
Abstract
This paper explores the possibility to convert a metallurgical residue from a sponge iron production (MR) with approximately 20 wt% amorphous carbon into a hydraulic binder. The challenge lies in developing an industrially-realistic, simple and robust process that exploits the characteristics of the residue, instead of trying to introduce the residue in an existing process. In the first stage the goal was to direct the chemistry of MR towards a “classical” ordinary Portland cement (OPC) clinker composition, while in the second stage the goal was to develop a process in which the carbon from the mixture would be used as a fuel to reach the desired temperature. Lab scale experiments have shown that the heat treated MR with 37 wt% CaCO3 contained, among others, all four cement clinker phases (i.e. C2S, C3S, C4AF and C3A). Upscaling experiments by means of sintering pan have further proven that such a material could be sintered in large quantities, while the energy from C burning was sufficient to achieve the required sintering temperature range (1000 – 1300 °C). The produced material consisted mainly of β-C2S, C3S, C4AF and C3A, and reached 28th day compressive strength of 28 MPa. This value is somehow lower than that of CEM I 32.5 N, yet the binder can be used in low- or non-load bearing applications.
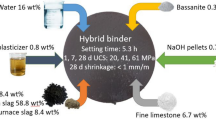
Graphical Abstract

Similar content being viewed by others


Introduction
Minimizing the consumption of resources and waste generation is a frequent topic of discussion all over the world, but no optimal solution has been proposed yet [1,2,3]. According to The World Counts, 11 Gt of waste is generated every year worldwide. Out of which, about 24% is associated to households, 21% to industry and 3% to energy [4]. According to Comfy Living, only about 13% of the waste is recycled on the global level [5]. In US and EU the recycling rate reaches 35–38%, while the rest of the waste is being landfilled or incinerated [6,7,8]. As a reaction to this uncomfortable realization, cement plants can play a role in waste management.
Nowadays, the cement industry uses millions of tons of waste as alternative fuel and/or raw material. Regarding the fuel substitution, the claim is that 60% of fuels can be replaced with waste by 2050, and this percentage can still rise to 95% later on [9]. This can be done by using existing installations for the intake of waste, and as such, avoid large investments, e.g. in the construction of new waste-to-energy incinerators [9]. With respect to alternative raw materials, a range of industrial and other wastes is of interest. This potential has been investigated by many authors, and next to assessing the chemical characteristics of the material (including presence of heavy metals), other aspects that deal with business, logistic, and handling parameters need to be evaluated as well [10]. If the conditions are not favorable, other options, such as production of alternative cementitious binder directly on site where the residue is produced by adapting the chemistry and/or the cooling process, can come into play. Several promising results were already achieved in this domain.
Starting from a hot slag resembling the argon oxygen decarburization (AOD) slag of stainless steel production, Pontikes et al. [11] proposed to introduce fly ash from coal combustion, after slag-metal separation. By doing so, the emerging slag had comparable chemistry with blast furnace slags. Blended cements with 30 wt% of the new slag and ordinary Portland cement (OPC), demonstrated comparable calorimetric behavior and mechanical properties with blends where ground granulated blast furnace slag (GGBFS) was used. Ferreira Neto et al. [12] stabilized basic oxygen furnace slag by adding Si-rich metallurgical by-product and created a hydraulic material rich in dicalcium silicate, that delivered about 40 MPa strength at 28 days. In another work, Ferreira Neto et al. [13] modified stainless steel slag with various amounts of Al- and/or Si-rich industrial by product. The modified slag mixtures contained up to 91 wt% amorphous fraction and in blends with OPC reached a compressive strength of 41 MPa after 28 days of hydration. Already solidified slag was used e.g. in the work of Banda and Lagendijk [14]. They claimed to develop a GGBFS replica with moderate Mn content from ferromanganese slag through a metallothermic reductive smelting. The newly produced slag met the specifications for the GGBFS (EN 197) and showed superior stability under aggressive acid leaching, when compared to CEM V/A (S-V) 32.5 N cement. Ehrenberg and Algermissen [15] created a GGBFS-like material by water granulation of a reduced electric arc furnace (EAF) slag adapted with SiO2. The synthetized materials achieved mechanical properties comparable to the reference blend of OPC with GGBFS. Liu et al. [16] investigated carbothermic reduction of basic oxygen furnace (BOF) slag adapted with Al2O3 and SiO2. Although, their main purpose was Fe recovery, they observed that depending on additions, the reduced slag might contained more than 50 wt% of the C3S phase, which made it suitable for utilization as a hydraulic binder. Lopez-Gonzalez et al. [17] modified an industrial BOF slag with various amounts of silica and alumina to generate a material with cementitious properties. The slag modifications and the fast cooling of the melt provided precursors with a hybrid mineralogy composed of up to 65 wt% amorphous phase and about 27 wt% cementitious phases. The latter represented by dicalcium silicate and calcium aluminoferrite phases.
This paper attempts to convert a metallurgical residue from a sponge iron production into a hydraulic binder. The presented work develops a process, in which the chemical and mineralogical composition of the as received metallurgical residue is adjusted towards a more “classical” OPC composition through a thermal post treatment, that uses the present carbon as the only heat source. This approach would result in extending the family of alternative cementitious binders.
Materials and Methods
The as received MR, Sweden, as well as all synthesized samples, were characterized with regards to their chemical and mineralogical composition by means of X-ray fluorescence spectrometry (XRF, Philips PW 2400) and X-Ray diffraction analysis (XRD, Bruker 2D PHASER), respectively. XRD patterns were collected in the 2θ range of 10 – 70° with step size of 0.02°, step time of 0.6 s, and CuKα radiation of 30 kV and 10 mA. 10 wt% of ZnO was added as an internal standard and homogenized in an ethanol suspension for 5 min (McCrone, Micronizing mill). Amorphous carbon content of the as received MR was determined as the weight loss in the temperature region of 550 – 750 °C during the thermogravimetric analyses perform in air (STA 409 PC Luxx®, Netzsch). The weight loss in this region is associated with the oxidation and subsequent release of C in the form of CO2 and therefore was used as indirect measurement of the C content [18].
For the labscale experiment, the powdery MR was blended with 37 wt% calcite (CaCO3) and pelletized by adding up to 20 wt% water. The proportions of CaCO3 and water addition are based on previous research [19]. Dried pellets (MR mixed with CaCO3) were heated under static air up to 1450 °C in a Pt crucible using a bottom loading furnace (AGNI ELT 160–02). The temperature was chosen to follow the common sintering practice of OPC clinker production [20], while the heat treatment consisted of 3 steps: heating at 5 °C/min, isothermal step for 1.5 h at 1450 °C, and air quenching. The proportions of MR and calcite were based on the predictions of Bogue equations. In order to produce OPC like clinker, the lime saturation factor (LSF) was adjusted to around 95%, whereas the alumina (AR) and silica ratios (SR) were fixed to 1.02 and 1.00 respectively. The quality indices LSF, AR and SR were calculated according to Eqs. (1) – (3) [21]:
The above calculation estimated that the proportions of the four main minerals C3S, C2S, C3A, C4AF would be 50 wt% 14 wt%, 9 wt% and 27 wt%, respectively.
Thermochemical calculations were performed in FactSage 7.0 and the FToxid and FactPS databases were selected. All calculations were performed using a Scheil-Gulliver model [22]. In Scheil-Gulliver solidification, there is no diffusion or transformation in the solid phases. This means that all solid phases remain as-solidified. This behavior is expected in fast cooling conditions, whereas real solidification is typically situated in between extreme scenarios predicted in equilibrium- and Scheil-Gulliver- model [23].
For the upscaling experiments, the pelletizing was performed in a pelletizing dish (dimensions: 1 m × 20 cm, tilting angle: 60–80°, rotation speed: 9–15 rpm) by adding up to 18 wt% water. The process was optimized by changing the following parameters: time, tilting angle, rotation speed, involvement of a bottom scraper system as well as reduction of the water droplets size. The water content was measured by the weight difference, before and after drying at 115 °C; typically fully dry pellets were achieved after 4 h.
The optimization of the sintering process parameters was performed using a reference experimental set-up consisting of a transparent quartz tube, \(\varnothing\) = 5 cm and h = 30 cm, connected to the exhaust of the sintering pan. This reference experimental set-up allowed to visually follow the sintering process from the start to the end. Furthermore, it allowed determining the impact of the process variables on the resulting product characteristics by using a significantly smaller amount of material (400 – 500 g). The factors tested in the quartz tube were: moisture content, pellets size distribution and under-pressure of the sucked air. The temperature was measured in the middle of the quartz tube by means of a thermocouple (PtRh10-Pt) and it was taken as an indication of the sintering process quality.
The upscaling experiments were performed in a sintering pan, Fig. 1. The sintering pan was preheated using a gas burner prior to the pellet charging. This was done with the intention to closer mimic the industrial condition in which the sintering runs as a continous process using hot sintering belts. Subsequently, the surface of the charge (approximatelly 40 kg of pelletized mix) was covered with a small layer of coke dust and ignited. Based on the results from previous model sinterings, the conditions for sintering in the sintering pan were set as follows: the sintering was carried out on dried pellets in granulometric classes of 2—6.3 mm at a controlled under-pressure of air between 1.5 and 3.5 kPa. The variation of the air suction pressure was done to assure a fast cooling of the already sintered layers of material and in this way to minimize the decomposition of C3S into C2S and lime. In the course of sintering, various parameters were monitored (e.g. temperature of the sintered layer, the amount and chemical composition of the flue gas, under-pressure, etc.).

Sintering pan (SP)
The produced material was crushed with a disk mill (Fritch, Pulverisette 13) and milled in an attritor mill (Wiener 1S) to the specific surface area of approx. 4200 cm2/g (measured according to EN 196–6). Subsequently, it was characterized with respect to its chemical and mineralogical composition, following the procedure already listed above. Wavelength dispersive spectroscopic (WDS) chemical composition mapping was performed, using a field emission microprobe (JXA-8530F, Jeol). Elemental mapping was performed on Pt-Au plated polished surface, by using an accelerating voltage of 15 kV and 15 nA in an 970 µm × 750 µm pixels area and 200 nm step size.
The hydraulic reactions were monitored on paste samples by means of isothermal calorimetry (TAM Air device, TA Instruments) at 20 °C using an admix ampule, which allowed the reaction to be recorded from the very beginning. For this purpose, the treated MR and gypsum were introduced to the ampule and the syringe was filled with pure water or water including the dissolved additives, i.e. triisopropanolamine (TIPA) and superplasticizer (ViscoCrete®, Sika). TIPA was added in the amount of 0.5 wt% to improve the solubility of the C4AF phase, while ViscoCrete® was added to maintain the workability of the fresh mortar. After stabilisation of the calorimeter, the water with/without additions was injected into the ampule and subsequently mixed with the solids for about 30 s. The water per solid ratio was kept at 0.5.
Compressive strength was measured at 3 and 28 days of hydration by means of 250 kN load cell (Instron 5985) using the loading rate of 2 mm/min. For this purpose mortar samples with dimensions of (20 × 20 × 80) mm3 were prepared keeping the sand (CEN standard sand) to a solid mass ratio of 3:1 and the water to solid ratio of 0.5. Mixing was performed by a hand mixer (Bosch MFQ4070) and the mixing time was limited to 1 min due to a risk of fast setting. 15 wt% gypsum was required to be added to control the setting time and to provide sulfate to the system for the reactions of C3A and C4AF phases towards the formation of ettringite and monosulfate hydration products, as suggested elsewhere [24]. Similarly to the samples for isothermal calorimetry, 0.5 wt% of TIPA and 0.2 wt% of superplasticizer were added to the fresh mortar.
Results and Discussion
As Received Material Characterization
The MR was received in a powder form with d50 and d90 of about 74 µm and 252 µm, respectively. It consisted mainly of Ca, Si, Fe and Al in the form of oxides, whereas CaO and SiO2 comprised more than 50 wt%. TGA analyses revealed a weight loss of 20 wt% between 550 °C and 750 °C, associated with the oxidation and release of carbon. S, Ti, Mg and V were present in quantities smaller or equal to 2 wt%. The recalculated results from the XRF analyses and the C content are presented in Table 1.
The overall mineralogical composition was rather complex with 12 crystalline phases identified in the structure, Table 2. Gehlenite, quartz, portlandite and belite formed the majority (47 wt%), while other phases, such as rutile or magnetite, were present in quantities lower than 2 wt%. The amorphous content comprised about 40 wt%. The amorphous fraction partially consisted of C, whereas the EDS analyses revealed, the rest of the amorphous fraction consisted of Ca, Si and Fe oxides (results are not presented).
Heat Treatment at Lab Scale
The heat treated MR contained all four predicted cementitious phases: C3S, β-C2S, C3A and C4AF, Table 2. While other crystalline phases, such as jasmundite and bredigite were formed. The amorphous phase comprised about 3 wt%, indicating effective oxidation of the present C. Interestingly, small amounts of quartz and calcite were found in the treated MR.
Both, thermodynamic calculations done in FactSage®, Fig. 2, as well as Bogue calculations predicted formation of all four main cementitious phases, yet in different proportions. Main differences were observed in C3S and C2S contents, where lower and higher respective values were calculated by FactSage®. FactSage® additionally foresaw a formation of various minor phases, summing up to 7 wt%. Regarding the aluminoferrite phases, both Bogue and FactSage® expected almost identical values. FactSage® predicted two aluminoferrite phases, “C2AF” and “C3AF”, both in a form of a solid solution with a rather wide range of compositions. The “C2AF” phase was more rich in iron, corresponding to the identified C4AF phase; which is in agreement with the statement of Collepardi et al. [25] who claimed that the composition of the ferrite phase in cement may vary from C2F to C6A2F. The “C3AF” solid solution phase was rich in alumina and only contained about 4 wt% of Fe, resembling thus the identified C3A phase. The above is consistent with Kurdowski [26] who stated the dissolution of Fe in C3A phase could be as high as 9 wt%.

Thermodynamic calculation in Scheil-Gulliver model
Comparing the obtained results to the predicted ones, by Bogue equations and FactSage®, substantial differences were observed for C3S and C4AF phase content. These differences are connected to the formation of phases, such as jasmundite, bredigite and gehlenite, which could not be predicted by Bogue equations [21], that only predicts the 4 cementitious phases, nor by FactSage®, which could never explain a non-equilibrium state or local inhomogeneities in the input powder mixture [27]. Nonetheless, the lab scale experiment provided sufficient evidence that cementitious phases, C3S in particularly, are being formed in current system.
Pelletization and Sintering Experiments
The behaviour of the mix during sintering and the resulted sinter quality depends on several factors, such as chemical, granulometry and mineralogical composition of the feed [28, 29]. Pelletisation is therefore of a basic importance for the sintering process, as the sinter bed permeability largely determines the process rate and hence the productivity [29, 30]. Furthermore, the sinter bed permeability depends on both, the pellets size distribution as well as the particles size distribution of the pelletized powders. Since in our case, the particle size distribution of the powders is given, the permeability of the sinter bed could only be influenced by the pellets size and pellets size distribution. It is known that each feed has its own “optimal” pellets size distribution, e.g. the sinter feed used for blast furnace has the optimal pellets size of 1–5 mm [29, 31, 32].
Pelletizing Process
Optimization of the pelletizing process resulted in a homogeneous pelletization of about 98 wt% of the material. The majority, above 60 wt%, of the raw pellets’ particle size was in the range of 2 – 6.3 mm, Fig. 5. This size fraction also showed the best stability and also the best suitability for the subsequent heat treatment, as discussed in paragraph 3.3.2 Sintering in a quartz tube. The chemical analysis of the pellets during pelletization (before maximal wetting) showed that dust particles and small pellets (< 1 mm) had a higher content of CaO (44 wt%) and lower content of Fe2O3 (7 wt%) compared to the pellets with dimensions above 3 mm (40 wt% CaO and 13–16 wt% Fe2O3). This indicated a certain mechanism of pelletization, in which the MR-based grains pelletized better in contrast to the calcite-rich grains. The pelletization of fine grain materials was only possible in the presence of nucleation sites that might arise in the wetted parts of the material. These sites primarily arose on the grains of MR. This is in good agreement with [31, 33] mentioning the low capilary forces and pelletizing properties of calcite.
Sintering in a Quartz Tube
The process of the carbon combustion and the agglomerate sintering did not occur simultaneously across the sample charge (batch), but gradually in a narrow range, which was moving in the direction of the air suction, Fig. 3. Above the carbon burning zone, a finished agglomerate was cooled by the sucked air, while a part of the heat from the agglomerate cooling was transferred into the fuel combustion zone. With a burnout of the carbon in the bottom layer, i.e. on the grate, the sintering process ended.

Sintering process in a quartz tube
As already mentioned, the sintering process was optimized with respect to the moisture content, suction pressure as well as pellets’ size; all three factors had a significant effect on the process and the resulting agglomerates’ structure.
The moisture of the raw pellets affected both the thermodynamics and kinetics of chemical reactions during the sintering. The originally high moisture content in the pallets (up to 14 wt%) resulted in a low overall temperature (up to 850 °C) and a disintegration of the incompletely-sintered grains. Drying of the pellets resulted in the increase of the temperature in the sintered layer by approximatelly 100 °C and in a more uniform temperature distribution along the height of the column. It has been mentioned elsewhere in [31, 34] that the presence of water (water vapor) could cause a combustion air deficiency and as such, slows down the kinetics of the carbon combustion, resulting in an accumulation of the condensible water in the sintered layer. Furthermore, the combustion air deficiency may create conditions for an increased reduction potential of the gaseous phases in the sintering layer, i.e. an increased amount of CO and H2. It is believed that in the case when the pallets had a high moisture content, these reduction conditions were also created in a part of the sintering charge and resulted in a decrease of the temperature in the sintered layer and consequently to an incomplete sintering process.
Dimensions of the pellets were identified as the second most important factor. Their effect was reflected in both, the structure of the resulting agglomerates, as well as in the sintering process. For the small pellets (1 – 3 mm), the limiting factor was the reduced permeability of the charge. The reduction in the charge porosity led to a decrease in the reaction rate due to a lack of present O2 from the air. Subsequently, lower thermic effect of combustion was recorded. On the other hand, large pellets, above 6.3 mm, resulted in sluggish kinetics of carbon combustion within the pellets themselves. In other words, the sintering only advanced on the surface of the pellet. Therefore, the optimal pellets’ size for the sintering process was chosen to be within the range of 2 – 6.3 mm. This pellet fraction resulted in further increase in temperature, but more importantly, in a homogeneous sintering thoughout the charge. This is consistant with the above mentioned “optimal feed pellet size”.
The controlling of the air under-pressure during the sintering appeared to intensify the carbon combustion process as well, as it affected the cooling rate of the sintered product. The latter was essential to prevent the transformation of C3S into β-C2S and CaO. It has been observed, that a short-time increase of under-pressure, from 1.5 to 3.5 kPa, could effectively improve the sintering process, as further increase the temperature of the sintered layer upto 1012 °C.
Sintering in a Sintering Pan
The process of carbon combustion and agglomerate sintering ran following the scheme already presented in Fig. 3. During sintering, the temperatures in the individual zones of burning T1 (top), T2 (middle) and T3 (botom) were recorded to be 1020 °C, 1284 °C and 1120 °C, respectively, Fig. 4a. The real temperatures are expected to be higher, as for instance the C3S phase, found in the sintered material, only forms at temperatures higher than 1300 °C. On the basis of material heat balance, it can be established that the exothermic reaction of carbon combustion present in the mixture was sufficient for running all endothermic reactions, such as possible water evaporation, portlandite dissociation, calcite dissociation, phase formation, etc. The overall exothermic effect of the sintering was 1.21 MJ/kg of the charge. Sintering process was accompanied by the formation of gaseous components CO, CO2, Fig. 4b. This emission profile comprises the outcome of all occurring redox reactions in the system, next to carbon oxidation and calcite dissociation. Both, temperature and emission profiles are indirect measures of a succesful and homogeneous sintering process.

(left) Temperature profile at different positions: T1, T2, T3 of the sample, and (right) emission profile of gasseous compounds, throughout the whole sintering process
Visual inspection of the sintered product revealed that the majority of the charge consisted of well-sintered molten agglomerates, while some incompletely sintered parts of material were also present. The productivity of the process was estimated to be above 75% and the agglomerate productivity in the current conditions equalled to 35 kg/h. Comparison of the results from sintering pan with those from the quartz tube showed that the amount of material itself played an important role and that a higher amount of material resulted in higher observed temperatures and thus higher proportion of the well-sintered fraction. It is therefore believed that the current process could be implemented in an industrial practise, where further improvement of heat recovery and charge optimization could result in further increase of the productivity.
Characterization of the Material from the Sintering Pan
The sintered material from sintering pan had a form of large agglomerates with dimensions from 5 cm to more than 25 cm, whereas the agglomerates bigger than 25 cm represented more than 85 wt% of the well-sintered material, Fig. 5.

Examples of pallets (left) and sintered material from sintering pan (right)
The chemical analyses of the material from sintering pan, Table 3, showed negligible variations (± 0.4 wt%) between sintered agglomerates of various sizes and positions in the pan. Comparing the obtained average chemical composition to the targeted one, slight differences (up to ± 3 wt%) were observed. The amount of CaO and Fe2O3 was higher, while the content of SiO2 and Al2O3 was somewhat lower. These slight variations were most probably caused by the selection of the pellets size prior the sintering process. As it has been mentioned above, pellets of specific diameter (2–6.3 mm) were separated from all size fractions as they were most suitable for the sintering process. However, this size fraction was e.g. more rich in Fe2O3 and poorer in Al2O3 compared to e.g. the fraction < 2 mm and > 6.3 mm, respectively.
Regarding the mineralogical composition, Table 4, this was slightly different from the material obtained on the lab scale. It contained significantly higher amount of the C4AF phase as well as β-C2S. The amount of C3S and C3A phases remained at the same level. Higher amount of the C4AF phase could be due to the Fe2O3 enrichment of the used material fraction. Additionally, formation of the C4AF phase in such a high quantity could result in reduction of the number as well as the amount of other crystalline phases, as the C4AF phase is known to incorporate up to 10 wt% of impurity oxides, such as MgO, SiO2 and/or TiO2 [18].
SEM analyses, Fig. 6, revealed that the structure of the sintered clusters is in fact rather porous. No original powder grains were identified, indicating a well-advanced liquid phase sintering process. The pores present in the sintered cluster were due to the initial grain and particle packing and also due to the burn of C. The crystallites in the structure were heterogeneous in sizes and shapes. Areas rich in egg-shape grains with lamellar structure, resembling β-C2S grains, were present randomly next to the areas rich in rectangular elongated grains, assigned to the C3S phase. Both phases constitute the base of the matrix phase. Detailed look at the C3S grain (Fig. 6b) revealed that several parts of the grains showed irregular lamellar or wrinkle-like structure. This could be an indication of a partial transformation of the C3S phase into C2S and CaO during cooling. Decomposition of C3S was already studied by Mohan and Glasser [35], who claimed that a complete decomposition of C3S could take several dozens of hours even at temperatures higher than 1000 °C. However they claimed that, both CaO as well as the C2S phase, could serve as nucleation sites and speed up the decomposition reaction rapidly. Microchemical analyses listed below showed that these wrinkled/lamellar areas consisted of somehow lower amount of Ca and slightly higher amounts of Si, although still not comparable to the C2S phase. However, the lack of present free CaO does not allow to clearly conclude whether these wrinkled/lamellar areas are in fact remnants of the C3S decomposition. Regarding the other phases, they were located at the grain boundaries and/or were randomly distributed in shapeless grains throughout the sample.

Microstructure of the sinter pan material: a SE demonstrating heterogeneous phase distribution and b BSE image presenting partial decomposition of the rectangular C3S grain
Microchemical analyses, Fig. 7, confirmed the observations from SEM. Ca and Si were mainly present in the oval areas and the elongated rectangular sharp edge grains, corresponding to the β-C2S and the C3S phase, respectively. The WDS point analyses revealed the CaO/SiO2 molar ratio of the grains assigned to β-C2S was close to 2. Other elements determined in these areas were Al and Fe. This is in agreement with Taylor [18], who reported that 4–6 wt% of impurity oxides, such as Al2O3 and Fe2O3, were commonly found in the β-C2S phase. Regarding the elongated rectangular areas, here the CaO/SiO2 molar ratio varied between 2.6 and 3.0, while the 2.6 ratio was observed on the lamellar parts of the C3S grains. Main impurity oxides were MgO, Fe2O3 and Al2O3, however their cumulative amount did not exceed 2.5 wt%.

Main elements distribution according to WDS mapping
The area at the grain boundaries and/or the shapeless grains consisted mainly of Fe, Al and Ca, while Mg- and S- rich areas were randomly visible. The WDS point analyses shown the CaO/Al2O3/Fe2O3 molar ratio equaled to 4:0.5:1, which would resemble the C4AF phase, assuming that other present element, such as Mg, Ti and Si substituted for Al atoms in the structure. It has been already discussed above that these are the common impurities of the C4AF phase. This abundancy in C4AF is in a good agreement with the XRD results, which indicated about 25 wt% of it to be present in the sintered material.
Hydraulic Properties
Isothermal calorimetry of sintered material from sintering pan with and without addition of TIPA® is presented in Fig. 8. A clear difference between these two samples can be seen. While the curve of the sample consisting of sintered material and gypsum only, showed 2 peaks (and a small shoulder), the sample with addition of TIPA® showed extra heat release after 40 h of hydration. Also, the total heat release after 145 h of hydration was higher in the sample with TIPA®, where it exceeded 360 J/g of solid. The total heat release of the sample without TIPA® addition was slightly lower than 240 J/g.

Isothermal calorimetry of treated MR with 15 wt% gypsum, with and without TIPA addition
Having a closer look at the calorimetry curves, one can see that in both cases the reaction started immediately after the liquid came in contact with the mixture of sintered material and gypsum. The immediate reaction is represented by a sharp heat release at the very beginning of the graph. This initial peak is caused by the wetting of the particles and early stage reactions including, early hydration of C3A and C3S phases [21]. The initial heat release started to drop after few minutes and reached a minimum after about 3 h (4 h in case TIPA® was added), representing the dormant period of hydration. The main (2nd) peak also occurred at the similar position in both samples, having its maximum at about 12 h (13 h for sample with TIPA®). This peak is associated to the acceleration hydration period, and corresponds to the renewed hydration/accelerated hydration rate of both C3S and C3A phases, as well as to the hydration of the β-C2S phase [18, 21]. Similar position of the peak indicates that TIPA® did not influence the hydration reaction of the other present phases. This is in good agreement with the work of Huang and Shen [36], who also observed no effect of TIPA® on the C3S and C3A hydration. Furthermore, in this period, the originally added gypsum becomes completely dissolved and the concentration of \({\mathrm{SO}}_{4}^{2-}\) in the liquid phase starts to decline, due to the formation of the AFt phase [20]. A shoulder peak at about 40 h was visible in the sample without additions. This shoulder is typically present in cements and it is related to the conversion of AFt to AFm phase. One can see, that in the sample with TIPA® this shoulder became a large separate peak, which demonstrated a significant acceleration of sulfate consumption. This is in agreement with [36, 37], where it is listed that TIPA® enhanced the strength development by promoting the ferrite phase hydration when increasing the optimum sulfate content.
Compressive strength was determined on the sintered material from sintering pan mixed with gypsum, TIPA® and ViscoCrete®. The mortar reached a compressive strength of 16 MPa at 3 days, further growing up to 28 MPa at 28th day of hydration. This value is somehow lower than required for the category of CEM I 32.5 N. One reason for the lower strength could be a relatively high content of the C4AF phase. This phase is known to hydrate fast, but its contribution to the strength is relatively small [38]. Another reason could be the amount of C3S, which is significantly lower (about 50%) compared to OPC, and although the amount of C2S is, on the contrary, higher, only about 40% of C2S is expected to have reacted after 28 days; the latter can explain its lower contribution to the overall strength [38]. Eventually, a possibly higher porosity of the produced binder due to a higher amount of AFt present in the structure, might be another reason. However, the porosity of the mortar was not measured and therefore the last statement cannot be proven.
Conclusions
Laboratory scale experiments have shown that the heat treatment of the as received MR resulted in a significant change in the mineralogical composition, with no C left. The addition of 37 wt% CaCO3 in the blend of raw materials, followed by heat treatment, resulted in a material consisting mainly of C3S, C2S, jasmundite and C3A.
Optimization of the pelletizing process resulted in a homogeneous pelletization of about 98 wt% of the material, with the majority of the raw pellets’ particle size between 2 and 6.3 mm. Remarkable differences in chemical composition between size fractions indicated a certain mechanism of pelletization, in which the MR-rich grains pelletized better and calcite-rich grains worse.
Experiments in the quartz tube demonstrated that all three investigated factors, i.e. pellets’ size, moisture content as well as under-pressure, had significant effect on the sintering process and its effectivenes. The most suitable conditions were found to be: zero moisture, pellets size fraction of 2–6.3 mm and a variation of under-pressure between 1.5 and 3.5 kPa. Upscaling experiment in the sintering pan demonstrated a succesfull sintering process with an efficiency higher than 75%. The resulted sintered material had a form of large porous agglomerates. Main phases were determined to be β-C2S, C3S, C4AF and C3A.
The produced material possesses hydraulic activity that could be enhanced by addition of TIPA®, as demontrated by isothermal calorimetry. Furthermore, mortar prepared from heat treated MR developed compressive strength that reached 16 MPa after 3 days and 28 MPa after 28 days of hydration.
In conclusion, it was shown that the as-received MR could be converted into a hydraulic binder and its reactivity can be improved by blending with CaCO3. Additional experiments proved that the process can be upscaled. The obtained mechanical properties of the cementitious binder are close to the CEM I 32.5 N category and are satisfactory for a range of (non-load bearing) applications. Nevertheless, it is anticipated, that by relatively simple adaptations in the raw meal blend, even better performance could be achieved.
References
Kikuchi R (2001) Recycling of municipal solid waste for cement production: pilot-scale test for transforming incineration ash of solid waste into cement clinker. Resour Conserv Recycl 31(2):137–147
Sakai S-I et al (2017) Waste prevention for sustainable resource and waste management. J Mater Cycles Waste Manage 19(4):1295–1313
EEA (2019) Resource efficiency and waste. https://www.eea.europa.eu/themes/waste/intro
The World Counts (2022) Tons of solid waste generated. https://www.theworldcounts.com/challenges/planet-earth/state-of-the-planet/solid-waste/story
Comfy Living (2022) Recycling statistics we need to be aware of in 2022. https://comfyliving.net/recycling-statistics/#:~:text=Only%20about%2013%25%20is%20recycled,a%20number%20of%20other%20benefits
EUCOM (2017) Waste. http://ec.europa.eu/environment/waste/index.htm
Eurostat (2020) https://ec.europa.eu/eurostat/statistics-explained/index.php/Waste_statistics#Total_waste_generation
Krosofsky A (2021) What percentage of recycling actually gets recycled? https://www.greenmatters.com/p/what-percent-recycling-actually-gets-recycled
CemBureau (2016) Cement production: an untapped waste management solution 07/08/2017. https://cembureau.eu/news-views/press-releases/cement-production-an-untapped-waste-management-solution/
Pontikes Y, Snellings R (2014) Cementitious binders incorporating residues. In: Worrell E, Reuter MA (eds) Handbook of recycling. Elsevier, p 219–229
Pontikes Y et al (2013) On a new hydraulic binder from stainless steel converter slag. Adv Cem Res 25(1):21–31
Neto JBF et al (2016) Modification of BOF slag for cement manufacturing. In: Reddy RG et al (eds) Advances in molten slags, fluxes, and salts: Proceedings of the 10th international conference on molten slags, fluxes and salts 2016. Springer, Cham, pp 847–854
Ferreira Neto JB et al (2016) Modification of molten steelmaking slag for cement application. J Sustain Metall 2(1):13–27
Banda W, Lagendijk H (2017) Metallothermic production of cement extender from manganese slags. In: Proceedings of the 5th international slag valorisation symposium, pp 169–172
Ehrenberg A, Algermissen D (2017) Electrical arc furnace slag—A potential substitute for Portland cement clinker and granulated blast furnace slag? In: Proceedings of the 5th international slag valorisation symposium, Leuven, pp 231–234
Liu C et al (2017) Valorization of BOF steel slag by reduction and phase modification: metal recovery and slag valorization. Metall Mater Trans B 48(3):1602–1612
Lopez Gonzalez PL et al (2019) Modifications of basic-oxygen-furnace slag microstructure and their effect on the rheology and the strength of alkali-activated binders. Cement Concr Compos 97:143–153
Taylor HFW (1990) Cement chemistry, 2nd edn. Academic Press, London
Kriskova L et al (2017) Synthesis of a hydraulic binder from a Ca-Si based metallurgical residue through high temperature post-treatment. In: Proceedings of the 5th international slag valorisation symposium, pp 275–278
Hewlett PC, Liska M (2004) Lea's chemistry of cement and concrete. Elsevier
Winter NB (2009) Understanding cement: an introduction to cement production, cement hydration and deleterious processes in concrete. WHD Microanalysis Consultants Ltd., Woodbridge, UK
Zhao Y-Z et al (2009) Effects of step size and cut-off limit of residual liquid amount on solidification simulation of Al–Mg–Zn system with Scheil model. Intermetallics 17(7):491–495
Kriskova L et al (2013) Effect of high cooling rates on the mineralogy and hydraulic properties of stainless steel slags. Metall Mater Trans B 2013:1–12
Collepardi M, Corradi M (1979) tetracalcium aluminoferrite hydration in the presence of lime and gypsum. Cem Concr Res 9:431–437
Collepardi M et al (1979) Tetracalcium aluminoferrite hydration in the presence of lime and gypsum. Cem Concr Res 9(4):431–437
Kurdowski W (2014) Cement and concrete chemistry. Springer, Dordrecht
Durinck D et al (2007) Slag solidification modeling using the scheil-gulliver assumptions. J Am Ceram Soc 90(4):1177–1185
Suresh V et al (2015) The effect of iron ore feed size on microstructure of iron ore sinter. In: International conference on mineral processing technology
Cores A et al (2013) Iron ore sintering. Part 1. Theory and practice of the sintering process. Dyna 80:152–171
Rimaszéki G et al (2016) Optimal mixing and granulation process for fine utilization in sinterplants. In: Proceedings of the ABM week, Rio de Janeiro, Brazil, pp 695–704
Legemza J, Frőhlichová M, Findorák R (2015) Traditional and alternative fuels in the metallurgy. Technical University of Košice, Košice
Legemza J, Frőhlichová M, Findorák R (2015) The use of traditional and alternative carbonaceous fuels in the production of agglomerates. Selected directions of development of metallurgical technology. Czestochowa University of Technology, Czestochowa
Majercak S (1976) Pelletizing of fine grained materials. ALFA, Bratislava
Legemza J, Findorák R, Frőhlichová M (2016) Utilization of charcoal in the iron-ore sintering process. Scientia Iranica: Transaction B. Mech Eng 23(3):990–997
Mohan A, Glasser FP (1997) The thermal decomposition of Ca3SiO5 at temperatures below 1250 °C. Cem Concr Res 7:1–8
Huang H, Shen X-D (2014) Interaction effect of triisopropanolamine and glucose on the hydration of Portland cement. Constr Build Mater 65:360–366
Ghosh SN (2002) Advances in cement technology: chemistry, manufacture and testing. Tech Books International, New Delhi
Kosmatka SH, Kerkhoff B, Panarese WC (2008) Design and control of concrete mixtures. Illinois, USA
Acknowledgements
The authors wish to acknowledge the EIT Raw Material project 15035 for the financial support.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there is no conflict of interest.
Additional information
The contributing editor for this article was Hiromichi Takebe.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kriskova, L., Iacobescu, R.I., Legemza, J. et al. Transforming a Carbon Rich Metallurgical Residue from a Sponge Iron Production into a Hydraulic Binder. J. Sustain. Metall. 8, 1053–1064 (2022). https://doi.org/10.1007/s40831-022-00548-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40831-022-00548-2