
Abstract
Zeolite blocks with 10% binder and without binder were formed using 3D printing technology. A polylactide template with the preset shape and structure of channels was printed on a 3D printer. The zeolite material was formed in the voids of this template. Finally, the template was burned out from the final block. Blocks with a binder were prepared by filling the template with a paste containing microcrystalline zeolite of MFI structural type. Blocks without binder were prepared by steam-assisted crystallization leading to the formation of zeolite nanocrystals in the H-form in the template channels. A relatively strong block consisting of MFI-type zeolite and reproducing the polymer template void volume was obtained.

Similar content being viewed by others

Heterogeneous catalysts are used in industry most widely, because they can be readily separated from the reaction medium and can exhibit high catalytic activity due to well-developed internal surface of the material [1]. To minimize diffusion hindrance, fine catalyst particles (e.g., zeolite crystals) are the most effective. However, actually the use of powdered catalysts involves problems with organization of catalytic beds and high hydraulic resistance [2]. These problems are solved by forming catalysts as granules, pellets, or blocks. Cylindrical granules are relatively simple in fabrication, but in some cases they can exhibit high hydraulic resistance. The hydraulic resistance can be reduced by using catalysts of more complex shapes, including monolithic blocks [3]. The classical form of a block catalyst is the so-called block honeycomb structure. Blocks of such shape are prepared by extrusion of a ready paste containing the catalyst or its support through a die setting the shape of parallel channels in the block [4–9].
Because of low ability of zeolites for shaping, their granules and blocks are formed using a binder, most frequently pseudoboehmite, which transforms into the γ-Al2O3 phase in the course of subsequent heat treatment. However, in many cases the presence of the inactive aluminum oxide phase decreases the performance of the composite catalyst. Therefore, other approaches to forming zeolites without binders are being developed. These include preparation of granulated LTA and FAU zeolites from metakaolin [10], post-crystallization of a composite material, etc. [11, 12].
The forming of block catalysts by the above procedures has a number of limitations associated with the constancy and low variability of shapes. They do not allow ensuring efficient heat transfer to a grain and rapid heat removal, combining beds of materials with different functions in one apparatus, making gradient catalytic beds, ensuring efficient mass transfer, and eliminating diffusion hindrance. The need for expanding the range of possible shapes of catalytic materials required introduction of additive technologies, i.e., of 3D printing, which is based on cutting a model into parts and constructing these parts layer-by-layer by introducing a precursor substance into the layer and fixing it with the already deposited precursor. The use of the 3D printing technology opens wide opportunities for making complex geometric structures with strictly preset parameters.
The new approach to preparing sorbents and catalysts, including zeolite materials, became popular in the past decade, almost 30 years after the first 3D printer was invented in 1984 [13]. A monolithic structure onto which ZSM-5 zeolite was deposited as a catalyst was prepared by 3D printing in 2013, and the advantage of the 3D-printed support over the block honeycomb catalyst structure was described [14]. Zeolites of FAU and LTA types were prepared using layer-by-layer construction of a monolithic structure [15, 16]. Couck et al. [17] formed an interwoven structure with radial porosity from zeolite-containing (ZSM-5) fibers. In another paper [18], S. Couck et al. described the use of 3D printing for preparing a monolithic structure from a zeolite-containing paste based on SAPO-34 and methyl cellulose and polyacrylic acid as a binder.
The available data show that the use of massive zeolite block catalysts prepared using 3D printing is successful in diverse fields: rapid CO2 adsorption [19]; CO2/N2 and CO2/CH4 gas separation on ZSM-5 zeolite [17]; gas separation on SAPO-34 molecular sieve [20]; gas separation on polymer–zeolite composite [21]; methanol conversion to olefins [22]; n-hexane cracking [23]; fine organic synthesis [24], etc.
Another topical problem of materials science is the development of zeolite synthesis methods allowing preparation of crystals of preset size. Nanosized zeolites are of particular interest. The use of nanosized zeolites in some processes leads to higher reactant conversion compared to the use of micrometer-sized crystals of the same chemical composition [25–27]. Preparation of nanosized crystals often involves problems leading to the product loss and hence to extremely low yields. The first problem is associated with the synthesis procedure itself. The classical zeolite synthesis involves the gel preparation, hydrothermal treatment, and subsequent separation of the solid and liquid phases [28]. The latter step involves major loss of zeolite nanocrystals because of problems with their separation by centrifugation or filtration. Repeated and prolonged centrifugation is required for the solid phase separation in a large volume, and on the commercial scale it is unfeasible. Furthermore, already in this step the zeolite yield does not exceed 60% of the theoretical value. The second problem is associated with the use of NaOH in the preparation of the precursor gel. In catalytic processes, the so-called acid form of a zeolite (H-form) is used. Therefore, the zeolite conversion from the Na-form to the Н-form is required. The replacement of Na+ by Н+ is usually performed by repeated ion exchange with ammonia or NH4NO3 or by treatment with aqueous acid solutions, followed by washing, drying, and calcination. This step also involves loss of nanocrystalline zeolite. The third feature of nanozeolite synthesis is very long (>10 days) hydrothermal treatment leading to high power consumption. A steam-assisted crystallization procedure was developed recently to solve these problems [29]. It allows preparation of nanozeolites, including those of MFI structural type, with high crystallinity in considerably higher yield immediately in the Н-form within a shorter time [30, 31].
Here we describe the procedures for preparing block zeolite materials using additive technology: (1) with low binder content and (2) with no binder. The procedures are based on filling of channels of a polymer template printed on a 3D printer with the precursor of the desired material, followed by the removal of the shape-forming polymer. A novel procedure of repeated steam-assisted crystallization is suggested for preparing the block zeolite. It results in the formation of nanozeolites in the Н-form directly in voids of the polymer template.
EXPERIMENTAL
Chemicals. To prepare microcrystalline zeolite, silicon dioxide (SiO2, 99 wt %, fumed, Aldrich) was used as a source of silicon; aluminum isopropoxide (AIP, Acros), as a source of aluminum; and tetrapropylammonium bromide (ТPАBr, Acros), as a molecular template. NaOH (98 wt %, Tellura, Russia) was also used. To prepare zeolite nanocrystals by the steam-assisted crystallization procedure, tetraethyl orthosilicate (TEOS, 98%, Angara-Reaktiv, Russia) was used as a source of silicon; aluminum nitrate nonahydrate (Al(NO3)3·9H2O), as a source of aluminum; and tetrapropylammonium hydroxide (TPAOH, 25 wt % aqueous solution, Acros), as a molecular template for forming the MFI-type zeolite structure. Ammonium nitrate (NH4NO3) was also used.
Synthesis of microcrystalline zeolite. To prepare microcrystals of HZSM-5 (Z-1) zeolite, we used the following molar ratio of the reactants: SiO2 : 0.025 Al2O3 : 0.18 NaOH : 0.09 TPABr : 22 H2O. ZSM-5 zeolite was synthesized under hydrothermal conditions using an organic template, TPABr. To obtain the gel, NaOH and TPABr were dissolved in distilled water (solution I), 1/5 of solution I was taken, the required amount of AIP was added to this solution, and the mixture was vigorously stirred on a magnetic stirrer for 2 h (solution II). To the remaining part of solution I, SiO2 was added in portions, and the resulting gel was stirred for 15 min. After that, solution II was added dropwise to the gel. The gel aging was performed at room temperature with stirring on a magnetic stirrer for 30 min. The resulting uniform mixture was placed in an autoclave and kept there for 72 h at 160°C. After the autoclave cooling, the resulting suspension was centrifuged, and the precipitate was washed with distilled water to neutral pH. The washed precipitate was dried at 80°C for 24 h. The dried precipitate was calcined at 550°C for 6 h at a heating rate of 4.4°C/min to remove the template from the zeolite pores. The resulting NaZSM-5 powder was subjected to ion exchange by treatment with citric acid in the following ratio: 1 wt part of zeolite : 10 wt parts of 0.1 М citric acid solution. The resulting suspension was placed in an ultrasonic bath for 1 h and then was stirred for 2 h. After that, the solid phase was separated from the liquid phase, washed to neutral рН, dried at 110°C, and calcined at 550°C in air for 8 h. The procedure was repeated three times.
Synthesis of nanocrystalline HZSM-5 zeolite. The following reactant ratio was used for preparing nanocrystals of HZSM-5 (Z-2) zeolite: SiO2 : 0.0083 Al2O3 : 0.27 TPAOH : 0.02 NH4NO3. To prepare the gel, we mixed the required amounts of TEOS and TPAOH. The mixture was stirred for 2 h and placed in an autoclave for 72 h at 90°C for the gel aging. The required amounts of aluminum nitrate nonahydrate and ammonium nitrate were dissolved in a minimal amount of water and added dropwise to the gel after its cooling to room temperature. The mixture was stirred for 2 h. The resulting gel was dried at 60°C, finely ground, and placed into an autoclave on a support excluding direct contact with the liquid phase. The autoclave was preliminarily charged with water in an amount of 1 g of water per 2.5 g of the dry gel. The treatment was performed for 24 h at 180°C. After that, the powder obtained was taken off, dried at 110°C, and calcined at 550°C in air at a heating rate of 1.5°C/min for 8 h.
Polymer template. Plastic templates for the subsequent forming of zeolite blocks were prepared using the standard fused filament fabrication (FFF) method. The template was printed on a Wanhao Duplicator D6+ 3D printer. To fabricate a template part, we used the Adrian Bowyer’s self-replicating rapid (RepRap) printing method consisting in movement repetition in the course of filling the part contour with the polymer in the internal boundaries using the preset template (filling lines, grid, etc.). The conditions of printing templates from PLA (polylactic acid, polylactide) plastic are given in Table 1.
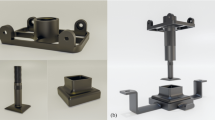
As a model for preparing zeolite blocks, we chose a traditional cylindrical block suitable for complete filling of a flow-through tubular reactor with technical holes in the block center to ensure good heat exchange between the catalyst and reactor walls. The template model was designed by modeling the subtraction of the required catalyst block model from a large bar in computer-aided design systems. Then, the model obtained was successively converted to the stereolithographic format and sliced with the 3D printer slicer in the form of the g-code. The resulting file of the model can be sent to a printer. We fabricated polymer templates with the internal volume of 3.39 cm3 as molds with parallel channels. Their structure is shown in Fig. 1. After printing, the blocks were filled with the zeolite paste or precursor gel to obtain a composite, from which the plastic was subsequently removed by various procedures after enhancement of bonding in the zeolite.

Plastic template printed on a 3D printer using the fused filament fabrication method.
Block zeolite with a binder. The following chemicals were used for preparing the paste for filling plastic templates printed on a 3D printer: ZSM-5 (Z-1) zeolite, boehmite, methyl cellulose (MC), polyvinyl alcohol (PVA), diethylene glycol (DEG), ethanol, glycerol, nitric acid (69 wt %), and distilled water.
The block forming includes the following operations:
1. Grinding of dry components, their thorough mixing, and joint grinding in a mortar.
2. Gradual addition of the required plasticizers and solvents to the dry mass with stirring to obtain a homogeneous paste.
3. Filling of the plastic template with the paste obtained.
4. Successive drying at various temperatures, followed by heat treatment under various conditions to burn out the plastic template. The paste component ratios used are given in Table 2. The formulations of paste samples В-4–В-8 also included DEG (25 μL/g dry mixture), and those of paste samples B-2 and B-3, PVA (1 wt % based on dry mixture).
The drying conditions strongly influence the strength of the block obtained. Therefore, to find an optimum, we varied the temperature conditions of drying and the time of keeping at a constant temperature. Also, we varied the temperature of the plastic pretreatment prior to heat treatment and the temperature at which the plastic template was burned out. For example, in variant I, the composite block was kept at 60°C for 6 h and then at 120°C for 8 h, after which the plastic was carbonized at 350°C for 6 h and the residual template substance was burned out at 550°C for 6 h. The treatment times and temperatures are given in Table 3.
Block HZSM-5 zeolite without binder. To obtain the block zeolite without binder (Z-3), the polymer template was filled with the precursor gel prepared as described above for nanosized zeolite Z-2. This gel was dried at 60°C, after which the template with the gel was heated at 90°C in an autoclave for 10 days in the presence of 1 mL of water. Then, the template with the gel was taken off and heat-treated in several steps to remove the polymer template and molecular template from the zeolite pores. To enhance the block strength, the block was impregnated thee times with the gel for the steam-assisted crystallization with the intermediate drying, which was followed by steam-assisted crystallization of the zeolite in an autoclave at 180°C for 24 h and calcination of the resulting zeolite at 550°C.
Determination of physicochemical characteristics of the samples. The phase composition of the samples was studied by X-ray diffraction (XRD) analysis with an ARLX’TRA diffractometer using CuKα radiation and Bragg–Brentano focusing. The crystal morphology and size were determined by scanning electron microscopy (SEM) with a JSM-6460LV (JEOL) electron microscope at an accelerating voltage of 15–20 kV. The textural properties of the samples were studied by low-temperature nitrogen adsorption at –196°C with an QUADRASORB evo adsorption analyzer (model QDS-30). The specific surface area (SBET) was calculated using the BET method. The micropore volume (Vmicro) was determined by the t-plot method, and the total pore volume (Vtotal), from the amount of nitrogen adsorbed at the relative pressure close to unity (P/P0 = 0.99). The samples were preliminarily degassed in a vacuum at 350°C. The acid properties of the samples were studied by temperature-programmed desorption (TPD) of ammonia using a laboratory bench in several successive steps in the semiautomatic mode. The ammonia TPD curves were processed automatically using the program written in the Labview environment, with calculation of the specific acidity function of the sample surface. Then, the curve is approximated as a sum of Gaussian peaks to determine the strength of the acid sites and the integral acidity of the sample. The silicon and aluminum content was determined by inductively coupled plasma atomic emission spectrometry (ICP-AES) with a Baird device (Netherlands).
RESULTS AND DISCUSSION
The microcrystalline zeolite (Z-1) synthesized for preparing pastes with a binder was examined by XRD. The data obtained show that it contains no amorphous phase and corresponds to MFI-type zeolite (Fig. 2a). According to the SEM data, crystals of the zeolite obtained are pseudospherical particles 4–5 μm in diameter (Fig. 3a). The textural and acid characteristics of sample Z-1 are given in Table 4.

(a) Powder X-ray diffraction patterns of samples Z-1 and Z-2 and calculated reference diffraction pattern of MFI-type zeolite, (b) acidity curves (TPD–NH3 data) of powdered zeolite samples, and (c) nitrogen adsorption isotherms for powdered zeolite samples.

SEM images of zeolite samples (a) Z-1 and (b) Z-2.
To obtain blocks with a binder, we prepared pastes of various compositions with high (~90%) content of ready zeolite (Z-1). Boehmite was used as a binder. Various plasticizers and solvents influencing the rheological properties of the paste were also used (Table 2). The use of methyl cellulose as a plasticizer favors additional cohesion of particles due to hydroxy groups in its molecules, which enhances the strength of the block obtained. Nitric acid as a peptizer favors the formation of aluminum oxonitrates on the surface, which enhances the binding of the structures formed upon calcination. The polymer templates printed on a 3D printer and then filled with the ready paste were dried and heat-treated in air under various conditions to obtain strong blocks after burning out the polymer template. A total of 33 syntheses were performed. Conditions allowing preparation of blocks that reproduce the internal volume of the template printed on a 3D printer and have no cracks were revealed. The strongest blocks were obtained when using methyl cellulose as a plasticizer and an aqueous glycerol solution as a solvent (Table 5), and also when drying the blocks slowly at low temperatures to prevent cracking in the course of drying. The blocks obtained are shown in Fig. 4. They are relatively strong and do not disintegrate on slight compression.

Zeolite-containing blocks with a binder (white), prepared by indirect 3D printing method, and a polymer template made of PLA plastic (black).
To obtain a zeolite block without binder, based on the polymer template, we suggested using steam-assisted crystallization. To this end, we preliminarily performed the steam-assisted crystallization without polymer template to study the properties of the material obtained by this method. Figure 2a shows the powder X-ray diffraction patterns of the samples obtained and the calculated pattern of MFI-type zeolite for comparison. Sample Z-2 obtained corresponds to MFI-type zeolite and contains no amorphous phase. The zeolite yield was calculated as the percent weight ratio of the calcined substance obtained to the sum of SiO2 and Al2O3 in the starting mixture; it amounted to 97%. Figure 3b shows the SEM image of sample Z-2. According to the SEM data, the mean size of the crystals obtained is ~80 nm. The textural characteristics of this sample were examined by low-temperature nitrogen adsorption and are given in Table 4. The nitrogen adsorption isotherms for samples Z-1 and Z-2 are shown in Fig. 2c. The isotherm for sample Z-2 corresponds to type IV according to IUPAC classification, and the observed hysteresis loop belongs to type H1 characteristic of samples with packed bound particles of uniform size. The hysteresis loop suggests capillary condensation due to formation of mesopores between zeolite nanoparticle aggregates. This sample has high specific surface area, which may be due to small crystal size (~80 nm) and formation of mesopores in the zeolite structure. The isotherm for sample Z-1 corresponds to type IV according to IUPAC classification, and the hysteresis loop belongs to type H4, suggesting the presence of both micro- and mesopores. As expected, in the zeolite synthesis by steam-assisted condensation, the zeolite silicate ratio determined from the silicon and aluminum content of the sample corresponds to the theoretical value (Table 4). The zeolite acidity was studied by temperature-programmed ammonia desorption. The curve obtained is shown in Fig. 2b. The total concentration of acid sites in the samples is given in Table 4. The difference between samples Z-1 and Z-2 in the total concentration of acid sites is due to different aluminum content.
Then, the above-described steam-assisted crystallization procedure was applied to the synthesis of block zeolite based on a plastic template. When developing the procedure for forming the block by this method, we used different temperatures of the heat treatment of the precursor gel dried in the template that had been printed with a 3D printer. In the first step, the treatment was performed at 180°C for 24 h in an autoclave similarly to the successfully prepared powdered zeolite. However, this procedure did not allow us to obtain a zeolite block because of deformation of the polymer template setting the structure of the block obtained. Then, we performed a series of experiments to determine the optimum temperature at which the polymer template does not undergo deformation in the course of heat treatment in the autoclave. To this end, the temperature of the heat treatment in the autoclave was decreased with a step of 10–20°C. We also attempted to remove the polymer template by dissolution in dichloroethane up to zeolite crystallization. However, this led to cracking of the block because of swelling of the plastic forming the parallel channels of the future block. For complete crystallization of zeolite at a decreased temperature, the time of the gel treatment in the autoclave was increased. The optimum conditions for preparing the block structure reproducing the void volume of the polymer template involved treatment of the precursors dried in the template at 90°C for 240 h. the photograph of the block obtained is shown in Fig. 5a.

(a) Block obtained by single steam-assisted crystallization, (b) block obtained after threefold impregnation with the precursor gel, and (c) diffraction pattern of the block in comparison with the calculated pattern of MFI-type zeolite.
The block thus prepared is very brittle. Therefore, to enhance its strength, we impregnated it with the precursor gel with the subsequent steam-assisted crystallization at 180°C for 24 h. This procedure was repeated three times. As a result, the block strength was considerably enhanced (Fig. 5b). The XRD pattern of the block material reflects the zeolite phase of MFI structural type without amorphous impurities (Fig. 5c). Thus, the use of the steam-assisted zeolite crystallization in template voids allows preparation of relatively strong binder-free 100% zeolite block in which the zeolite consists of nanocrystals and is in the H-form.
CONCLUSIONS
Block zeolite materials based on HZSM-5 zeolite with a binder and without it were prepared using a polymer template printed on a 3D printer. The steam-assisted crystallization at 180°C for 24 h yields phase-pure nanocrystals of HZSM-5 zeolite of approximately 80 nm size. The conditions of the heat treatment of the composite block based on PLA plastic and zeolite precursor gel, ensuring the formation of a relatively strong structure reproducing the void volume of the template printed on a 3D printer, were determined. An approach to the preparation of a strong zeolite block consisting of MFI-type zeolite nanocrystals in the H-form without a binder by steam-assisted crystallization using indirect 3D-printing method was suggested.
Change history
11 November 2022
An Erratum to this paper has been published: https://doi.org/10.1134/S0965544122080011
REFERENCES
Isupova, L.A., Doctoral (Chem.) Dissertation, Novosibirsk: Boreskov Inst. of Catalysis, Siberian Branch, Russ. Acad. Sci., 2001.
Lopatin, S.A., Cand. Sci. (Eng.) Dissertation, Novosibirsk: Boreskov Inst. of Catalysis, Siberian Branch, Russ. Acad. Sci., 2019.
Afandizadeh, S. and Foumeny, E.A., Appl. Therm. Eng., 2001, vol. 21, no. 6, pp. 669–682. https://doi.org/10.1016/S1359-4311(00)00072-7
Cybulski, A. and Moulijn, J.A., Catal. Rev., 1994, vol. 36, no. 2, pp. 179–270. h https://doi.org/10.1080/01614949408013925
Barannik, G.B., React. Kinet. Mech. Catal., 1997, vol. 60, no. 2, pp. 291–296. https://doi.org/10.1007/BF02475691
Forzatti, P., Ballardini, D., and Sighicelli, L., Catal. Today, 1998, vol. 41, nos. 1–3, pp. 87–94. https://doi.org/10.1016/S0920-5861(98)00040-6
Williams, J.L., Catal. Today, 2001, vol. 69, nos. 1–4, pp. 3–9. https://doi.org/10.1016/S0920-5861(01)00348-0
Benbow, J. and Bridgwater, J., Paste Flow and Extrusion, Clarendon, 1993.
Nijhuis, T.A., Beers, A.E.W., Vergunst, T., Hoek, I., Kapteijn, F., and Moulijn, J.A., Catal. Rev.–Sci. Eng., 2001, vol. 43, no. 4, pp. 345–380. https://doi.org/10.1081/CR-120001807
Travkina, O.S., Cand. Sci. (Chem.) Dissertation, Ufa: Inst. of Petroleum Chemistry and Catalysis, 2010.
Stepanov, A.A., Korobitsyna, L.L., Travkina, O.S., Vosmerikov, A.V., and Kutepov, B.I., AIP Conf. Proc., 2022, vol. 2509, 020188. https://doi.org/10.1063/5.0084765
Korobitsyna, L.L., Travkina, O.S., Velichkina, L.M., Vosmerikov, A.V., and Kutepov, B.I., Petrol. Chem., 2022, vol. 62, no. 5, pp. 544–551. https://doi.org/10.1134/S0965544122040028
Hull, C.W., Patent US 4575330, 1984, no. 19, p. 16.
Lefevere, J., Gysen, M., Mullens, S., Meynen, V., and Van Noyen, J., Catal. Today, 2013, vol. 216, pp. 18–23. https://doi.org/10.1016/j.cattod.2013.05.020
Thakkar, H., Eastman, S., Hajari, A., Rownaghi, A.A., Knox, J.C., and Rezaei, F., ACS Appl. Mater. Interfaces, 2016, vol. 8, no. 41, pp. 27753–27761. https://doi.org/10.1021/acsami.6b09647
Thakkar, H., Eastman, S., Al-Mamoori, A., Hajari, A., Rownaghi, A.A., and Rezaei, F., ACS Appl. Mater. Interfaces, 2017, vol. 9, no. 8, pp. 7489–7498. https://doi.org/10.1021/acsami.6b16732
Couck, S., Couck, S., Lefevere, J., Mullens, S., Protasova, L., Meynen, V., Desmet, G., Baron, G.V., and Denayer, J.F.M., Chem. Eng. J., 2017, vol. 308, pp. 719–726. https://doi.org/10.1016/j.cej.2016.09.046
Couck, S., Cousin-Saint-Remi, J., Van der Perre, S., Baron, G.V., Minas, C., Ruch, P., and Denayer, J.F.M., Micropor. Mesopor. Mater., 2018, vol. 255, pp. 185–191. https://doi.org/10.1016/j.micromeso.2017.07.014
Zhang, H., Wang, P., Zhang, H., Yang, H., Wang, H., and Zhang, L., Ind. Eng. Chem. Res., 2020, vol. 59, no. 17, pp. 8223–8229. https://doi.org/10.1021/acs.iecr.9b07060
Couck, S., Cousin-Saint-Remi, J., Van der Perre, S., Baron, G.V., Minas, C., Ruch, P., and Denayer, J.F.M., Micropor. Mesopor. Mater., 2018, vol. 255, pp. 185–191. https://doi.org/10.1016/j.micromeso.2017.07.014
Thakkar, H., Lawson, S., Rownaghi, A.A., and Rezaei, F., Chem. Eng. J., 2018, vol. 348, pp. 109–116. https://doi.org/10.1016/j.cej.2018.04.178
Li, X., Rezaei, F., and Rownaghi, A.A., Micropor. Mesopor. Mater., 2019, vol. 276, pp. 1–12. https://doi.org/10.1016/j.micromeso.2018.09.016
Li, X., Alwakwak, A.-A., Rezaei, F., and Rownaghi, A.A., ACS Appl. Energy Mater., 2018, vol. 1, no. 6, pp. 2740–2748. https://doi.org/10.1021/acsaem.8b00412
Azuaje, J., Tubío, C.R., Escalante, L., Gómez, M., Guitián, F., Coelho, A., Caamano, O., Gil, A., and Sotelo, E., Appl. Catal. A: General, 2017, vol. 530, pp. 203–210. https://doi.org/10.1016/j.apcata.2016.11.031
Firoozi, M., Baghalha, M., and Asadi, M., Catal. Commun., 2009, vol. 10, no. 12, pp. 1582–1585. https://doi.org/10.1016/j.catcom.2009.04.021
Chen, Z., Li, Z., Zhang, Y., Chevella, D., Li, G., Chen, Y., Guo, X., Liu, J., and Yu, J., Chem. Eng. J., 2020, vol. 388, article 124322. https://doi.org/10.1016/j.cej.2020.124322
Alipour, S.M., Chin. J. Catal., 2016, vol. 37, no. 5, pp. 671–680. https://doi.org/10.1016/S1872-2067(15)61091-9
Cundy, C.S. and Cox, P.A., Chem. Rev., 2003, vol. 103, no. 3, pp. 663–701. https://doi.org/10.1021/cr020060i
Matsukata, M., Nishiyama, N., and Ueyama, K., Micropor. Mater., 1993, vol. 1, no. 3, pp. 219–222. https://doi.org/10.1016/0927-6513(93)80080-E
Li, X., Han, S., Guan, D., Jiang, N., Xu, J., and Park, S.-E., Appl. Clay Sci., 2021, vol. 203, article 106028. https://doi.org/10.1016/j.clay.2021.106028
Shen, K., Qian, W., Wang, N., Su, Ch., and Wei, F., J. Mater. Chem. A, 2014, vol. 2, no. 46, pp. 19797–19808. https://doi.org/10.1039/c4ta04444d
ACKNOWLEDGMENTS
The authors are grateful to staff members of the Boreskov Institute of Catalysis: N.A. Alekseeva for recording the X-ray diffraction patterns, A.B. Ayupov for measuring the textural parameters by low-temperature nitrogen adsorption, and N.A. Rudina for taking the SEM images.
Funding
The study was performed within the framework of the government assignment for the Boreskov Institute of Catalysis, Siberian Branch, Russian Academy of Sciences (project АААА-А21-121011490008-3).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
The authors declare no conflict of interest requiring disclosure in this article.
Rights and permissions
Open Access. This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Bragina, A.A., Lysikov, A.I. & Parkhomchuk, E.V. Forming of Block Zeolites Using 3D Printing Technology. Pet. Chem. 62, 853–861 (2022). https://doi.org/10.1134/S0965544122070088
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0965544122070088