example iron castings. Seven moulding sand compositions were developed, based on literature data and own studies of changes that occur in conventional moulding sands, including their impact on the surface quality of iron castings made in moulds prepared from these sands. First, the composition of the reference moulding sand (GMS1) was established, and then the compositions of the remaining six green moulding sands with different types of lustrous carbon carriers. For comparison and to determine the effect of the carbonaceous additives present in conventional moulding sands with hybrid bentonite, five commercially available lustrous carbon carriers were selected, i.e. two types of carbon dust (No.1 and No.2), one amorphous graphite (No.3) and two hydrocarbon resins (No.4 and No.5). Table 1 shows the elemental composition and particle size distribution (PSD) determined for the LC carriers introduced in the form of dust into the reference moulding sand (GMS1). Figure 1 shows the appearance of the tested carbon-rich carriers in as-delivered condition.

The appearance of carbonaceous additives: a carbon dust (No.1), b carbon dust (No.2), c amorphous graphite (No.3), d hydrocarbon resin (No.4) and e hydrocarbon resin (No.5) used in the tests of conventional moulding sands with hybrid bentonite. SEM, magnification × 250
As stated in [22], the LC carriers differ in their ability to release lustrous carbon at a temperature of 875 °C, and this is due to their different chemical structure, which was the area of studies and comparisons made for coal dust [12], coal dust with a mixture of hydrocarbon resins [14], and hydrocarbon resins presented in [15, 16]. The research described in [22] also revealed significant differences in the elemental composition after roasting and in the gas formation tendency, including the quantitative and qualitative emission of PAH compounds (benzene, toluene and xylene compounds) from carriers.
The reference moulding sand (GMS1), the composition of which is shown in Table 2, was based on the silica sand (main fraction 0.20/0.32/0.16) from Bukowno mine (Sibelco Poland) used in an amount of 93 parts by weight. The sand binder was hybrid bentonite [3, 9] added in an amount of 7 parts by weight. The hybrid bentonite used for the preparation of the GMS1 moulding sand was composed in 85% of bentonite (montmorillonite content—82%) and in 15% of bentonite clay (montmorillonite content—65.2%). The moulding sands designated by the symbols GMS1/AG1, GMS1/HR1 and GMS1/HR2 were mixed with the previously prepared composition of carbonaceous additives introduced in the amounts shown in Table 2. The compositions of the carbonaceous additives and their content in moulding sands given in Table 2 were based on the data obtained from producers of bentonite—LC carrier mixtures and from foundries. When selecting the composition of the mixture of carbonaceous additives, the comments included in [22] on the formation and emission of lustrous carbon and its harmfulness to the environment during high-temperature pyrolysis were taken into account. In green moulding sands GMS1/HR1 and GMS1/HR2 containing a mixture of additives No.2 (with the documented lowest content of other chemical elements apart from C, O and H) with resin No.4 or resin No.5, the content of LC carriers in the moulding sand composition was reduced to 2%. Reducing the content of the mixture of additives in moulding sand to 2% was dictated by the favourable tendency to LC release from hydrocarbon resins described in [22] and also by the need to limit the emission of harmful PAH compounds. To determine the impact on mechanical and technological parameters and evaluate the role of lustrous carbon carriers in green moulding sands with hybrid bentonite, a mixture with only 2% of coal dust No.2 was also examined (GMS1/CD2_2). Studies of the GMS1/CD2_2 moulding sand can serve as a link between the results obtained for moulding sand composition with the addition of LC carriers and reference sand mixture without this addition (GMS1).
3 Research methodology
Green moulding sands shown in Table 2 were prepared in an LM-1 laboratory edge runner mixer. The following sequence of introducing the components into the mixer was observed: 2.79 kg of silica sand (1 K), followed by hybrid bentonite with very good binding properties [3, 9] and five lustrous carbon carriers selected for testing shown in Fig. 1. The mixture was stirred for 2 min. Then, the amount of distilled water that could provide the moulding sand with the moisture content of 3.5% was introduced. This moisture content guarantees the most favourable water-to-clay ratio [3, 9], which reflects the effect of binder on the GMS1 moulding sand quality and gives the values of mechanical strength close to extremes. This sequence of introducing the sand components ensured an even distribution of the lustrous carbon carrier additive (a mixture of carriers) during the preliminary mixing process. All components were mixed for a total of 8 min. After mixing, the moulding sand was set aside for 30 min to let the moisture content equalize in the entire volume. It was assumed that the measured sand humidity should not differ by more than ± 0.1 from the relative humidity of 3.5% determined for the sand composition. If this condition was not satisfied, the moulding sand preparation process was repeated until the required moisture content was obtained.
The conventional moulding sands (GMS1) with the addition of lustrous carbon carriers (Table 1) and compositions as shown in Table 2 were divided into portions according to the needs of materials testing and preparation of standard specimens on an LU-1 laboratory rammer for the determination of strength and technological parameters. The remaining portions of all the seven types of the GMS1 moulding sand were used for the manufacture of foundry moulds in which the test iron castings named GCI (grey cast iron), designated by the numbers given in Table 2, were poured.
First, all of the seven moulding sands (GMS1 in Table 2) were subjected to materials testing to compare parameters such as lustrous carbon content (LC) and loss on ignition (LOI). The measurement of lustrous carbon content was made in accordance with the BN-88/4024–09 industry standard.
A sample of the mixture, weighed with an accuracy of 0.1 mg, was placed in the crucible. The crucible was placed in a furnace and tightly connected to a quartz tube heated to 875 °C. After 5 min, the tube and the crucible were removed from the furnace and cooled in a desiccator. The quartz tube, cooled to ambient temperature, was weighed to the nearest 0.1 mg and the content of lustrous carbon (LC) was calculated. The loss on ignition test (LOI), involving heating of the previously dried sand sample, was carried out in a high-temperature chamber furnace, model FCF 4/160 M made by Czylok, at a temperature of 900 °C for a period of 2 h (in accordance with the PN-83/H04119 standard). The sample was next cooled down and weighed on an OHAUS EX324M laboratory balance with an accuracy of 0.0001 g.
In the second stage of the research, the necessary number of laboratory specimens was prepared for testing the technological parameters such as permeability (Pw), friability (Fw, %), Dietert mouldability test (PD, %) and compactability (Z, %). Permeability (Pw) was measured on standard cylindrical ø 50 mm × 50 mm specimens using an LPiR-3e apparatus made by Multiserw Poland. The friability (Fw, %) test consisted in rubbing a compacted cylindrical specimen against the rolls of an LS apparatus for a period of 5 min, while heating the specimen with an irradiation lamp to a temperature of 95 ± 3 °C. The Dietert mouldability test (PD, %) gives information on the mouldability index of uncompacted moulding sand. In the test, a 200 g sample of loose sand is placed in the cylindrical screen and rotated for 10 s, then the weight of the sand passing through the screen is divided by two. The mouldability index of uncompacted moulding sand should be between 70 and 80%. The compactability (Z, %) is expressed as a percentage reduction in the height of the sand column compacted with a pressure of 1.0 MPa in a sleeve of 50 mm diameter and 100 mm height. In the tests conducted on standard cylindrical specimens of ø 50 mm × 50 mm, the mechanical strength, including green compressive strength (Rcw), tensile strength (Rmw) and tensile strength in the transformation zone (Rkw), was also determined. The green compressive strength (Rcw) and tensile strength (Rmw) were measured with a universal LRu-2e type apparatus. The tensile strength in the transformation zone (Rkw) was measured in a special, laterally divided sleeve using an LRP device. The principle of the test consists in heating the base of a cylindrical specimen to 310 °C for 20 s, which causes water evaporation and movement of water vapour inside the moulding sand volume. This parameter can serve as an indicator of the formation of surface defects in castings, such as scabs, veins and rattails.
In the third stage of the research, casting moulds were made from the seven moulding sands (Table 2). In these moulds, seven test castings designated by the symbols GCI0–GCI6 (see Table 2) were poured for further studies and control of the surface and sub-surface quality. The obtained surfaces were examined by the method of 3D digital reconstruction of the surface after imaging on a Hitachi TM3000 scanning microscope and the results were expressed with a set of roughness parameters:
Ra (SRa)—arithmetic mean of absolute values,
Rq (SRq)—root mean square of values,
Rz (SRz)—ten highest peaks and lowest valleys over the entire sampling length,
Rp (SRp)—maximum peak height,
Rv (SRv)—maximum valley depth,
RIr (SRIr)—profile length coefficient,
RSm (SRSm)—mean width of the roughness profile elements,
measured on two lengths of the elementary measuring section Lr and SLr. The method of computed X-ray microtomography equipped with the V|tome|x L-450 device was used to detect possible sub-surface defects in grey iron castings made in moulds with different compositions of moulding sands. The X-ray examinations were aimed at revealing whether technological parameters of green moulding sands, such as gas formation rate and permeability, had an influence on the quality of grey iron castings.
4 Results
4.1 Studies of moulding sands with lustrous carbon carriers
When the liquid metal is poured into a foundry mould, from the very beginning of the process of filling the mould cavity with a stream of metal, numerous phenomena that can be associated with very fast heating of the moulding sand components occur at the metal-mould interface. According to the analyses presented in [23,24,25], four intervals of temperature increase in moulding sand can be distinguished during which numerous material-related phenomena occur. The first interval covers the range from ambient temperature to about 110 °C and includes the phenomena of water evaporation and gas evolution up to a temperature of 200 °C. The second interval covers the range from 200 °C to 550 °C and includes the phenomena in which a reducing atmosphere is formed due to the decomposition of water vapour with the participation of gases from the sand components. In the third narrow temperature range from 550 °C to about 600 °C, carbon softening is observed along with the polymorphic transformation of quartz in base sand. The fourth interval covers the phenomena accompanying further high-temperature heating of the sand components and starts at about 875 °C when, among others, lustrous carbon (LC) precipitates from the gaseous phase. Table 3 compares the results of studies of the parameters illustrating the material-related phenomena which occur in the conventional reference green moulding sand (GMS1) and in moulding sands with carbonaceous additives (Table 2) heated to 1000 °C.
The test results obtained on dried moulding sands (GMS1) prepared with five carbonaceous additives included in Table 3 show the LC index values which oscillate around 0.15–0.16% and practically do not differ, the only exception being moulding sand GMS1/CD2_2 with 2% addition of coal dust No.2. The reduction in LC content in moulding sand GMS1/CD2_2 is significant and amounts to about 50% compared to the remaining tested moulding sands with hybrid bentonite. The results of the research on the index of lustrous carbon produced from the reducing atmosphere during high-temperature pyrolysis (shown in brackets in Table 1), carried out on pure carbonaceous additives [22], have clearly indicated the high usefulness of hydrocarbon resins (HRs). After analysing the data in Table 3 it can be concluded that this advantage was effectively used in the design of the GMS1/HR1 and GMS1/HR2 moulding sands containing mixtures of additives such as coal dust No.2 (80%) with hydrocarbon resin No.4 (20%) and coal dust No.2 (80%) with hydrocarbon resin No.5 (20%), respectively. It should be noted that the total content of additives was reduced from 4% in moulding sands GMS1/CD1, GMS1/CD2_4 and GMS1/AG1 to 2% in moulding sands GMS1/HR1, GMS1/HR2 and GMS1/CD2_2. Lower content of special additives enabled reducing the dust content in the circulating moulding sands [26] and its impact on the technological parameters.
The studies of the LC index in the GMS1/AG1 moulding sand containing a mixture of 75% addition of coal dust No.2 and 25% addition of amorphous carbon No.3 (with the lowest percent LC content) did not reveal any significant reduction in the value of this index. The LC content recorded for the GMS1/AG1 moulding sand was by only 6% lower than in the tested GMS1/CD2_4 moulding sand which contained 100% addition of coal dust No.2. Therefore, based on the test results obtained for the GMS1 moulding sand samples with carbonaceous additives in which the averaged LC indices oscillate around 0.15–0.16%, it can be concluded that proper qualitative and quantitative selection of LC carriers for the moulding sand composition stabilizes this parameter in conventional moulding sands with hybrid bentonite. In the authors' opinion, with a large variety of carbonaceous additives and the coexistence in moulding sand composition of the added moisture (chemically bound water), hybrid bentonite and the dominant base silica sand, the use of the % LC index is the starting criterion for further evaluation of the GMS1 moulding sand. In the authors’ opinion, studies of the GMS1/CD2_2 sand mixture, in which LC carrier No.2 was used in the amount of 2%, will also help to explain the role of the LC carriers in green moulding sands with hybrid bentonite, despite the fact that such a solution is unusual in foundry practice.
The sand evaluation criteria also include measurements of the loss on ignition (LOI) index carried out on dried samples of the reference moulding sand (GMS1) and on moulding sands containing LC carriers (Table 3). The LOI index provides information on the tendency of moulding sand components to gasification as a result of the high temperature (900 °C). An equivalent criterion used in materials testing of moulding sands is the assessment of their gas formation tendency responsible, when the value of this index is too high, for the generation of a specific group of casting defects [27]. Table 3 presents both these indices, which clearly show a lower tendency of moulding sands GMS1/HR1 (2.72%), GMS1/HR2 (2.57%) and GMS1/CD2_2 (2.08%) to weight loss and gas formation when heated up to a temperature of 1000 °C. The low values of these indices may be due to the content of carbonaceous additives reduced to 2% in all of the above-mentioned moulding sands. It is worth noting that a similar, i.e. lower compared to moulding sands GMS1/CD1 and GMS1/CD2_4, gas content was observed in the GMS1/AG1 moulding sand (17.5 cm3/g), the average LOI index of which was the highest among all the measured indices (4.108%). It should be remembered, however, that the measurements of LOI and gas activity indices do not provide quantitative and qualitative information [21] on the chemical compounds present in gases, including those from the PAHs group.
The next stage in the assessment of the five LC carriers introduced into the GMS1 moulding sand was an attempt to answer the question to what extent the introduced carbonaceous additives can change the technological and mechanical parameters of conventional moulding sands.
4.2 Technological tests
First, technological tests were carried out, starting with the determination of permeability (Pw) measured on cylindrical ø 50 mm × 50 mm specimens prepared from green moulding sands. In the process of making specimens, the regime of maintaining a similar apparent density of moulding sands, obtained after three times repeated compaction with a ram weighing 6667 kg falling from a height of 50 mm in an LU-1 rammer, was observed. The results of the permeability tests (Pw) carried out on conventional moulding sands with carbon carriers are summarized in Fig. 2. The summary of the averaged results of the permeability measurements allows comparing them with the test results obtained on the reference moulding sand (GMS1).

The results of permeability tests (Pw) carried out on conventional moulding sands: reference sand (GMS1) and sands with LC carriers
The results of the permeability tests (Pw) carried out on conventional moulding sands shown in Fig. 2 illustrate the deterioration of this technologically important parameter by even 53%, when the mixture with amorphous graphite (LC carrier No.3), characterized in the PSD test (Table 1) by the lowest davg = 13.274 µm, was added to the composition of the GMS1 moulding sand. In the remaining tested conventional moulding sands, this technological parameter, determining the ability of the moulding material to transmit water vapour and gases, was ranging from 54.2% (GMS1/HR1) to even 60% (GMS1/CD1) of the permeability measured for the GMS1 reference moulding sand without carbonaceous additives. According to the data shown in Table 1 and Fig. 2, it can be assumed that the lower is the davg of an LC carrier, the higher is the impact on the permeability decrease. Including the davg parameter and the amount of LC carrier increasing in moulding sands, the following values of the permeability decrease were obtained: GMS1/CD2_2 (2%, davg = 71.753), GMS1/CD1 (4%, davg = 156.415), GMS1/CD2_4 (4%, davg = 71.753) to GMS1/AG1 (4%, davg = 71.753 / davg = 13.274). The low gas formation rate and the satisfactory permeability observed in conventional moulding sands create conditions favourable for the limited occurrence of foundry incompatibilities, especially as regards castings made from iron alloys, where the pouring temperature of cast iron assumes a high value of about 1400 °C. On the other hand, the low gas formation tendency and high sand permeability will act as an obstacle to the formation and release of pyrolytic carbon (LC) shell from the gaseous phase. Therefore, the technological studies of conventional moulding sands should be completed with further indices, i.e. Dietert mouldability test (PD, %) and compactability (Z,%), shown successively in Figs. 3 and 4.

The results of Dietert mouldability tests (PD, %) carried out on conventional moulding sands: reference sand (GMS1) and sands with LC carriers

The results of compactability tests (Z, %) carried out on conventional moulding sands: reference sand (GMS1) and sands with LC carriers
It has been assumed that for loose (uncompacted) sand, the PD index should be at least 70%. Comparing the results of the PD indices shown graphically in Fig. 3, it can be noticed that all the tested conventional moulding sands with hybrid bentonite, i.e. the reference sand and sands with carbonaceous additives, meet this criterion. Based on this observation, it has been concluded that all the tested sands have adequate flowability which, after compaction with a similar work input, will produce a uniform mould compaction degree. Moreover, it was observed that all the moulding sands containing carbon carrier additives had a lower Dietert mouldability value (PD, %) than GMS1 reference moulding mixture.
The next tested criterion was the sand compactability (Z, %) presented in Fig. 4. The compactability is related to the moisture content in moulding sand, which in all tested moulding sands was kept at a similar level of Ww = 3.5% ± 0.1. Particularly low compactability was found in the GMS1/CD2_4 moulding sand (43.5%). Higher compactability was observed in the GMS/AG1 moulding sand (50.5%), which was probably due to the reduced content of coal dust No.2 in the mixture and its replacement with 25% of amorphous graphite No.3. Also, the compactability superior to the GMS1/CD2_4 sand was found in the GMS1/CD2_2 sand, where the LC carrier reduced to 2% has upgraded this parameter to a value of 55.5%. The Z parameters presented in Fig. 4 for moulding sands designated by the symbols GMS1, GMS1/HR1, GMS1/HR2 and GMS1/CD1 are probably close to the maximum compactability and reach the level of about 60%. The improvement in the Z parameter obtained for the GMS1/HR1 and GMS1/HR2 moulding sands is a consequence of reducing the content of LC carrier mixtures to 2% and introducing a 20% addition of hydrocarbon resin carrier instead of carrier No.2.
Figure 5 summarizes the results of studies of the technological parameter of a highly valued practical importance for obtaining the satisfactory surface quality in castings, namely the friability index of conventional green moulding sands (Fw). This is the index that helps to assess the risk of the occurrence of surface defects in castings, such as sand inclusions and burn-on defects. The lower is the value of this index, the lower is the risk of the occurrence of surface defects in castings.

The results of friability tests (Fw, %) carried out on conventional moulding sands: reference sand (GMS1) and sands with LC carriers
Introducing additives to the moulding sand with hybrid bentonite, such as the coal dust No.2 carrier mixed with hydrocarbon resin (GMS1/HR2), coal dust No.1 (GMS1/CD1) and amorphous graphite mixed with the coal dust No.2 carrier (GMS1/AG1), helped to reduce the sand friability (Fig. 5). In the analysis of the introduced LC carriers, the coal dust No.1 additive has proved to be the best, giving the Fw value of only 1.58%. Moreover, the results of friability measurements (Fw, %) made on the above-mentioned sands correlate with the results of earlier compactability tests (Z, %). To sum up, the inadequate water content in moulding sand, and in particular failure to meet the required moisture content in a water—hybrid bentonite—special additives system (in this case LC carriers) may result in a significant deterioration of compactability and excessive friability, both of which were observed in moulding sands GMS1/CD2_4 and GMS1/CD2_2 (with the LC content reduced to 2%). As in the previous studies of compactability (Z, %), reducing the content of LC carrier mixtures in the GMS1/HR1 and GMS1/HR2 moulding sands to 2% and replacing in these mixtures the coal dust No.2 carrier with a hydrocarbon resin carrier added in an amount of 20% significantly reduced the phenomenon of friability observed in the GMS1/CD2_4 and GMS1/CD2_2 moulding sands. This tendency was further confirmed by the friability test carried out on the GMS1/AG1 moulding sand, where replacing the coal dust No.2 carrier with amorphous graphite LC carrier added in an amount of 25% lowered the value of Fw to only 1.74%.
4.3 Mechanical tests
Considering comprehensively the studies of new casting materials such as hybrid bentonite and carbonaceous additives, it seems reasonable to determine the impact of these materials on the mechanical parameters of green moulding sands. Figures 6, 7 and 8 show the averaged results of the study of mechanical parameters, such as green compressive strength (Rcw), tensile strength (Rmw) and tensile strength in the transformation zone (Rkw).

The results of green compressive strength tests (Rcw) carried out on conventional moulding sands: reference sand (GMS1) and sands with LC carriers

The results of tensile tests (Rmw) carried out on conventional moulding sands: reference sand (GMS1) and sands with LC carriers

The results of tensile tests in the transformation zone (Rkw) carried out on conventional moulding sands: reference sand (GMS1) and sands with LC carriers
The compilation of green compressive strength (Rcw) values (Fig. 6) shows that in none of the tested cases, the introduction of five carbonaceous additives into the moulding sand with hybrid bentonite had a negative impact on this parameter. Moreover, the results of the Rcw tests were reproducible, which was probably due to the process of mixing and stabilizing the moisture content in moulding sand before making laboratory specimens [28] and to the properly designed composition of the mixture of carbonaceous additives. The green compressive strength obtained for the moulding sands with additives was by 4.7% (GMS1/HR2) to even 45.5% (GMS1/CD2_4) higher than the value obtained for the reference moulding sand (GMS1). Considering the Rcw test results obtained for moulding sands with different content of coal dust No.2, it can be seen that reducing the content of this carrier and/or replacing it with other LC carriers (GMS1/AG1, GMS1/HR1, GMS1/HR2) causes a reduction in compressive strength.
Analysing the results shown in Fig. 7, a similar improvement in mechanical strength was reported for the tensile strength parameter (Rmw) in all the six green moulding sands with LC carriers. Compared with the results obtained for the GMS1 moulding sand, an improvement in this strength ranging from 30.3% for the GMS1/CD1 moulding sand to even 57.6% for the GMS1/HR1 moulding sand was stated. In none of the tested moulding sands with hybrid bentonite and additives, a deterioration of this parameter due to the presence of 2–4% of carbonaceous additives in the moulding sand composition was observed. Similar conclusions are not applicable to the case of the tensile strength in the transformation zone (Rkw) shown in Fig. 8. The averaged measurement results indicate the possibility of the occurrence of an undesirable phenomenon of sand weakening due to the conditions favourable for increased moisture condensation. This phenomenon is caused by the release of moisture from moulding sand as a result of heating > 100 °C, transport of water vapour deep into the sand volume and condensation forming the, so-called, transformation zone.
The effect of the strength decrease in the transformation zone should be analysed in many aspects related to water evaporation, including free (excess) water, water present in a water-clay system in the moulding sand with hybrid bentonite [3] and water released during heating and temperature-induced degradation of carbonaceous additives with various chemical structures [12,13,14]. To simplify this phenomenon, when analysing Fig. 8, it can be assumed that the amount of water released from the water system with hybrid bentonite is constant, and therefore the sand strength decrease in the transformation zone due to water vapour condensation will depend on other of the above-mentioned phenomena, which occur on heating the moulding sands with carbonaceous additives. The results of the strength tests in the transformation zone correspond to the results of the gas formation tests carried out on the moulding sands shown in Table 3, where the highest gas formation rate was recorded for the GMS1/CD2_4 moulding sand which, at the same time, had the lowest strength Rkw. To sum up the results of the Rkw tests carried out on moulding sands with various content of coal dust No.2, it can be said that reducing the addition of this carrier or replacing it partially with other LC carriers (GMS1/AG1, GMS1/HR1, GMS1/HR2) increases the tensile strength in the transformation zone, contrary to what happens in the Rcw test.
5 Studies of test casting surface
5.1 Making castings under semi-industrial conditions
The above-mentioned results of materials testing and studies of the technological as well as mechanical parameters of moulding sands with hybrid bentonite and five carbonaceous additives do not exclude any of the developed sand compositions from use in the test casting. In most cases, the carbonaceous additives proposed as LC carriers do not deteriorate in any significant manner the properties of moulding sands based on the reference sand (GMS1), the only exception being the gas formation tendency (Table 3) and permeability (Fig. 2). Therefore, it is necessary to carry out under semi-industrial conditions a trial pouring with grey cast iron (GCI) of moulds made from the moulding sands with compositions proposed in Table 2 (Fig. 9).

Stages in making test castings: a mould before pouring, b mould after pouring with grey cast iron, c finished GCI casting before sandblasting, d finished GCI casting after sandblasting
Figure 9a shows an example of mould cavity made from the GMS1 moulding sand, in which the test iron casting designated in Table 2 as GCI0 was poured. The remaining moulding sands with five additives were poured with cast iron to obtain castings GCI1–GCI6. Before pouring of moulds, the melt temperature was stabilized in the graphite crucible and kept at a level of about 1380 °C. Figure 9c shows an example of the test casting immediately after knocking out from mould. The same casting after sandblasting carried out under uniform time conditions using the same tools is shown in Fig. 9d.
5.2 Verifying the effect of LC carrier type on the surface quality of iron castings
The surface of the sandblasted casting with the smallest (I) cross-section (20 mm x 120 mm) and the largest (II) cross-Sect. (35 mm x 120 mm) in the areas designated as “a–c” (Fig. 10) was used for the SEM imaging done on a Hitachi TM3000 microscope. The photos taken were then used in the process of 3D reconstruction of the casting surface to measure the roughness parameters used for the determination of the surface quality of castings obtained in the tested moulding sands.

View with two sections (I and II) in three areas (a, b, c) used for the 3D reconstruction of iron casting surface
Figures 11, 12 and 13 below show sample views of the casting surface in areas “a–c” (Fig. 10), where roughness measurements were made along the section marked with a blue line. Table 4 summarizes the results of roughness measurements taken on a measuring section of the length Lr = 718.89 µm made of three elementary segments Lr = 239.63 µm. In Table 4, under each value of the roughness parameter, there are parentheses with scores calculated for the parameter values in the order from the lowest value (score = 1) to the highest value (score = 6), separately for the tested casting sections I and II.

Examples of the reconstructed surfaces on which details of casting roughness were examined: a GCI0/GMS1, b GCI3/GMS1/AG1

Examples of the reconstructed surfaces on which details of casting roughness were examined: a GCI4/GMS1/HR1, b GCI5/GMS1/HR2

Examples of the reconstructed 3D surfaces on which details of casting roughness were examined: a GCI1/GMS1/CD1, b GCI2/GMS1/CD2_4
Analysing the casting surface roughness parameters compiled in Table 4, it can be concluded that in most cases the use of carbonaceous additives introduced to the GMS1 moulding sand has improved the surface quality of castings GCI1-GCI5. The exception is the surface of the GIC6 casting, where most of the roughness parameters correspond to the results obtained for the GIC0 reference casting. As regards the parameters examined in detail, i.e. Ra, Rz, Rq, Rp, Rv, Rlr, the conclusion is that casting GCI1 is the best (23) in terms of quality, which confirms earlier examinations of the casting surface made with the naked eye before and after the sandblasting process. Additionally, the results of roughness measurements made for casting GCI1 are corresponding to the results of friability index measurements (Fig. 5) made for the GMS1/CD1 moulding sand which gave the lowest measured value of 1.58. Moreover, it was noticed that test castings GCI2 (38) and GCI5 (33) had similar favourable qualities (Ra, Rz, Rq, Rv and RSm). The smallest improvement, and in the case of some parameters even deterioration of the surface quality, was found in castings GIC3 (58), GCI4 (59) and, of course, in casting GIC6 (82). To reduce the possible measurement error, another stage of the casting surface reconstruction was carried out (Fig. 14) and the measuring sections (I and II) in areas “a–c” were multiplied by increasing the total measuring length to SLr = 7188.75 µm. The results of the measurements of the surface roughness parameters made on the surfaces shown in Fig. 14 are summarized in Table 5. To evaluate the effect of the special carbonaceous additives, similar to Table 4, scores 1–6 were used; they are shown in parentheses under the values of the roughness parameters.

Examples of reconstructed 3D surfaces on which the length of the measuring section given in [µm] was multiplied to determine the roughness of test castings: a GCI0, b GCI1, c GCI3 and d GCI4
Tests carried out on castings made in the conventional moulding sands with hybrid bentonite without carbonaceous additives described in [9] have revealed a tendency to the deterioration of roughness parameters with the increasing length of the measuring section. Table 5 compares the results of roughness measurements, made on the surfaces shown as an example in Fig. 14, along the section SLr = 7188.75 µm composed of sections I and II in areas “a–c” (Fig. 10).
The set of roughness parameters in Table 5 shows that the examined surface quality is consistent with the results of analysis based on the data compiled in Table 4, carried out for casting GCI1 made in the GMS1/CD1 moulding sand. The conclusion from the analysis of individual surface roughness parameters (SRa, SRz, SRq, SRp, SRv) is that the proposed composition of the GMS1/CD1 moulding sand with hybrid bentonite (16) for use in foundry practice should contain the addition of carbon carrier No.1 (4%). Reducing to 2% the content of carbon carrier No. 2 in the GMS1/CD2_2 moulding sand, in which casting GIC6 was made, produced the surface with the lowest roughness parameters (80). The reason was too low content of the released lustrous carbon (0.078), as shown in Table 3, and high friability index (Fig. 5). The results of the analysis of the surface roughness parameters of the test castings (GIC1-GIC5) listed in Table 5 do not exclude from practical application the remaining carbonaceous additives, in particular mixtures of the additives introduced to moulding sands (2%) designated by the symbols GMS1/HR1 (34) and GMS1/HR2 (45). Among the tested casting surfaces, the effect of the GMS1/CD2_4 (56) moulding sand composition on the surface quality is evaluated as the least favourable, and the same applies to GMS1/AG1 (62). Nevertheless, the examined parameters (Z and Fw) of the GMS1/CD2_4 moulding sand are worth analysing, as they indirectly affected the surface quality of casting GCI2. In the case of the GMS1/AG1 (61) moulding sand with increased length of the measuring section, the mixture of additives, i.e. coal dust No.2 with amorphous graphite No.3, produced the least advantageous roughness values (most of “5” scores in section II) among all the tested parameters.
Castings GIC0-GIC6 were examined by the X-ray microtomography to reveal the sub-surface defects which might be caused by the presence of carbonaceous additives in moulding sand, producing different gas evolution rates (Table 3) and different permeability of moulding sand (Fig. 2). Examples of images made by the X-ray computed tomography are shown in Fig. 15.

Examples of X-ray computed tomography images of test castings marked with areas of internal casting defects enveloped in red. Green arrows indicate the places where the castings were poured: a GCI0 (reference casting), b GCI6 (GMS1/CD2_2), c GCI5 (GMS1/HR2) and d GCI4 (GMS1/HR1)
Analysing the examples of images made by the X-ray computed tomography on a V|tome|x l-450 device, it can be assumed that the examined castings are free from defects related to the type of LC carrier additives to moulding sand like a gas porosities. In castings GIC0 (Fig. 15a), GIC5 (Fig. 15c) and GIC6 (Fig. 15b), areas of shrinkage porosity are visible inside the castings on “section II” and the adjacent area. In castings GIC6 (Fig. 15a) small area of shrinkage porosity is visible inside the castings on “section I”. Most probably they are due to the casting design (differences in wall thickness between the sections) and non-directional solidification connected to a basic pouring system showed in Fig. 9.
6 Discussion of results
The comprehensive analysis of conventional moulding sands with hybrid bentonite based on the laboratory and semi-industrial tests carried out on moulds made of these sands allows approaching the problem of using carbonaceous additives as LC carriers in a broader perspective. Introducing carbonaceous additives with different chemical structure to moulding sands with hybrid bentonite for better quality of the outer surface of castings increases the gas formation tendency of the sand two or even three times (Table 3). The gas formation tendency of the moulding sand should always be considered as dependent on the presence of additives and moisture, both of which significantly reduce the permeability (Pw) of the green moulding sand. The gas formation tendency is also related to the ability to form an LC shell on the grains of base silica sand from the reducing atmosphere that is developed at the metal-mould interface in the process of gas and water vapour evolution. With a similar tendency to release LC from the reducing atmosphere (Table 3), the use of certain carbonaceous additives in the sand composition may contribute to deterioration of the working environment quality, mainly due to the observed release of harmful compounds from the PAHs group (BTEX). The comprehensive approach to the study of specific compositions of conventional moulding sands with hybrid bentonite puts in doubt the validity of the tests carried out on individual components and additives “separately”. This is an important finding in view of the widespread use of conventional moulding sands in foundry practice. As it results from the set of tests carried out on moulding materials, water plays an important role in the moulding sand composition, as it affects each of the tested parameters. The coexistence of special components in the moulding sand composition, such as the hydrocarbon resins, enables maintaining the LC index values at a similar high level, while reducing the content of carbonaceous additives in the GMS1/HR1 and GMS1/HR2 moulding sands to 2%. Comprehensive studies of the technological and mechanical parameters have shown that reducing the LC carrier content in moulding sand GMS1/CD2_2 to 2% without the addition of other carbonaceous LC carriers did not bring positive results. In the case of the examined amorphous graphite additive (carrier No.3), proposed as another alternative to the traditionally used coal dust, it has been found that its presence in the mixture of carbonaceous additives introduced to conventional green moulding sands results in the precipitation of LC on par with other additives tested. This phenomenon was observed in the GMS1/AG1 moulding sand, despite the low tendency of amorphous graphite to form an LC shell reported in [22]. Unfortunately, the introduction of amorphous graphite to partially replace additive No.2 in the carbonaceous mixture brought a significant reduction (53%) in permeability (Pw), thus raising the risk of the low casting surface quality. As regards testing the LC index of carbonaceous additives, a very important parameter was the temperature and its specific value of 875 °C, determined in accordance with the standard. Another important parameter in the study of the LC index of moulding sands with carbonaceous additives was the heating rate of sand components. The heating rates of the dry components and the green moulding sand differ, which is important for the high-temperature pyrolysis process, as indicated by the researchers in [25]. Moreover, the temperature adopted in the LC index testing is different from the temperature at which the tested moulding sands are poured with cast iron (1380 °C).
7 Conclusions
As a result of the comprehensive tests carried out on conventional moulding sands bonded with hybrid bentonite and containing five additives acting as lustrous carbon carriers. The following conclusions were drawn:
-
No negative effects, such as a deterioration of the iron casting surface quality due to the increased gas formation tendency of moulding sand combined with a significant reduction in permeability, were observed when carbonaceous additives were introduced to the sand composition.
-
Compared to the reference moulding sand, no significant deterioration of the technological parameters, such as Dietert mouldability test (PD. %) and compactability (Z. %). was reported. It was noticed that the introduction of carbonaceous additives has contributed to a significant improvement in the green moulding sand friability (Fw. %). The exceptions were the GMS1/CD2_4 and GMS1/CD_2 moulding sands, the examined technological parameters of which differed unfavourably from other moulding sands with carbonaceous additives in the values of friability (Fw. %) and compactability (Z. %).
-
No negative effects such as a significant deterioration of the mechanical parameters of green moulding sands (tensile strength in the transformation zone (Rkw) were noticed to occur. On the contrary, the introduction of carbonaceous additives indirectly led to an increase in the strength Rcw and Rmw compared to the parameters of reference moulding sand (without additives). The explanation may be the effective use of excess water in the water-clay system for wetting the surface of the additives. The introduction of carbonaceous additives could bring the conventional moulding sands closer to the extreme values of their mechanical strength.
-
Introducing carbonaceous additives into conventional moulding sands to reduce the risk of the occurrence of surface defects caused by the silica sand refractoriness and penetration of liquid iron alloy (cast iron) into the sand has improved, as expected, the selected roughness parameters. In particular, detailed analysis of parameters such as Ra (SRa), Rz (SRz), Rq (SRq), Rp (SRp), Rv (SRv) has demonstrated that coal dust additive No.1 (4%) and mixtures of additives (2%) introduced to the GMS1/HR1 and GMS1/HR2 moulding sands are recommended in the composition of conventional moulding sands with hybrid bentonite. A small amount of hydrocarbon resins No.4 and No.5 used in both mixtures of additives enabled reducing the content of special carbonaceous additives by 50%, while maintaining the favourable casting surface quality. The least significant improvement in roughness parameters was obtained for moulding sand GMS1/CD2_2 with coal dust No. 2 (2%), moulding sand GMS1/CD2_4 with coal dust No. 2 (4%), and moulding sand GMS1/AG1 with mixture of coal dust No. 2 and amorphous graphite No.3 (4%).
-
The carbon carrier additives introduced to the reference moulding sand (GMS1) caused changes in all the technological and mechanical parameters, including those of critical importance for the quality of grey iron castings, but they were not the source of defects whose origin is gas formation and reduced permeability.
Availability of data and material
The raw/processed data required to reproduce these findings can be shared via request.
References
Boylu F. Optimization of foundry sand characteristics of soda-activated calcium bentonite. Appl Clay Sci. 2011. https://doi.org/10.1016/j.clay.2011.02.005.
Beňo J, Lichý P, Kroupová I, Radkovský F. Influencing of foundry bentonite mixtures by binder activation. Metalurgija/Metallurgy. 2016;55:7–10.
Kamińska J, Puzio S, Angrecki M. Effect of bentonite clay addition on the thermal and mechanical properties of conventional moulding sands. Arch Foundry Eng. 2020. https://doi.org/10.24425/afe.2020.131291.
Jelinek P, Dobosz S, Beno J, Major-Gabryś K. Thermostability of montmorillonitic clays. China Foundry. 2014;11:201–7.
Grabowska B, Holtzer M, Kot I, Kwaśniewska-Królikowska D. Spectrophotometry application for the montmorillonite content determination in moulding sands with bentonite. Metall Foundry Eng. 2011;37:73–9.
Campbell J. Complete casting handbook: metal casting processes. Metallurgy. Techniques and design. Oxford: Butterworth-Heinemann; 2015.
Campbell J, Naro RL. Lustrous carbon in grey iron. AFS Trans. 2010;114:10–36.
Naro RL. Formation and control of lustrous carbon surface defects in iron and steel castings. Trans Am Foundrymen’s Soc. 2002;1:815–34.
Kamińska J, Puzio S, Angrecki M, Stachowicz M. The effect of the addition of bentonite clay to traditional sand mixtures on the surface quality of iron castings. J Ecol Eng. 2020. https://doi.org/10.12911/22998993/112505.
Said RM, Kamal MRM, Miswan NH, Ng SJ. Optimization of moulding composition for quality improvement of sand casting. J Adv Manuf Technol. 2018;12:301–10.
Michta-Stawiarska T. Difficulties in stabilization of conventional sand mixes. Krzepnięcie Metali i Stopów. 1998;35:9–13 (in Polish).
Bobrowski A, Holtzer M. Assessment of environmental influence of bentonite and lustrous carbon carrier–in an aspect of gases emission. Arch Foundry Eng. 2009;9:21–4.
Holtzer M, Bobrowski A, Grabowska B, Eichholz S, Hodorc K. Investigation of carriers of lustrous carbon at high temperatures by infrared spectroscopy (FTIR). Arch Foundry Eng. 2010;10:61–8.
Holtzer M, Żymankowska-Kumon S, Kubecki M, Kwaśniewska-Królikowska D. Harmfulness assessment of resins used as lustrous carbon carriers in bentonite moulding sands. Arch Metall Mater. 2013. https://doi.org/10.2478/amm-2013-0078.
Zieliñski J, Polaczek J, Dobrzyñska D, Zieliñski T, Dubrawski S, Machowska Z. Hydrocarbon resin/polymer blends as precursors of lustrous carbon. Polimery. 2005;50:216–8.
Kwaśniewska-Królikowska D, Holtzer M. Selection criteria of lustrous carbon carriers in the aspect of properties of greensand system. Metalurgija/Metallurgy. 2013;52:62–4.
Wang Y, Huang H, Cannon FS, Voigt RC, Komarneni S, Furness JC. Evaluation of volatile hydrocarbon emission characteristics of carbonaceous additives in green sand foundries. Environ Sci Technol. 2007. https://doi.org/10.1021/es0628295.
Wang Y, Cannon FS, Li X. Comparative analysis of hazardous air pollutant emissions of casting materials measured in analytical pyrolysis and conventional metal pouring emission tests. Environ Sci Technol. 2011. https://doi.org/10.1021/es2023048.
Knecht U, Elliehausen HJ, Woitowitz HJ. Gaseous and adsorbed PAH in an iron foundry. Occup Environ Med. 1986;43:834–8.
Dungan RS. Headspace solid-phase microextraction (HS-SPME) for the determination of benzene. Toluene. Ethylbenzene and xylenes (BTEX) in foundry moulding sand. Anal Lett. 2005;38:2393–405.
Holtzer M, Grabowska B, Zymankowska-Kumon S, Kwasniewska-Krolikowska D, Dańko R, Solarski W, Bobrowski A. Harmfulness of moulding sands with bentonite and lustrous carbon carriers. Metalurgija/Metallurgy. 2012;51:437–40.
Kamińska J, Stachowicz M, Kubecki M. Research on selected types of lustrous carbon carriers after the high-temperature pyrolysis. Arch Foundry Eng. 2021. https://doi.org/10.24425/afe.2021.136078.
Engelhardt T. New concepts to reduce the emission from green sand. Fonderie Magazine/Przegląd Odlewnictwa. 2010;7:24–36 (in Polish).
Richardson N, LaFay V. Why iron castings need sea coal. Foundry Trade J. 2014;188:351–5.
Holtzer M, Kmita A, Roczniak A. Processes of pyrolysis and their effect on cast quality and working conditions. J Appl Mater. 2016. https://doi.org/10.7356/iod.2016.13.
Pribulová A, Futaš P, Rosová A, Demeter P, Baricová D. Influence of foundry dust on moulding mixtures quality. Metalurgija. 2013;52:51–4.
Orlenius J. Factors related to the formation of gas porosity in grey cast iron: investigation of core gas evolution and gas concentrations in molten iron. Research Series from Chalmers University of Technology. Licentiate Theses. 2008.
Kamińska J, Marcinkowski A, Dąbek P. Influence of the maturing time on properties of bentonite moulding sands on the reclaimed material matrix. Fonderie Magazine/Przegląd Odlewnictwa. 2015;65:384–9.
Funding
This study was funded by as part of Project No. LIDER/21/0125/L-8/16/NCBR/2017.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Research involving human participants and/or animals
This article does not contain any studies with human participants or animals performed by any of the authors.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kamińska, J., Stachowicz, M., Puzio, S. et al. Studies of mechanical and technological parameters and evaluation of the role of lustrous carbon carriers in green moulding sands with hybrid bentonite. Archiv.Civ.Mech.Eng 23, 11 (2023). https://doi.org/10.1007/s43452-022-00550-1
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s43452-022-00550-1