
Abstract
The present study investigates the mechanical performance of recycled aggregates derived from excavation materials (REM). REM is blended with different quantities of recycled phyllite materials (RPM) and is investigated by Los Angeles (LA) and micro-Deval (MD) tests. X-ray diffraction (XRD) and acid solubility test are performed on the pulverized fractions < 1.6 mm obtained from the LA and MD tests to assess the respective degree of fragmentation and wear of mineral components. The results of the materials in unblended conditions showed considerable difference between MD performance while similar performance was found for LA. Furthermore, about 40% of RPM was sufficient to blend with REM without disturbing the required performance for blended mixtures. Mechanically weak minerals, i.e., phyllosilicates in RPM, significantly influenced the MD performance in blended and unblended varieties, and limestone minerals seem to disintegrate when mixed with amphibolite -which has the potential to dissolve in acidic environments.
Similar content being viewed by others


Introduction
Recycled materials are receiving global attention thanks to the significant attainable environmental and economic benefits (Wang et al. 2018). However, large quantities of recycled materials (e.g., produced from construction and demolition waste (CDW), etc.) require significant management planning (Ritter et al. 2013). Given this, stringent legislative policies and regulations enforce the potential value. In Europe, for instance, one of the legal and action plan initiative for waste management is the Waste Framework Directive 2008/98/EC which present basic guidelines toward recycling and reuse (European Commission 2008). This initiative promotes resource efficiency by supporting recycle operations and the market value of recycled materials for construction activities (Haas et al. 2020).
Considering CDW, the European waste catalogue (EWC) specifies mineral waste that constitutes typical CDW in a table of sequence, where excavated soil, stones, and dredging spoil are listed. Hence, some countries consider excavated soil and land leveling materials as CDW (Ng and Engelsen 2018). The management of excavation materials particularly from construction activities has not received enough attention due to socio-economic and political reasons (Crawford et al. 2017; Dahlbo et al. 2015; Huang et al. 2018). This has made it almost difficult to trace and track global volume generated annually. Consequently, data on handling and use of excavation materials is under-reported (Magnusson et al. 2015). So far, readily accessible recycling technologies for CDW focuses more on other waste products such as wood, concrete, masonry, glass, etc. (Menegaki and Damigos 2018; Ng and Engelsen 2018; Tam and Tam 2006), than excavated soil. Nevertheless, a few countries such as France, Italy, Austria, and Switzerland have implemented national legislative and recycling guidelines to promote excavation materials, mainly from tunnel construction (Magnusson et al. 2015). Similarly, in Norway, national projects such as Kortreist stein (short-travelled aggregates) and RESGRAM (recycled aggregates from excavation masses) are designed to develop technological processing solutions for sustainable use of high-quality excavation materials. Norway has a long tradition of adopting national policies and regulations, economic incentives, and extended producer responsibility to promote recycle operations and to create a market for high-quality waste materials (Karstensen et al. 2020).
Currently in Western Norway, the production of recycled excavation materials (REM) using a modernized wet processing recycling technology is practiced. This technology may be regarded as one of the best processing methods when it comes to recycling large and complex stream of waste materials. It effectively produces quality products through its washing steps and separation efficiency. In addition, the technology balances processing, material quality and market performance. Given that recycled aggregates derived from REM vary from source to source in geology, and they constitute a significant amount of fine fraction with potential organic and clay contaminated particles, its management is complex. Hence, the technology operated in Norway is an ideal choice. The recurring challenge is that subsequent physical, mechanical, and chemical properties of processed REM are not consistent and stabilized. This is because the REM produced are occasionally constituted by phyllites in the stockpile (Norby 2020). Phyllites are characterized by layered silicates and have low strength properties (Dengg et al. 2018); hence in this context, this could contribute to the performance variation observed in processed REM. In the USA, New York City faces the challenge of enacting policies which may open for complete use of REM (Walsh et al. 2019). These developments increase the skepticisms about the service performance and overall use of REM. Nevertheless, some studies have demonstrated the feasible use of REM in other applications (Dengg et al. 2018; Lieb 2011; Voit and Kuschel 2020).
In general, the mechanical performance of recycled aggregates produced from excavation materials may be intrinsically linked to mineralogical constituents. In a recent study, the Los Angeles (LA) and micro-Deval (MD) performance of REM was studied (Norby 2020). The LA values were found to be in the region 25–28%, while the MD varied considerably from 7 to 20%. In another study, the LA of REM increased from 17–30% and 10–26% for MD (Barbieri et al. 2019). Both studies demonstrated in an X-ray diffraction (XRD) analysis that REM comprised of a significant amount of phyllosilicates (i.e., mica and chlorite minerals) (Barbieri et al. 2019; Norby 2020). Furthermore, a comprehensive review study of the influence of mineralogy and other geological parameters on the LA and MD performance of different rock aggregates has recently been published (Adomako et al. 2021). The study found that quartz and feldspar had a good correlation to LA and MD performance and that rock aggregates containing approximately 20% of mechanically weak minerals such as phyllosilicates show satisfactory mechanical properties. The study further identified some textural features such as spatial distribution, grain shape and size, morphology, etc. as influential factors (Adomako et al. 2021). In another study, recycled phosphate aggregates of sedimentary origin composed of limestone, marl, and flintstone from a single location showed a significant variation of 46–67% for LA and 50–70% for MD due to the presence of clay and flintstone (Amrani et al. 2019). At this point, conclusions may be reached that the influence of mineralogy on the performance of excavation materials is fundamental.
It is also essential to emphasize that some authors have generally reported satisfactory performance values for excavation materials. In one particular case involving recycled andesite and marble aggregates from the same source, the LA of both materials reached permissible strengths of 25% and 27%, respectively, and therefore the authors implied that both materials could be applied in asphalt pavements characterized by light to medium traffic (Akbulut and Gürer 2007). The LA performance of recycled basalt aggregates was reported to be 13% and was incorporated into stone mastic asphalt (Karakuş 2011). The LA of recycled crushed basaltic aggregates was reported to be satisfactory at a value of 21% in the study by Arulrajah et al. (2012). In specific cases where the performance is compromised, it has been suggested by some authors that these materials (e.g., recycled basaltic aggregates) may be blended with other materials to achieve higher workability and strengths (Ali et al. 2011; Arulrajah et al. 2013). Speaking of blending recycled materials to achieve optimum performance, a function-based investigation by repeated load triaxial test was performed on REM which had been partially replaced by phyllite materials in different quantities (Adomako et al. 2022). The result first showed considerable stiffness variation between REM and phyllites in unblended condition, and phyllites substituted at 25% and 50% in REM confirmed a decrease in stiffness with increased content of RPM. Regarding the deformation behavior, both materials performed similarly. Conclusions reached by the authors were that the performance of the materials typically compares to other recycled materials despite the stiffness variation.
From the above review, it is clear that a few studies have extensively researched on the implications of mechanically weak rocks constituted in excavation materials. Questions related to which production level of REM may be expedient considering the presence of weak materials, and how the masses may be mixed to achieve satisfactory mechanical performance has not been studied in detail. Given this, the purpose of the present study is to investigate the LA and MD performance of REM mixed with mechanically weak materials in different quantities to establish the limit thresholds while maintaining acceptable performance. The study aims at establishing performance relationships based on the content of recycled phyllite materials (RPM) in REM and potential applications in unbound layers of road pavement. This approach may promote the use of REM in quantities significantly higher than current production levels and may serve as quality control guide in matters of REM and other mixtures. The last part of the study was to examine changing mineral assembly in the fine fractions extracted from blended mixtures in order to identify and understand which minerals abrade in both tests as indication of the effect of weak minerals. The study also compares the performance of other rock aggregates derived from different production sites across Norway.
Materials and methods
Sample preparation
In this study, the production of REM and RPM at Velde AS in Sandnes (Norway) is shown in Fig. 1. The facility uses wet recycling technology (CDE, Northern Ireland) to process excavation materials and construction waste. The facility has a 350 tons per hour processing capacity. The processing steps begins with transporting the feedstock of excavation material onto a 100 mm grizzly feeder which is further transported to the scrubbing and washing units of the recycling facility. An over band magnet separator removes ferrous metals from the materials. Lightweight floatation materials are dewatered and separated through another chamber, and the rest of the feedstock are dewatered and fractionated before passing through secondary magnetic separation. The final products then comprise of fractionated fine and coarse size particles. The fraction obtained for investigation in the study is 4/16 mm. This is one of the standard fractions currently produced by the facility for road and concrete applications. The lithology of REM comprise of gneiss, granite, feldspathic rock, and occasional presence of phyllites (Norby 2020). The materials were sourced from the north Jæren region in Norway. On the other hand, RPM (320 tons) was obtained from a surplus material which had been collected after cable trench blasting operations in Stavanger city. The processing of both REM and RPM through the recycling plant followed the same production protocol.

Production of REM and RPM from Velde Pukk: a transport of materials on a conveyor belt and b washing process
Other rock materials were included in the experimental study for a useful comparison to the performance with REM and RPM in blended and unblended conditions. This was to broaden the scope of materials likely to be found in excavation materials. These rocks were conventionally produced as they were mechanically crushed and separated into various sizes and are for commercial use. Table 1 shows the characteristics including the processing technique, and source of materials used in the study.
Mix design of RPM in REM and PGr
Blended and unblended mixtures of RPM, REM and PGr, and the different fractions obtained for X-ray diffraction analysis (XRD) is as shown in Table 2. As mentioned already, REM was blended with other rock aggregates including PGr. The reason for generating such mixture was to understand to effect of hard and durable rock in REM. The fractions obtained after the LA test were separated using a 1.6 mm sieve; hence, fractions denoted by 4/16 in Table 2 represent a batch of materials before LA and MD tests. Obtaining fine fractions after the MD test was challenging; therefore, the process involved pouring the tested specimen onto a 1.6 mm sieve, and the liquid residue passing through the 1.6 mm was collected and oven-dried at a temperature of 80 °C for 24–48 h.
Physical and mechanical tests
The particle-size distribution of the samples was determined following the procedure described in (CEN 933-1 2012a) by mechanical sieving. The flakiness index (FI) was evaluated based on the techniques described in (CEN 933-3 2012b). In addition, the particle density (oven-dried) and water absorption were determined according to (CEN 1097-6 2013) on aggregates passing 31.5 mm and retained on 4 mm sieves.
Regarding the LA and MD, the procedures described in (CEN 1097-2 2010) and (CEN 1097-1 2011), respectively, were followed. The particle size for the LA test was 10/14 mm, and a 5000 ± 5 g test portion was derived from the laboratory sample. Eleven steel balls were added to the test mass. The test duration completes at 500 revolutions, i.e., 15 min. After the test, the aggregates are washed on a 1.6 mm sieve, dried, and the mass loss (%) is determined. The MD test involved 2.5 ± 0.5 L of water. The particle size for MD was 10/14 mm, and the test portion was 500 g. Spherical balls amounting to 5000 g was added to the test mass and soaked in the cylindrical steel drum. The test cycle is up to 2 h, and after the test, the aggregates are washed on a 1.6 mm sieve, and the retained fraction is dried. The average mass loss (%) of two test specimens is calculated as the micro-Deval coefficient. In both tests, low coefficients imply strong resistance.
Chemical and mineralogical analysis
The pulverized fraction of REM, RPM, and PGr was initially selected, and the mineral composition was determined by Bruker D8 Focus X-ray diffractometer in Bragg–Brentano geometry (θ/2θ), equipped with a LynxEye super-speed detector. Generator settings were 40 kV, and 40 mA and diffractograms were recorded with Cu-Kα radiation (λ = 1.54060 Å), a step size of 0.02° and a fixed divergence slit of 0.2 mm. The measurements were taken from 5 to 60° 2θ. The specimens were prepared by a combination of front- and side-loading to reduce particle orientation effects. First, the specimen was carefully pressed into the specimen holder (front-loading), and the surface was flattened with a glass plate. While holding the glass plate on the surface, the holder was laterally knocked on the table to compact the powder to reduce the orientation of particles (side-loading). Potential free space in the holder was then filled, and the procedure was repeated. Excess material was stripped off with a glass plate.
In the blended mixture of Lim and Amp, fractions < 1.6 mm deriving from the LA tests were used for the acid-solubility tests. The test was performed based on NT Build 437 (1995). First, the sample was milled and then reduced to a test portion. Next, a sample mass of 4 g was transferred into a 250 ml beaker fixed onto a magnetic stirrer. Next, 3 ml ethanol, 150 ml of denoised water, and 10 ml of concentrated nitric acid were added into the beaker and mixed using a magnetic stirrer plate. After 30 min of agitation, the beaker rested for some hours and the insoluble part was gravimetrically calculated and used to determine the acid solubility.
Results and discussion
Physical properties
The water absorption (WA), particle density (\({\rho }_{density})\), and FI performance of studied materials is shown in.
Table 3. These are essential parameters for selecting rock aggregates for road construction and concrete. The WA coefficients obtained in the study was 0.3–0.6%. Martinez-Echevarria et al. (2020) reported the WA values of natural and recycled aggregates at 1% and 4–9%, respectively. Generally, high-quality rock aggregates tend to have low WA coefficients due to their small pore space and the tight intergrowth of the grain boundaries. In this study, it may be claimed that such less porous response, particularly for recycled materials, shows the potential to reduce the effects of ice and salt crystallization within the voids (Hartley 1974). The \({\rho }_{density}\) values obtained in this study ranged from 2.5 to 2.7 g/ml, which agrees well with similar measurements performed on other aggregates. For example, a study reported 2.8 and 2.4 g/ml \({\rho }_{density}\) for natural and recycled concrete aggregates, respectively (Martinez-Echevarria et al. 2020). Furthermore, a study in India reported \({\rho }_{density}\) of 2.2–2.3 g/ml for excavation mass (10/20 mm) produced by wet processing technology (Engelsen et al. 2020).
Regarding the FI, the Norwegian pavement design code N200 sets the FI threshold equal to 20–25% for bound and unbound layers based on the actual or anticipated annual average daily traffic (Norwegian Public Roads Administration 2018). Therefore, particles with high FI are not recommended for construction. In this study, Lim and RPM recorded 38% and 31%, respectively, which is higher than the cut off specified in N200. The FI of REM was 13%, consistent with the range 7–18% of recycled aggregates (Martinez-Echevarria et al. 2020). Both CrR and Amp had an FI of 10%, and PGr had 14%. Overall, the materials used in this study showed good physical properties except for Lim and RPM with high FI.
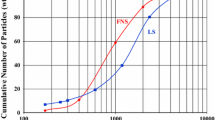
The particle-size distribution of the materials is shown in Fig. 2. For RPM 4/16, approximately 7% of the fraction was less than 2 mm, making it significantly finer than the others, except amphibolite which had about 8% < 2 mm. In addition, around 3% of CrR 8/16 fraction was less than 4 mm. The gradations shown in Fig. 2 is consistent with industrial production of all materials. Based on visual inspection, the texture of mechanically crushed materials appeared to have sharp angular grain shapes. Considering the sliding and interlocking effect between the contact surface of the particles during handling and transportation, this could be the reason for the fine fraction obtained in some of the samples.

Particle-size distribution of tested materials
Mechanical performance of REM blended with RPM and PGr
The LA and MD performance related to blended mixtures of REM with RPM and PGr, and respective combinations is shown in Fig. 3. To define the maximum intermixing level of the weakest material, the performance was compared to the Norwegian LA and MD criteria for aggregates used in the sub-base and base layers. These are MD ≤ 15% for base and ≤ 20% for subbase course and LA for base and subbase at ≤ 35% (NPRA 2018).

LA and MD performance of a Intermix of RPM in REM, b PGr in REM, and c RPM in PGr
Considering the LA performance of REM blended with RPM (Fig. 3a), the results show that all blends produced in the study was below the upper LA limit of 35%. This was expected since the LA values of the materials in unblended state were 28% and 26% for REM and RPM, respectively. Other LA values for phyllite and quartz phyllite have been reported to be 17% and 26%, respectively (Adom-Asamoah and Afrifa 2010; Voit and Kuschel 2020) which clearly shows the extent of performance variation within the same material. According to Voit and Kuschel (2020), the quartz phyllites had a significant schistosity textural characteristics, hence this may have contributed to the low resistance to LA.
Regarding the MD performance of REM which had been partially blended with RPM, the results show some changes (Fig. 3a). The MD values of unblended REM and RPM was 6% and 26%, respectively. In this case, MD was the critical parameter in RPM; hence, it was observed that increased content of RPM in REM reduced the wear resistance. Figure 4 present the LA and MD of selected rock materials in Norway (Norwegian Geological Survey (NGU) 2019). Based on reported LA and MD performance, it could be mentioned that the LA of both REM and RPM are satisfactory. Regarding the MD, although the MD of RPM is significantly higher which indicates low resistance, our study demonstrates that 40% replacement ratio of RPM in REM gives a competitive baseline of the maximum quantity of RPM in REM. In view of this, the performance is comparable with natural rock materials shown in Fig. 4.

The LA and MD of different rock materials found in Norway
The PGr was found to be a hard and durable material in this study, as shown in Fig. 3b. The LA and MD of PGr was found to be 18% and 9%, respectively. The effect of blending PGr in REM resulted in improved resistance to the LA. This was expected given the performance of PGr. The MD performance of both materials did not significantly differ from each other. Compared to other studies, Afolagboye et al. (2016) reported the LA performance of PGr in the region 25–28%. In addition, the performance of PGr is comparable to the values obtained from other hard rocks such as gneiss, gabbro, basalt, and amphibolite in Fig. 4. From the conclusions reached in the review by Adomako et al. (2021), that hard minerals, strong interlock boundaries, and morphological features contribute to resistance to crushing and wearing of rocks; it may equally be said of PGr, and other rocks reported in Fig. 4, given the good performance. RPM was also blended with PGr to assess the performance (see Fig. 3c). Again, the critical factor is the MD performance of RPM, as increased content decreased the MD performance of the mixture. In view of this, RPM’s maximum content for optimal performance of the mixture was observed in the region of 20–30%.
Concrete rubbles often appear in excavation materials. They are often crushed to recycled concrete aggregates (RCA) in different grain sizes for use in road construction or production of new concrete. RCA often contain varying amounts of calcium carbonate (CaCO3) due to the well-known carbonation process occurring in the concrete service life (Engelsen et al. 2017). In crushed conditions, the CaCO3 may increase due to the higher surface area for carbonation. Generally, research has demonstrated the effect carbonation in recycled materials (e.g., RCA) (Dongxing et al. 2017; Engelsen et al. 2017). A recent study has investigated the performance of concrete using excavation materials and concrete rubble as feedstock to produce recycled aggregate (Mujica et al. 2019). Given that carbonation is likely to influence the performance of RCA in REM, this study utilizes limestone to replace RCA. Limestone contains a significant amount of CaCO3. Hence, the effect of mixing limestone (Lim) representing crushed concrete rubble in REM is essential. Figure 5a–c shows the performance of Lim blended with REM and Amp, and CrR and REM. Altered pyroxene results in Amp and in some cases, Amp is also shown to have low resistance to wear and crushing (Johansson et al. 2016; Ajagbe et al. 2015). In addition, it has been found that Amp dissolves in acidic environments at low to medium temperatures and forms clay like minerals such as chlorite and griffithite (Yongli et al. 2019). Given this, mixing Lim with Amp was essential to establish a baseline criteria and to further investigate potential solubility of both materials in acidic environment.

LA and MD performance of intermix of a Lim in REM, b Lim in Amp, and c CrR in REM
The LA and MD performance of Lim was 33% and 29%, respectively. The maximum intermixing level of Lim in REM was below 40%, where the MD was the weakest parameter in comparison to other rock materials. Both the LA and MD performance can be seen in Fig. 5a. Other study report the LA values of Lim in the region of 25–38% (Jayawarden 2017; Pang et al. 2010). To establish a baseline mix criteria for Lim if blended with Amp (amphibolite)—a product of pyroxene, the result in Fig. 5b shows that the Amp used in the study was also hard and durable. Hence, an intermix level of Lim up to 20% was sufficient to comply with the MD requirement. The LA and MD of Amp was 16% and 12%, respectively. This is comparable to the LA and MD performance of other hard rocks shown in Fig. 4.
Furthermore, the crushed rock material (CrR) which was used in this study comprised of sharp-grained granite, gneiss, feldspathic rock, and quartzite and the results showed lower LA and MD strength compared to REM (see Fig. 5c). The LA and MD of CrR was 36% and 15%, respectively. Although the composition of different lithotypes in CrR was not quantified in this study, the authors believe that other textural features may have contributed to the low resistance in LA. Given the presence of quartz dominant materials and feldspar, the concept of proportionality of quartz to feldspar (QFR) as established in the review by Adomako et al. (2021) seem to have very little influence in this case. In Fig. 6, example of the narrative of QFR is shown. It can be seen that QFR was the main influential mineral. The LA parameter of CrR was not significantly over the cut-off. Nevertheless, the maximum mixing level of CrR in REM was 75% to meet the base/subbase criteria from a technical viewpoint.

The influence of minerals on the LA performance of different rocks (adapted from Ajagbe et al. 2015)
Identification of weak mineral assembly
The crushing and wearing effect of the LA and MD tests reduce the particle size and changes the state of textural features. Hence, determining the mineralogy of the fine fraction (< 1.6 mm) provides essential information on the intermixing effect. The fine fractions from the Lim-Amp and RPM-REM mixes were therefore analyzed. Considering that Lim is mainly composed of CaCO3, acid solubility of the fine fraction was investigated. This approach could indicate the primary mineral types pulverized and compounded in < 1.6 mm fraction after the LA test. The results of acid solubility of the fine fractions (< 1.6 mm) are shown in Fig. 7. In unblended condition, the acid solubility of Lim and Amp was 100% and 7%, respectively. Since the acid-soluble part of amphibolite is only 7%, the soluble carbonates (mostly CaCO3) in Lim dominate at increased intermix levels; hence, it was apparent that the carbonate minerals in Lim were the major minerals in the fine fraction. The nonlinearity may relate to a slight increase in the acid solubility of Amp upon increased mixing content of Lim.

Effect of acid solubility on the intermix of Lim in Amp
Since the mineral assembly present in the fine fractions of RPM-REM cannot be assessed with the acid-soluble test, XRD test was performed, and the results are shown in Fig. 8. The mineral compositions of RPM and REM before LA are denoted by RPM (4/16) and REM (4/16). In addition, RPM100 (< 1.6) and REM (< 1.6) depicts the mineral assembly which accumulated in the fine fraction < 1.6 mm sieve and RPM100 (> 1.6) and REM (> 1.6) represent minerals retained on 1.6 mm sieve after the LA tests.

X-ray diffractograms pattern of RPM and REM, marked with the prominent peaks of the main mineral phases (Chl = chlorite, Mi = mica, Fs = feldspar, Qz = quartz). * indicates an artefact (“the spottiness”) caused by abnormal high intensity of a large grain in diffraction position (here quartz)
The main minerals identified in RPM are microcline/orthoclase and traces of anorthite from the feldspar group, quartz, biotite, muscovite, and chlorite. The mineral composition of REM is microcline/orthoclase and plagioclase from the feldspar group, quartz, muscovite, biotite, and a small quantity of clinochlore. The diffractograms of mica and chlorite in RPM showed high peak intensities in the fine fraction (4/16) given as the reference material, i.e., before LA testing. This indicated the crushing effect occurring at the expense of these soft minerals. Conversely, the diffractograms of the pulverized trace of REM showed insignificant intensity of weak minerals. This development relates to the low presence of weak minerals and shows that the REM used in the study was a good material.
Furthermore, XRD analysis was performed on the blended mixtures composed of RPM and REM (Fig. 9a) and PGr and RPM (Fig. 9b). The diffractograms show the fractions < 1.6 mm after the LA tests. Both cases found a good correlation between increased intensities (amount) of mica and chlorite peaks with increased RPM content. This was expected because RPM contained a significant amount of phyllosilicate minerals; therefore, these were the main minerals that were significantly pulverised in the LA and MD tests. However, a moderate presence of phyllosilicate minerals (about 15–20%) is reported to have no influence in the LA and MD performance in phyllites (Norby 2020). In this case, this means that the influence of weak mineral depends on the quantity present. Similar conclusions were reached in other studies (Anastasio et al. 2016; Nålsund 2010) for different types of rocks. Although no quantitative estimates of mineral components in percentages were determined in this study, it is evident that the performance of PGr was not influenced by the peak of mica in the diffractogram. Furthermore, it is claimed that the effect of mica minerals on the strength property also depends on its structural formation and distribution of the grain boundaries (Fortes et al. 2016). From this standpoint, it may be appropriate to mention the importance of reaching conclusion based on global geological nature, as mentioned by Adomako et al. (2021).

X-ray diffraction results showing mineral accumulation and changes in the fine fraction (< 1.6 mm) after the LA test of a RPM-REM and b RPM-PGr blends, marked with the prominent peaks of the main mineral phases (Chl = chlorite, Mi = mica, Fs = feldspar, Qz = quartz).* indicates an artefact (“spottiness”) caused by abnormal high intensity of a large grain in diffraction position (here quartz). Peaks around 11° 2θ observed in some diffractograms might be associated with cyclosilicate minerals (e.g., cordierite/indialite)
The relationship between the test method and mineralogy was studied to compare the effect of both LA and MD on the degree of wear of minerals present in RPM and REM. In Fig. 10, the results of the diffractograms in connection to the test methods are displayed. REM100LA and REM100 MD represent the diffractograms taken on fine fractions after both LA and MD tests, respectively. The same classification occurs for RPM100LA and RPM100 MD. Generally, the investigation highlighted a high wearing tendency of mechanically soft minerals (mica and chlorite) in the MD test compared to the disintegration or crushing effect associated with LA testing. This development is shown in the peak intensities of the minerals. The findings are consistent with the claim that the degree of degradation by MD on rock aggregates is connected to mineral hardness, defined by the Mohs hardness scale (Wang et al. 2017). Some studies (Apaydın and Yılmaz 2019; Johansson 2011) have also reported that reliable relationships exist between the content of mica and MD on granitoid and basaltic rocks. Given this, it may be concluded that the amount of mica and chlorite in RPM may have contributed to the weak MD performance. This also shows the importance of assessing both parameters (LA and MD), particularly for mixed recycled aggregates.

Diffractograms showing the relationship between LA and MD test and the minerals present in a RPM and b REM
Conclusions
This study has presented the results of the mechanical performance of recycled aggregates derived from excavation materials (REM) which is mixed with recycled phyllite materials (RPM). The Los Angeles (LA) and micro-Deval (MD) tests were used in the investigation. In addition, X-ray diffraction (XRD) and acid solubility tests were performed to identify mechanically weak minerals accumulated in the fine fraction, after the tests.
The results have shown that RPM and REM had similar and satisfactory LA of 28% and 26%, respectively, but a significant difference in MD performance of 26% for RPM and 6% for REM was found. At the intermix level, it was found that REM could tolerate up to 40% of RPM before it exceeded the MD limit of 15–20% defined in N200 by the Norwegian Road Public Administration. Blending REM with the hard rock PGr (Porphyritic granite) indicated that a higher content of PGr in this combination showed increased resistance to LA. Furthermore, the maximum intermix level of RPM in PGr was only 20%. Regarding the use of limestone (Lim) in REM blends, Lim’s maximum blending ratio should be less than 40% to satisfy the MD limit. The LA was the critical parameter of mixtures generated from local crushed rock material (CrR) and REM; hence, approximately 75% of CrR was the maximum tolerable content to reach the base course and subbase criteria.
Consistency was found when the mineralogy of the fine fractions (< 1.6 mm) from the LA and MD tests were assessed. Limestone minerals mainly seem to disintegrate when mixed with amphibolite—a product of pyroxene which also is characterized by soluble components when exposed to acidic environment. The XRD analyses of pure and blended mixes of RPM in REM and RPM in PGr showed a good relationship between increased intensities of mica and chlorite with increased RPM. Regarding the relationship encompassing LA and MD, and mineralogy, it was observed that the wearing of weak minerals (mica and chlorite) was high in the MD test compared to the disintegration effect by LA. This may be attributed to the conditions of MD test, namely (a) the wear nature of the test method, and (b) the moisturized condition of the test. The less effect to mineral wear in LA may be due to reasons such as the dry method of the test and expected cushioning effect by pulverized fraction which prevents large particles to further disintegrate during the test.
Given the study’s overall findings, it may be concluded that the REM used in this study present excellent mechanical properties due to the low presence of weak minerals and may be used for construction purposes. Furthermore, foreign rock materials (e.g., phyllite) in REM can be tolerable in quantities significantly higher than the average levels found in today’s production. The authors are of the opinion that the findings of the study may be applicable in other scenarios where excavation is characterized by satisfactory LA and MD performance and a low content of mechanically weak minerals.
References
Adom-Asamoah M, Afrifa RO (2010) A study of concrete properties using phyllite as coarse aggregates. Mater Des 31(9):4561–4566. https://doi.org/10.1016/j.matdes.2010.03.041
Adomako S, Engelsen CJ, Thorstensen RT, Barbieri DM (2021) Review of the relationship between aggregates geology and Los Angeles and Micro-Deval tests. Bull Eng Geol Env 80:1–18. https://doi.org/10.1007/s10064-020-02097-y
Adomako S, Engelsen CJ, Thorstensen RT, Barbieri DM (2022) Repeated load triaxial testing of recycled excavation materials blended with recycled phyllite materials. Materials 15(2):621. https://doi.org/10.3390/ma15020621
Afolagboye L, Talabi A, Akinola O (2016) Evaluation of selected basement complex rocks from Ado-Ekiti, SW Nigeria, as source of road construction aggregates. Bull Eng Geol Environ 75:853–865. https://doi.org/10.1007/s10064-015-0766-1
Ajagbe WO, Tijani MA, Oyediran IA (2015) Engineering and geological evaluation of rocks for concrete production. Lautech J Eng Technol 9(2):67–79. Retrieved from https://laujet.com/index.php/laujet/article/view/85
Akbulut H, Gürer C (2007) Use of aggregates produced from marble quarry waste in asphalt pavements. Build Environ 42(5):1921–1930. https://doi.org/10.1016/j.buildenv.2006.03.012
Ali M, Arulrajah A, Disfani M, Piratheepan J (2011) Suitability of using recycled glass-crushed rock blends for pavement subbase applications. Geo-Front: Adv Geotech Eng 1325–1334. https://doi.org/10.1061/41165(397)136
Amrani M, Taha Y, Kchikach A, Benzaazoua M, Hakkou R (2019) Valorization of phosphate mine waste rocks as materials for road construction. Minerals 9(4):237. https://doi.org/10.3390/min9040237
Anastasio S, Fortes A, Kuznetsova E, Danielsen SW (2016) Relevant petrological properties and their repercussions on the final use of aggregates. Energy Procedia 97:546–553. https://doi.org/10.1016/j.egypro.2016.10.073
Apaydın ÖF, Yılmaz M (2019) Correlation of petrographic and chemical characteristics with strength and durability of basalts as railway aggregates determined by ballast fouling. Bull Eng Geol Env 1–9. https://doi.org/10.1007/s10064-019-01654-4
Arulrajah A, Ali M, Disfani MM, Piratheepan J, Bo M (2013) Geotechnical performance of recycled glass-waste rock blends in footpath bases. J Mater Civ Eng 25:653–661. https://doi.org/10.1061/(ASCE)MT.1943-5533.0000617
Arulrajah A, Ali M, Piratheepan J, Bo M (2012) Geotechnical properties of waste excavation rock in pavement subbase applications. J Mater Civ Eng 24:924–932. https://doi.org/10.1061/(ASCE)MT.1943-5533.0000419
Barbieri DM, Hoff I, Mørk MBE (2019) Innovative stabilization techniques for weak crushed rocks used in road unbound layers: a laboratory investigation. Transport Geotech 18:132–141. https://doi.org/10.1016/j.trgeo.2018.12.002
Crawford RH, Mathur D, Gerritsen R (2017) Barriers to improving the environmental performance of construction waste management in remote communities. Procedia Eng 196:830–837. https://doi.org/10.1016/j.proeng.2017.08.014
Dahlbo H, Bachér J, Lähtinen K, Jouttijärvi T, Suoheimo P, Mattila T, Sironen S, Myllymaa T, Saramäki K (2015) Construction and demolition waste management—a holistic evaluation of environmental performance. J Clean Prod 107:333–341. https://doi.org/10.1016/j.jclepro.2015.02.073
Dengg F, Zeman O, Voit K, Bergmeister K (2018) Fastening application in concrete using recycled tunnel excavation material. Struct Concr 19:374–386. https://doi.org/10.1002/suco.201600200
Dongxing X, Zhan B, Poon CS (2017) Durability of recycled aggregate concrete prepared with carbonated recycled concrete aggregates. Cement Concr Compos 84:214–221. https://doi.org/10.1016/j.cemconcomp.2017.09.015
Engelsen CJ, Malhotra SK, Bhatiani G, Nath K (2020) Detailed assessment of the technical properties of recycled aggregates from mixed C&D waste. Indian Concr J 94:32–39
Engelsen CJ, Van Der Sloot HA, Petkovic G (2017) Long-term leaching from recycled concrete aggregates applied as sub-base material in road construction. Sci Total Environ 587:94–101. https://doi.org/10.1016/j.scitotenv.2017.02.052
European Commission (2008) Directive 2008/98/EC on waste (waste framework directive). https://www.eea.europa.eu/policy-documents/waste-framework-directive-2008-98-ec. Accessed 21 Dec 2021
European Committee for Standardization (2010) CEN: Tests for mechanical and physical properties of aggregates. Part 2: Methods for the determination of resistance to fragmentation
European Committee for Standardization (2011) CEN: Tests for mechanical and physical properties of aggregates. Part 1: Determination of the resistance to wear (micro-Deval)
European Committee for Standardization (2012a) CEN: Tests for geometrical properties of aggregates. Part 1: Determination of particle size distribution–sieving method
European Committee for Standardization (2012b) CEN: Tests for mechanical and physical properties of aggregates. Part 3: Determination of particle shape–flakiness index
European Committee for Standardization (2013) CEN: Tests for mechanical and physical properties of aggregates part 6: Determination of particle density and water absorption
Fortes APP, Anastasio S, Kuznetsova E, Danielsen SW (2016) Behaviour of crushed rock aggregates used in asphalt surface layer exposed to cold climate conditions. Environ Earth Sci 75:1414. https://doi.org/10.1007/s12665-016-6191-3
Haas M, Galler R, Scibile L, Benedikt M (2020) Waste or valuable resource—a critical European review on re-using and managing tunnel excavation material. Resour Conserv Recycl 162:105048. https://doi.org/10.1016/j.resconrec.2020.105048
Hartley A (1974) A review of the geological factors influencing the mechanical properties of road surface aggregates. Q J Eng Geol 7:69–100. https://doi.org/10.1144/GSL.QJEG.1974.007.01.05
Huang B, Wang X, Kua H, Geng Y, Bleischwitz R, Ren J (2018) Construction and demolition waste management in China through the 3R principle. Resour Conserv Recycl 129:36–44. https://doi.org/10.1016/j.resconrec.2017.09.029
Johansson E, Miškovský K, Bergknut M, Šachlová Š (2016) Petrographic characteristics of intrusive rocks as an evaluation tool of their technical properties. Geol Soc (london, Special Publications) 416(1):217–227. https://doi.org/10.1144/SP416.19
Jayawarden US (2017) Laboratory studies of Miocene limestone in Sri Lanka. Q J Eng GeolHydrogeol 50:422–425. https://doi.org/10.1144/qjegh2016-106
Johansson E (2011)Technological properties of rock aggregates. PhD Thesis, Luleå Tekniska Universitet
Karakuş A (2011) Investigating on possible use of Diyarbakir basalt waste in Stone Mastic Asphalt. Constr Build Mater 25:3502–3507. https://doi.org/10.1016/j.conbuildmat.2011.03.043
Karstensen KH, Engelsen CJ, Saha PK (2020) Circular economy initiatives in Norway. Circular Economy: Global Perspective, pp 299–316
Lieb R (2011) Experience in spoil management on conclusion of excavations for the Gotthard base tunnel. Tagung der italienischen Tunnelbaugesellschaft Convegno SIG (Società Italiana Gallerie), Samoter, VeronaFiere
Magnusson S, Lundberg K, Svedberg B, Knutsson S (2015) Sustainable management of excavated soil and rock in urban areas–a literature review. J Clean Prod 93:18–25. https://doi.org/10.1016/j.jclepro.2015.01.010
Martinez-Echevarria M, Lopez-Alonso M, Garach L, Alegre J, Poon C, Agrela F, Cabrera M (2020) Crushing treatment on recycled aggregates to improve their mechanical behaviour for use in unbound road layers. Constr Build Mater 263:120517. https://doi.org/10.1016/j.conbuildmat.2020.120517
Menegaki M, Damigos D (2018) A review on current situation and challenges of construction and demolition waste management. Curr Opin Green Sustain Chem 13:8–15. https://doi.org/10.1016/j.cogsc.2018.02.010
Mujica EVH, Engelsen CJ, Nodland MS (2019) Recycled aggregates produced from two different feedstock materials—applied in ready-mixed concrete. In Proceedings of the International Conference on Sustainable Materials, Systems and Structures, Rovinj, Croatia, pp 272–279
Nålsund R (2010) Effect of grading on degradation of crushed-rock railway ballast and on permanent axial deformation. Transp Res Rec 2154:149–155. https://doi.org/10.3141/2154-15
Ng S, Engelsen CJ (2018) Construction and demolition wastes. Waste Supplement Cementitious Mater Concrete 229–255. https://doi.org/10.1016/B978-0-08-102156-9.00008-0
Norby M (2020) Nytt Resirkulert Tilslag Produsert fra Grave-og Byggavfall. Master Thesis, University of Agder
Norwegian Public Roads Administration (NPRA) (2018) Håndbok N200 Vgbygging; NPRA: Vejdirektoratet
Norwegian Geological Survey (NGU) (2019)- Rock database.
NT Build 437 (1995) Concrete, hardened and mortar; calcium oxide and soluble silica contents, Nordtest method
Pang L, Wu S, Zhu J, Wan L (2010) Relationship between retrographical and physical properties of aggregates. J Wuhan Univ Technol Mater 25:678–681. https://doi.org/10.1007/s11595-010-0069-0
Ritter S, Einstein H, Galler R (2013) Planning the handling of tunnel excavation material—a process of decision making under uncertainty. Tunn Undergr Space Technol 33:193–201. https://doi.org/10.1016/j.tust.2012.08.009
Tam VW, Tam CM (2006) A review on the viable technology for construction waste recycling. Resour Conserv Recycl 47:209–221. https://doi.org/10.1016/j.resconrec.2005.12.002
Voit K, Kuschel E (2020) Rock material recycling in tunnel engineering. Appl Sci 10:2722. https://doi.org/10.3390/app10082722
Walsh D, Mcrae I, Zirngibl R, Chawla S, Zhang H, Alfieri A, Moore H, Bailey C, Brooks A, Ostock T (2019) Generation rate and fate of surplus soil extracted in New York City. Sci Total Environ 650:3093–3100. https://doi.org/10.1016/j.scitotenv.2018.09.284
Wang H, Wang D, Liu P, Hu J, Schulze C, Oeser M (2017) Development of morphological properties of road surfacing aggregates during the polishing process. Int J Pavement Eng 18:367–380. https://doi.org/10.1080/10298436.2015.1088153
Wang L, Chen L, Tsang DC, Li JS, Baek K, Hou D, Ding S, Poon CS (2018) Recycling dredged sediment into fill materials, partition blocks, and paving blocks: Technical and economic assessment. J Clean Prod 199:69–76. https://doi.org/10.1016/j.jclepro.2018.07.165
Yongli L, Huang F, Gao W, Tang X, Ren Y, Meng L, Zhang Z (2019) Experimental study of dissolution-alteration of amphibole in a hydrothermal environment. Acta Geologica Sinica-English Edition 93(6):1933–1946. https://doi.org/10.1111/1755-6724.14368
Acknowledgements
The work presented in this paper is part of the ongoing project MEERC (More Efficient and Environmentally friendly Road Construction), partly funded by the Research Council of Norway (NFR) [project number 273700] and Sorlandets Kompetansefond.
Funding
Open access funding provided by University of Agder.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Adomako, S., Engelsen, C.J., Danner, T. et al. Recycled aggregates derived from excavation materials—mechanical performance and identification of weak minerals. Bull Eng Geol Environ 81, 340 (2022). https://doi.org/10.1007/s10064-022-02817-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10064-022-02817-6