
Abstract
This is a theoretical and empirical investigation of the synergistic preparation of ferrophosphorus via carbothermal reduction using phosphate rock and copper slag as raw materials. The results showed that with an increase in carbon dosage, the amount of ferrophosphorus obtained first increased and then decreased. The amounts of ferrophosphorus obtained after separation were highest at a carbon dosage of 12 wt%. The distribution ratio of Fe–P in the slag and metal was opposite to that the amounts of ferrophosphorus, highlighting its facile and complete separation from the slag. A high carbon dosage also hinders the aggregation, growth, and separation of ferrophosphorus particles. In addition, the obtained ferrophosphorus impurity content is the lowest at a carbon dosage of 12 wt%. The products were characterized by X-ray diffraction, chemical composition and scanning electron microscopy, and energy-dispersive X-ray spectroscopy. The main phases of the ferrophosphorus were Fe3P and Fe2P, and the main phase of the residue was CaSiO3.
Graphical Abstract

Similar content being viewed by others
Introduction
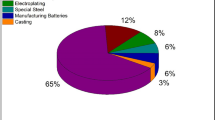
Phosphate rock (PR) is not only a strategic non-metallic mineral resource but also an important chemical raw material. In 2020, China’s proven reserves of PR resources were 3.2 billion tons, accounting for 4.51% of the global reserves [1]. The Chinese reserves comprise a small amount of rich phosphate ore, while low- and middle-grade ore (P2O5 < 30%, mean = 17%) account for approximately 90% [2, 3]. Copper slag (CS) is produced in the smelting matte and refining of copper ore. China produces approximately 15 million tons of CS annually, with a cumulative stock of 300 million tons [4]. CS contains several valuable metals, with the content of iron is close to the rich iron ore grades (> 50%) [5]. At present, the utilization rates of iron and copper from CS are less than 12% and 1%, respectively. We propose that continued stocking of CS not only wastes resources, but also increases the risks of environmental pollution.
PR is primarily used to produce phosphoric acids. The main production methods are pyro- or hydrotreatment and cellar processing. The PR grade required for pyrotreatment is relatively high (P2O5 > 30%), and the concentration of the obtained phosphoric acid is low with a large amount of impurities; hydro- and cellar treatment require large amounts of energy, long periods for production, and high costs [6,7,8,9]. The modern uses of CS include the extraction of valuable metals, such as Fe and Cu, and production of cement for building material [10,11,12,13]. Methods for extracting valuable metals from CS include pyro- and hydrotreatments. Li et al. [14] used a direct reduction-magnetic separation method (coke was used as a reducing agent with 8% Na2CO3 and a certain amount of CaO at an alkalinity of 0.5) to recover iron and copper at rates as high as 94.3% and 84.5%, respectively. Banzaan et al. [15] treated copper slag via oxidation-leaching using H2O2 and H2SO4 under atmospheric pressure. In a step-by-step process using an extractant, they recovered Cu, Co, and Zn at rates of 80%, 90%, and 90%, respectively. Hydrometallurgy has relatively low metal recovery rates and produces large amounts of different wastes [16]; pyrotreatment requires calcium oxide as well as large amounts of energy and capital for low returns [17]. Thus, the use of pyro- or hydrotreatments to recover metals from CS is limited by several shortcomings.
The main component of PR is calcium fluorophosphate, which contains a small amount of silica. Studies have shown that after high-temperature reduction, calcium fluoride decomposes into calcium oxide [18, 19], which is often used as an alkaline regulator of mineral reduction. The main component of CS is fayalite, which contains a small amount of magnetite. Fayalite is chemically stable and difficult to decompose. However, studies have shown that fayalite reacts with carbon at certain temperatures to produce iron and silica [14]. Silica is an acidic oxide with a strong affinity for calcium oxide, and can thus be used to regulate reactions containing calcium oxide.
The present study proposes a method using composite-modified carbothermal reduction to prepare ferrophosphorus (Fe–P) alloys from PR and CS. In a previous study, we found that carbon content had the greatest influence on the formation of Fe–P alloys by co-reduction. Here, we further investigated the influence of carbon content on the preparation of Fe–P alloys by the synergistic reduction of PR and CS. The proposed method is optimized to produce Fe–P alloys from PR and CS with high added value, short processing time, low energy costs, and low levels of pollution.
Materials and Methods
Materials
PR, CS, graphite (purity > 99%), and borax (B2O3) were used as raw materials. The chemical and phase compositions of PR and CS are presented in Table 1 and Fig. 1. The main components of the CS were 56.83% Fe2O3, 20.62% SiO2, and the required Fe content for smelting. The main components of the PR were 48.94% CaO, 32.98% P2O5, and 9.79% SiO2 (Table 1). The main phases of the PR were calcium fluorophosphate (Ca5[PO4]3F) and a small amount of SiO2, and the main phases of the CS were olivine (Fe2SiO4) and magnetite (Fe3O4) (Fig. 1).

XRD diagram of phosphate rock (PR) and copper slag (CS)
Methods
The CS and PR were pulverized to particle sizes of < 74 μm using a ball mill. Certain weights of PR and CS, graphite and borax (melting agent), and 0.4% methyl cellulose (binder) were thoroughly mixed. Approximately, 23.89 g of the mixture was briquetted at 15 MPa in a cylinder (Ø 30 × 15 mm). Separate samples were placed in 50 × 50 × 40 graphite crucibles and dried in an oven at 120 °C for 24 h. The graphite crucibles were then placed in the constant temperature region of a high-temperature energy-saving tube furnace (maximum temperature = 1600 °C). High-purity Ar (purity > 99%) was added to the corundum tube for approximately 10 min at a flow rate of 600 mL min−1 to purge O2. Ar flowing at 40 mL min−1 was used to maintain an inert state, preventing oxidation of the samples during roasting and cooling to ambient temperature.
The addition of carbon prevented oxidization from creating a gas overflow during the carbothermic reduction process, while volatilization of some elements at high temperatures caused a mass loss of the sample. A minor amount of Fe–P was retained in the slag, and the separation of Fe–P was expressed as a distribution ratio. The mass loss and distribution of the sample were calculated using Eqs. 1 and 2, respectively [20]:
where α is the mass loss after reduction, M1 is the mass of PR and CS before reduction (g), M2 denotes the mass of PR and CS after reduction (g), m1 is the quantity of methyl cellulose (g), \(L_{{{\text{FeXP}}}}\) is the mass of Fe–P in the slag and the distribution ratio in the metal, ωAO represents the Fe–P mass fraction in the slag, and ωA is the Fe–P mass fraction in the metal.
Results and Discussion
Thermodynamics
According to the chemical composition of PR and CS (Table 1), we assessed the thermodynamics in the synergistic preparation of Fe–P from CS and PR using the Equilib module of FactSage 8.1. We used the databases FactPS (pure material) and FToxide (oxide), and the results are shown in Fig. 2. The "Liquid Slag" in the figure represents the quality of the liquid slag in the system. The total mass of the sample is 100 g, and the line under the Liquid Slag curve represents the content of various minerals or oxides in it. It can be seen from the figure that with the increase of carbon dosage, the liquid slag content increases first and then decreases. When the carbon dosage is 10 wt%, the slag liquid phase of the system is more, but the Fe3P phase content is low. The reason is that the carbon dosage is insufficient, the reaction is not sufficient, and the Fe3P produced is less. When the carbon dosage is 12 wt%, more Fe2P is formed in the system, indicating that the reaction degree is increased at this time. Continue to increase the carbon dosage, the liquid content of the slag in the system is significantly reduced. Compared with the carbon dosage of 12 wt%, the increase of Fe2P generation is not obvious. Therefore, considering the cost and resource saving, the theoretical carbon dosage is 12 wt%. The reduction effect is the best, and the yield of Fe2P is higher.

Main phase compositions of phosphate rock (PR) and copper slag (CS) at different temperatures
We calculated the amount of Fe–P produced at different carbon dosages (Fig. 3a). At a carbon dosage of 10 wt% to 16 wt%, Fe–P was produced in two stages. At a carbon dosage of 10 wt% to 12 wt%, Fe–P formed after a rapid increase in the reaction rate of the system associated with the increase in carbon dosage. At a carbon dosage > 12 wt%, the amount of Fe–P obtained did not vary and the carbon was in surplus. Therefore, the reaction was most effective at a carbon dosage of 12 wt%. The volatilization of phosphorus increased with increasing carbon dosage, especially at 14 wt%, which was not conducive to the formation of ferrophosphorus (Fig. 3b).

Effect of different carbon dosages on a the formation of ferrophosphorus and b phosphorus volatilization
Ferrophosphorus Phase Analysis
Mass Loss Ratio of the Sample and Separated Ferrophosphorus
Figure 4a shows the mass losses after co-reduction of PR and CS with different carbon dosages and the corresponding Fe–P obtained after separation. With an increase in carbon dosage, the mass losses of the sample increased and the amount of Fe–P obtained by separation first increased and then decreased. The maximum amount of Fe–P was obtained at a carbon dosage of 12 wt%. At a low carbon dosage, the amount of reducing agent was insufficient for the reaction, resulting in low mass losses and low amounts of Fe–P. With increasing carbon dosage, the complete reaction between PR and CS could occur [21]. At a carbon dosage of 14 wt%, the mass losses of the sample reach a maximum of 33.97% and the final amount of Fe–P decreases, which reflects the increasing volatilization of phosphorus in the PR. Additionally, excess carbon dosage will lead to a decrease in reaction driving force and, consequently, material grade. Therefore, a carbon dosage ≥ 14 wt% is not conducive to the formation of Fe–P.

a Mass loss ratio of the sample and separated Fe–P and b particle size of ferrophosphorus at different carbon dosages (T = 1400 ℃, R = 1.0, t = 60 min, B2O3 = 6%)
A high carbon dosage also hinders the migration, diffusion, aggregation, and growth of ferrophosphorus particles (Fig. 4b). At a carbon dosage of 14 wt%, the obtained phosphorus and iron particles were comparatively small; thus, high levels of carbon dosage are not conducive to separation.
The contents of total iron (TFe), metallic iron (MFe), and phosphorus (TP) in Fe–P first increased and then decreased with increasing carbon dosage (Fig. 5a). At a carbon dosage of 12 wt%, the contents of TFe, MFe, and TP reached a maximum of 82.31%, 74.38%, and 12.65%, respectively. At a carbon dosage of > 12 wt%, the contents of TFe, MFe, and TP in Fe–P showed a downward trend, which indicates that the amount of impurities in Fe–P increased. The distribution ratio of Fe–P in the slag and metal first decreased and then increased with an increase in the carbon dosage (Fig. 5b). At a carbon dosage of 12 wt%, the distribution ratio was the lowest, i.e., the Fe–P content in the residual slag was the lowest. Therefore, the optimum carbon dosage was 12 wt%.

a The content of total iron (TFe), metallic iron (MFe), and phosphorus (TP) in Fe–P. b Distribution ratio of Fe–P in slag and metal at different carbon dosages (T = 1400 °C, t = 60 min, R = 1.0, B2O3 = 6%)
Phase Analysis of Ferrophosphorus
The main phases of Fe–P were Fe3P, Fe2P, and a small amount of Mfe (Fig. 6). With increasing carbon content, the main phases of Fe–P were unchanged, though the intensities of the characteristic peaks of Fe3P and Fe2P increased. At a carbon dosage > 12 wt%, the intensity of the characteristic peaks of Fe3P and Fe2P decreased. The main reactions in this process were as follows:

X-ray diffraction (XRD) pattern of Fe–P after reduction (T = 1400 °C, t = 60 min, R = 1.0, B2O3 = 6%)
Ferrophosphorus SEM and EDS
The SEM and EDS results for samples treated with carbon dosages of 10 wt%, 12 wt%, and 14 wt% are shown in Fig. 7 . The microscopy results revealed four contrasts in the samples: gray, dark gray, black, and gray-white. For the samples treated with a carbon dosage of 10 wt%, the area for P overlapped with that for Fe, and a small amount of metallic iron was produced in addition to Fe–P. The distribution regions of carbon, iron, and phosphorus did not overlap, and there were a few regions of oxygen. At a carbon dosage of 12 wt%, the distribution overlap of P and Fe increased, i.e., the generated amount of Fe–P increased. With increasing carbon dosage, the degree of phosphorus and iron distribution overlap decreased.

Scanning electron microscopy (SEM) and energy-dispersive X-ray spectroscopy (EDS) spectra of Fe–P at a carbon dosage of a 10%, b 12%, and c 14% (T = 1400 °C, t = 60 min, R = 1.0, B2O3 = 6%)
We performed an energy spectrum analysis with different contrasts (Table 2). Contrast a refers to Fe–P; with low carbon dosage, the contents of Fe and P are low; maximum Fe and P contents were observed at 12 wt%. With increasing carbon dosage, the Fe and P contents decreased. This is because, at low carbon dosage, the reaction is insufficient and the formation of Fe–P is reduced. With increasing carbon dosage, the complete reaction to generate Fe–P can occur, though an excess of carbon dosage led to a decrease in reaction driving force and, consequently, reduced amounts and grades of Fe–P. According to the atomic ratio, Fe2P and Fe3P may be generated at high carbon contents. Contrast b refers to metallic iron. With an increase in carbon dosage, iron production first decreased and then increased. Contrast c, referring to carbon, showed a similar trend to iron in the amounts of carbon produced. Because the low carbon reaction is not sufficient, less gas is formed and carbon diffusion is blocked, resulting in the formation of phosphorus and iron embedded with carbon during cooling. With a carbon content of 12 wt%, the carbon dosage in the reaction system was sufficient, the reaction could be completed, and the amount of gas generated increased. The gas diffused outward and formed a channel, which promoted diffusion and reduced the carbon content in the Fe–P. With increasing carbon content, Fe–P formation decreased, and the carbon remaining in the Fe–P increased. Contrast d showed a small amount of oxygen, which first increased and then decreased with an increase in the carbon content. Chemical composition and contrast analyses showed that the final Fe–P phases were Fe2P and Fe3P (Figs. 5 and 6).
Slag Phase Analysis
Figure 8 shows the phase diagram of slag obtained after slag-iron separation under different carbon dosages. The phase of the final slag did not change under different carbon dosages, and the main phase formed was CaSiO3, with a small amount of Al2SiO5. The slag was subsequently analyzed by XRF (Table 3). The slag was mainly composed of SiO2 and CaO, with a small amount of Al2O3 and MgO. With increasing carbon dosage, the composition of the slag was unchanged. The ternary phase diagram of calcium oxide, silica, and alumina is shown in Fig. 9. With increasing carbon dosage from 10 to 18 wt%, the formation of slags was located in the primary crystal zone of CaSiO3, and the final reaction slag phase was CaSiO3. The main reason being that the amount of calcium oxide in the reaction system was relatively small, and the composition point of the final slag falls in the primary crystal region of CaSiO3 [22]. The main reactions in this process were as follows:

XRD patterns of slag formed at different carbon dosages (T = 1400 ℃, t = 60 min, R = 1.0, B2O3 = 6%)

Equilibrium phase diagram of the CaO–SiO2–Al2O3 slag formation
Conclusions
In this study, thermodynamic calculations and carbothermal reduction experiments were performed to explore the synergistic preparation of Fe–P from PR and CS. We concluded that
-
(1)
The optimal conditions for the preparation of Fe–P at R = 1.0 were C = 12%, and T = 1400 °C. The main phases of ferrophosphorus were Fe2P and Fe3P.
-
(2)
The main components of the tailings formed after reduction were silicates, and the main phases were CaSiO3 and Al2SiO5.
-
(3)
With an increase in carbon dosage, the amount of Fe–P obtained first increased and then decreased, and the amount of Fe–P obtained was greatest at a carbon dosage of 12 wt%. The distribution ratio of Fe–P in the slag and metal was opposite to that the amounts of ferrophosphorus. At a carbon content of 12 wt%, the distribution ratio was the lowest, i.e., the Fe–P content in the residual slag was the lowest. In addition, the contents of total iron (TFe), metallic iron (MFe), and phosphorus (TP) in Fe–P reached a maximum at a carbon dosage of 12 wt%.
References
U.S. Geological Survey (2020) Mineral Commodity Summaries. USGS, Reston
Qinghui W (2020) Research on process opimization and mechanism of vacuum carbothermic reduction of low-grade phosphate ore. Guizhou University
Zhang Y, Li W, Wang H (2020) Status quo of developmnet and utilization of phosphate resources in China. Ind Miner Process 49(06):43–46
Zhu D, Xu J, Guo Z, Pan J, Li S, Pan L, Yang C (2020) Synergetic utilization of copper slag and ferruginous manganese ore via co-reduction followed by magnetic separation process. J Clean Prod. https://doi.org/10.1016/j.jclepro.2019.119462
Xie R, Huang R, Zhao S, Yang J, Zhang J (2020) Research progress of copper slag resource utilization. Miner Protect Util 40(06):149–154
He B, Wei L, Xie D, Nie Y, Mei Y (2020) Current situation and sustainable development of wet process phosphorus processing industry in China. Inorg Chem Ind 52(01):1–4
Lei Bo MY, Yabin Y (2007) The development trend and research direction of thermal phosphoric acid. Yunnan Chem Ind 06:64–68
Wagner W, Kruse A (1998) Properties of Water and Steam / Zustandsgro Von Wasser Und Wasserdampf: The Industrial Standard Iapws-IF’97 for the Thermodynamic Properties and Supplemetary Equations for Other Properties / Der Indus. J Eur Environ Plan Law. https://doi.org/10.1163/18760104-01201006
Lizhen Z, Xiufeng Z, Xiumin T, Zihu L (2019) Research progress on comprehensive utilization of phosphogypsum resources in China. Miner Protect Util 39(04):14–18
Muravyov MIFNV, Usoltsev AV et al (2012) Leaching of copper and zinc from copper converter slag flotation tailings using H2SO4 and biologically generated Fe2(SO4)3. Hydrometallurgy. https://doi.org/10.1016/j.hydromet.2012.03.001
Shi C, Meyer C, Behnood A (2008) Utilization of copper slag in cement and concrete. Resour Conserv Recycl 52(10):1115–1120. https://doi.org/10.1016/j.resconrec.2008.06.008
Wang D, Wang Q, Huang Z (2020) Reuse of copper slag as a supplementary cementitious material: reactivity and safety. Resour Conserv Recycl. https://doi.org/10.1016/j.resconrec.2020.105037
Zhou S, Wei Y, Li B, Wang H (2019) Cleaner recycling of iron from waste copper slag by using walnut shell char as green reductant. J Clean Prod 217:423–431. https://doi.org/10.1016/j.jclepro.2019.01.184
Li S, Pan J, Zhu D, Guo Z, Xu J, Chou J (2019) A novel process to upgrade the copper slag by direct reduction-magnetic separation with the addition of Na2CO3 and CaO. Powder Technol 347:159–169. https://doi.org/10.1016/j.powtec.2019.02.046
Banza AN, Gock E, Kongolo K (2002) Base metals recovery from copper smelter slag by oxidising leaching and solvent extraction. Hydrometallurgy 67(1–3):63–69. https://doi.org/10.1016/S0304-386X(02)00138-X
Chen Y (2018) Experimental study on copper recovery from a low-grade copper slag. Yunnan Metall 47(05):28–31
Maolan Z, Je W, Hang C, Haoke F, Haohan G, Zhibiao H (2019) Experimental study on iron recovery by smelting reduction of copper slag. Nonferr Met 01:16–18
Qinzhi W (2020) Kinetics of vacuum carbothermal reduction of medium and low grade phosphate rock. Guizhou University
Wu Q, Li J, Lv X, Xv B, Chen C, Huang R (2021) Reaction mechanism of low-grade phosphate ore during vacuum carbothermal reduction. Metall Mater Trans B 52(3):1484–1494. https://doi.org/10.1007/s11663-021-02117-6
Honggui L (2005) The principle of metallurgy. Science Press, Beijing
Wang M, Yang S, Pang J (2019) Experimental study on reduction and iron extraction by pyrometallurgical copper slag modification. Min Metall Eng 39(01):98–101
Sarfo P, Das A, Wyss G, Young C (2017) Recovery of metal values from copper slag and reuse of residual secondary slag. Waste Manag 70:272–281. https://doi.org/10.1016/j.wasman.2017.09.024
Acknowledgements
The authors are especially grateful for the financial support from the National Natural Science Fund of China (Grant No. 52064010), Outstanding Young Scientific and Technological Talents in Guizhou Province (2021 (No. 5644)), and Key Nurturing Projects of Guizhou University (2019) No. 07.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
The contributing editor for this article was U. Pal.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Xu, A., Huang, R., Xie, R. et al. Preparation of Ferrophosphorus by Synergistic Reduction of Phosphate Rock and Copper Slag: Optimization of Carbon Addition. J. Sustain. Metall. 8, 1349–1357 (2022). https://doi.org/10.1007/s40831-022-00568-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40831-022-00568-y