
Abstract
To deal with issues of process sustainability, cost, and efficiency, we developed materials reengineered from fibers to serve as super-bridging agents, adsorbents, and ballast media. These sustainable fiber-based materials considerably increased the floc size (~6,630 µm) compared to conventional physicochemical treatment using a coagulant and a flocculant (~520 µm). The materials also reduced coagulant usage (up to 40%) and flocculant usage (up to 60%). These materials could be used in synergy with coagulants and flocculants to improve settling in existing water treatment processes and allow facilities to reduce their capital and operating costs as well as their environmental footprint. Moreover, the super-sized flocs produced using fiber-based materials (up to ~13 times larger compared to conventional treatment) enabled easy floc removal by screening, eliminating the need for a settling tank, a large and costly process unit. The materials can be effective solutions at removing classical (e.g., natural organic matter (NOM) and phosphorus) and emerging contaminants (e.g., microplastics and nanoplastics). Due to their large size, Si- and Fe-grafted fiber-based materials can be easily recovered from sludge and reused multiple times.
Similar content being viewed by others


Introduction
Improving process sustainability and reducing costs are important challenges for the water treatment industry. Innovative approaches that consider more than just contaminant removal are thus needed to design water treatment systems for growing populations1,2. Gravitational separation technologies are used for the majority of solids removal globally. In North America, settling is at the core of water treatment, producing >70% of drinking water and treating >75% of municipal wastewater3,4,5. The performance of the aggregation/settling process is highly dependent on floc size and density and largely reliant on the use of costly and non-reusable coagulants/flocculants. These metal-based coagulants and synthetic flocculants are lost to the sludge that is subsequently sent to landfill – their accumulation can increase sludge toxicity and reduce the quality of sludge for potential use as agriculture fertilizer (Fig. 1a)6,7,8. Currently, water treatment relies on >25 million tons/year of coagulant and flocculant worldwide. The utilization of $18 billion of heavy metal-based coagulant and synthetic flocculant9,10 generates ~7.8 million tons of sludge yearly, representing one of the major environmental burdens of this technology. Coagulants account for up to 30–50 wt% of dried sludge11,12,13. Moreover, concerns about the toxicity of synthetic flocculants such as polyacrylamide have led to restrictions in some countries14,15.

a The conventional water treatment process. The settling velocity of conventional flocs is low and large settling tanks are thus needed to compensate for their poor settleability. Single-use coagulants/flocculants are sent to landfill and agricultural soils. b The fiber-based process. Fibers (cellulose, cotton, polyester, etc.) are converted into Fe-stabilized flakes that can be used as three-in-one bridging/ballasting/adsorbing material to simultaneously bridge colloids, ballast flocs, and adsorb contaminants whilst reducing coagulant and flocculant usage. Very large flocs generated with fiber-based materials are screenable, which allows to replace settling tanks with very low footprint screens.
Advanced materials or processes that can reduce flocculant requirements represent important steps towards meeting regulations for polyacrylamide concentrations in water treatment. Reductions in coagulant and flocculant demand also directly translate into less sludge production16, lower energy and landfilling requirements6,7, and less heavy metals in sludge that can potentially be reused as agricultural fertilizer (Fig. 1a). One strategy is the use of naturally abundant fiber-based waste and recycled renewable resources, to fabricate reusable and versatile fiber-based materials to sustainably improve water treatment.
In this study, cellulosic fibers were grafted with Si to generate reusable super-bridging and ballasting materials to promote particle aggregation and removal. The Si-fibers and porous Si-microspheres were generated using pristine fibers and fibers from recycled paper. These Si-grafted materials and other waste fibers such as polyester and cotton were synergistically used with coagulant, synthetic flocculant, and a bioflocculant (extracted from potato residue) to increase floc size, density, and, ultimately, contaminant removal efficiency. The super-sized flocs produced using these sustainable materials settled considerably faster (~8 – 26 times).
Moreover, for decades, engineers and researchers have focused efforts on increasing floc settling velocity with the aim of reducing the settling tank size, cost, and footprint. With the large floc sizes that can be obtained using the super-bridging agents presented herein, compact screening methods for floc removal that are more sustainable and cost-effective can be implemented (Fig. 1b). A key advantage of screening versus settling is that floc removal is not controlled by the floc density and settling velocity, but rather by its size. Hence, very dense ballast media that offer a low active surface area, are no longer required. Finally, a three-in-one porous material was created by reengineering cellulosic fibers into Fe-stabilized flakes which effectively removed both particulate and soluble matter. This work shows that reusable grafted-fibers, fiber-based microspheres, and fiber-based flakes combined with screening are promising solutions to sustainably reduce the use of water treatment chemicals while reducing the size of water treatment plants.
Results and discussion
Fiber-based materials were used (Supplementary Table 1) to form super-sized flocs: 3,930–5,590 µm with fibers (mean diameter of 4,950 µm) and 5,770–7,520 µm with microspheres (mean diameter of 6,630 µm). Those flocs were formed in an effort to improve the most commonly used separation technology (i.e., settling, Fig. 1a) or to replace it with a potentially more economical approach (i.e., screening, Fig. 1b).
Cellulose-based materials as effective bridging and ballasting agents
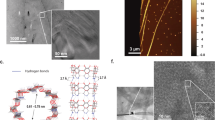
We hypothesized that pristine and surface-modified fibers with lengths on the order of 1000 µm could be used as effective bridging agents to achieve larger floc sizes, hence improving settling velocities. Silicon dioxide (SiO2) was grafted onto cellulosic fibers (Fig. 2a) to increase the material’s specific gravity and modify its interaction with coagulants (aluminum (Al)-based flocs diffuse in the porous structure and adsorb on grafted Si, Fig. 2c, far right). The presence of Si on the modified fiber surface was confirmed by Fourier-transform infrared spectroscopy (FTIR), and the amount of grafted Si was measured by thermogravimetric analysis (TGA) (Fig. 2a and Supplementary Fig. 1a). Depending on the synthesis method, the amount of grafted Si ranged from 4 to 26 wt% (Supplementary Fig. 1b). Grafting the pristine fibers with 26 wt% Si increased the relative density by ~10% (from 1.40 to 1.54) (Supplementary Equation 1). SiO2 grafted onto fibers was found to form a thin layer with a thickness ranging from ~50–600 nm based on the SEM images obtained (340 nm on average, scale calibrated in DraftSight).

a Characterization of Si-fibers by SEM-EDS and FTIR analysis. b Turbidity removal following repeated reuse of Si-fibers and Si-microspheres (single experiment per condition) following 20 s settling time (for each cycle). Grafted materials were extracted, washed, and reused at least 20 times without loss of performance during solids removal. Shaded area (in grey) shows the industry standard after treatment (<1 NTU). c Flocs obtained with conventional treatment (left, formed with coagulant and flocculant only), Si-fiber (center) and Si-microsphere (right). Al-based flocs are expected to interact with cellulose and grafted Si via hydrogen bonding and electrostatic interactions. d Schematic of floc behavior in a settling tank. When combined with a coagulant and a flocculant, flocs formed with Si-microspheres settled 26 times faster than conventional flocs. Conditions for b-d: 30 mg/L coagulant (alum), pH 6.5 ± 0.2, the 0.30 mg/L of flocculant is composed of 50% starch and 50% polyacrylamide.
Using a conventional treatment approach (i.e., adding coagulant and flocculant to a representative surface water, without fibers), a mean floc diameter of 520 ± 50 µm was obtained. However, the addition of Si-fibers with a structure ~10,000 times longer than traditional flocculants produced flocs with sizes of 4950 ± 480 µm, ~10 times larger than those obtained through conventional treatment (Fig. 2c).
To further enhance floc size and density and treatment efficiency, fibers were rearranged into “microspheres” and reinforced through SiO2 grafting. The density of the resulting porous Si-microsphere was calculated to be 1.61 ± 0.23 by dividing the mass by the volume of the microsphere (Supplementary Equation 1, eq. 12). Simultaneously used as super-bridging agents, as ballast medium, and as adsorbents, the fibrous Si-microspheres were significantly more porous than the mineral sands (silica and magnetite)17 typically used as ballast media and offered more reactive surface area for interaction with target contaminants. Considering the fiber dimensions and density, the surface areas of fibers and silica sands (d50 of 130 µm; density of 2.65) were calculated to be ~280 m2/g and 0.017 m2/g, respectively (cf Supplementary Equation 1 for fiber dimension and density). Thus, the cellulose fiber surface area was calculated to be ~16,000 times higher than the non-porous silica sand used traditionally in ballasted flocculation.
The performance of conventional treatment (coagulant and flocculant, with no fibers) was compared against treatment with pristine cellulosic fibers, Si-fibers, and the fibrous Si-microspheres in Fig. 3a, b (optimal concentrations of materials are shown in Supplementary Fig. 2a, b). Conventional treatment required more than 180 s to reach the target treatment value of 1 NTU, while pristine cellulosic fibers required only ~24 s (~8 times faster). Due to their higher density, Si-fibers were even more efficient than pristine cellulosic fibers during settling and attained the same 1 NTU turbidity after only ~14 s (~13 times faster than conventional treatment).

a, b Impact of pristine cellulosic fibers (100 mg/L), Si-fibers (100 mg/L), and Si-microspheres (1000 mg/L) versus conventional treatment (no fibers) on turbidity removal rates. c Impact of fiber-based materials on the required coagulant (alum) concentration. d Impact of Si-fibers on the required flocculant (polyacrylamide) concentration. Conditions for (a–c): 30 mg/L coagulant (alum), pH 6.5 ± 0.2, the 0.30 mg/L of flocculant was composed of 50% starch and 50% polyacrylamide. Dashed lines are included as eye guides connecting average values obtained from duplicate experiments. Shaded area (in grey) shows the industry standard after treatment (<1 NTU).
Increasing the floc size through particle bridging is a key element in water treatment as it determines both the floc settling velocity and contaminant removal rates. The effective chain length and hydrodynamic volume of a flocculant (a soluble organic polymer) are good indicators of that flocculant’s potential in aggregation processes18,19,20. Traditional synthetic flocculants such as polyacrylamide that are used worldwide have an effective chain length less than ~100 nm20,21. The filamentous morphology (Fig. 2c) and higher density of Si-microspheres compared to Si-fibers enabled their use as simultaneous bridging agent and ballast medium. The flocs formed using Si-microspheres were ~13 times larger (mean diameter of 6630 ± 540 µm) compared to those obtained with the conventional treatment. As the target turbidity of 1 NTU was achieved after only ~7 s when using the Si-microspheres (~26 times faster than the conventional technology, Fig. 2d), in practice, a considerably smaller (i.e. more sustainable) settling tank could be used without affecting the turbidity removal. Thus, this new material has the potential to reduce the process cost for new or refurbished treatment plants as compact designs are more economical. Land requirements make up a significant fraction of the overall cost of water treatment plants. Moreover, in dense, urban areas, land usage represents lost economic value22,23. Due to their super-bridging/ballasting effects, Si-fibers and Si-microspheres reduced the coagulant demand by ~20% and ~40%, respectively (based on turbidity, Fig. 3c). With Si-fibers, the reduction in flocculant demand was more than 60% (Fig. 3d). To further reduce the use of synthetic flocculant, a homemade starch was extracted from potato residue and used as a partial replacement of the synthetic organic polyacrylamide (Supplementary Fig. 4). Finally, both Si-fibers and Si-microspheres were shown to be reusable and were extracted, washed, and reinjected 20 times in the process without affecting the treatment performance (Fig. 2b).
Replacing settling with screening
We hypothesized that the super-large flocs formed using Si-fibers (3,930–5,590 µm) and Si-microspheres (5,770–7,520 µm) could be separated from the treated water using screens with sufficiently wide mesh sizes that reduce the risk of clogging and through which conventional flocs would readily pass (Fig. 4a). To verify whether screening could be used as a viable separation method, turbidity measurements were assessed after flocs were screened directly in the beaker during flocculation using different nylon screens.

a Floc formation and trapping during screening. Conventional flocs (formed with coagulant and flocculant only) were not removed, while flocs formed with different types of fibers or Si-microspheres were easily trapped. b, c Impact of screen mesh size and type of fibers/microspheres on screened water turbidity performed at 100 mg/L fibers and 1000 mg/L microsphere concentrations. Dashed lines are included as eye guides connecting average values obtained from duplicate experiments. Shaded area (in grey) shows the industry standard after treatment (< 1 NTU). d Flocs formed with various waste fibers (cellulose, cotton, and polyester). e, f Impact of pristine cellulosic fibers on the removal of nanoplastics and microplastics. Conditions for (b–f): 30 mg alum/L, 0.30 mg flocculant/L (50% starch and 50% polyacrylamide), pH 6.5 ± 0.2.
Due to their smaller sizes, flocs produced by conventional treatment (520 ± 50 µm) and ballasted flocculation (960 ± 230 µm) required screens with mesh sizes of 100 µm and 500 µm, respectively, to achieve the similar treatment target of 1 NTU. Other studies have reported the mean size of ballasted flocs to be lower than 600 µm15,24,25. However, as the fiber-based materials developed herein enabled the formation of flocs with a mean size >3930 µm, the 1 NTU target value was reached with much larger mesh sizes of 2000 and 5000 µm during treatment with fibers and Si-microspheres, respectively (Fig. 4b, c). Si-microspheres as large as 10,000 µm were produced by modifying the grinding and mixing conditions before stabilizing the fibers via Si-grafting, which suggests that industrial screens with a larger mesh size than those tested in this study (5000 µm) could also be used. After being collected, the aggregated fibers and microspheres were retrieved from the screen, cleaned, and reinjected in the aggregation tank (the measured fiber/microsphere recovery > 95%). Larger mesh sizes (>2000 µm) would be more easily cleaned compared to smaller ones and would reduce clogging by limiting screen pore blocking. Moreover, screens with larger mesh sizes are typically cheaper and can be cleaned by a simple pressurized air/water system; thus, considerably less water is expected to be required compared to backwashes during granular filtration.
Besides grafted fibers, different unmodified fibers can be used to form ultra-large flocs that can be separated by screening. Pristine and recycled cellulosic fibers, cotton fibers, and polyester fibers (waste from textile industry) were tested as bridging agents and all reached the ~1 NTU target when screening was performed with a 2000 µm screen (Fig. 4c, d). The optimal concentrations of cellulosic fibers (~100 mg/L) are shown in Supplementary Fig. 2c. Thus, the use of the fiber-based super-bridging agents can enable the replacement of the traditional settling tank with a simple screen, thereby potentially reducing the capital expenditures of the treatment process. This approach also considerably improved the removal of microplastics and nanoplastics (Fig. 4e, f) compared to conventional treatment.
An alternative material for simultaneous bridging, ballasting, and contaminant adsorption
We fabricated flakes composed of cellulose fibers with grafted iron (hydr)oxides which acted as sites for NOM and phosphorus adsorption via attractive electrostatic interactions26,27,28,29. Figure 5a, b describe the adsorption and floc aggregation pathways on the flake and the flake collection method. Conventional flocs were also expected to interact with sections of exposed fibers via hydrogen bonding (e.g., aluminum hydroxide-based flocs attached on cellulose hydroxyl groups). Figure 5c shows the atomic content of iron (Fe) grafted on the flakes (1–9%, obtained by X-ray photoelectron spectroscopy (XPS)) and the mass content of iron (hydr)oxides on the flakes (6–32%, obtained by TGA) as well as the ungrafted Fe (2–31% of total Fe remained in the water following flake synthesis). From XPS analysis, which characterizes the surface of a material, the atomic Fe content reached an asymptote when 26 mM Fe is used during flake synthesis. In contrast, TGA analysis, which is used to evaluate materials’ bulk properties, showed that the mass of grafted iron (hydr)oxides on flakes continued to increase when higher Fe concentrations are used (up to 42 mM Fe). This may be attributed to the formation of thicker Fe patches on fibers.

a Schematic of negatively charged NOM adsorption and colloid aggregation on positively charged flakes. Conventional flocs aggregate with flakes via hydrogen bonding while contaminant-loaded flakes are trapped on a 2000 µm screen. No settling tank is required. b Schematic of NOM diffusion into the flake’s filamentous/porous structure followed by adsorption on positively charged iron (hydr)oxides (in red). The flake size can be adjusted to prioritize adsorption or separation. c Impact of Fe concentration during grafting (0.6 mM–42 mM Fe) on atomic Fe content (via XPS, in black), on ungrafted Fe (via ICP, in red) and on mass of grafted iron (hydr)oxide (via TGA, in blue) (single measurement per condition). d NOM removal as a function of flake concentration. e Preliminary measurements of phosphorus removal as a function of flake concentration (single jar test per condition). Adsorption tests (d, e) were performed during 30 min and at 21 °C. In panel (d), dashed lines are included as eye guides connecting average values obtained from duplicate experiments. Conditions for (d), (e): no coagulant or flocculant added.
We observed a NOM residual concentration of 5.2–4.2 mg C/L (9–26% removal with 0.3–7.5 g flakes/L; Fig. 5d) post treatment experiments. This suggests that in practice, the Fe-grafted flakes could reduce the formation of disinfection by-products in drinking water30. The potential applicability of flakes in municipal wastewater treatment was also evaluated by measuring soluble phosphorus removal28. We observed a residual phosphorus concentration of 0.80–0.17 mg P/L (17–82% removal with 0.3–7.5 g flakes/L; Fig. 5e), which would reduce local anthropogenic pressures in lakes and rivers31. The Fe concentrations after treatment show that the flakes did not release Fe into the treated wastewater (Fig. 5e).
In contrast to conventional ballast media32 used in ballasted flocculation (e.g., silica sand), the flake was designed to simultaneously bridge colloids, ballast flocs, and adsorb NOM and phosphorus (with capacities up to 1.7 mg NOM/g flakes and up to 0.6 mg P/g flakes). The flake tested herein with a Fe surface coverage of ~9% had a lower adsorption capacity than granular activated carbon (1.2–27.1 mg NOM/g GAC33). However, GAC does not promote aggregation via bridging. The adsorption capacity of the flake could also be improved by increasing the Fe surface coverage on fibers. Using 7.5 g flakes/L combined with a coagulant (30 mg alum/L) and a flocculant (0.3 mg flocculant/L) during screening, we achieved a turbidity <1 NTU, with no settling required. If used during settling rather than screening, such large and dense flakes also eliminate the need for non-renewable and less sustainable ballast media (e.g. silica and magnetite sands extracted from natural geological sites). However, for future water treatment plants, the formation of very large flakes of tunable size (Fig. 5b) could allow for the substitution of large and costly settling tanks (~20% of the total plant construction cost34) with a compact and inexpensive screening process.
We were able to synthesize flakes larger than 10,000 µm and smaller than 300 µm (the size of a few fibers). At a larger production scale, the size could be controlled by the fragmentation technique (e.g., mechanical grinding), intensity, and time. Larger flakes were denser and offered less specific surface area (m2/g) compared with free metal-coated fibers; thus, the ideal flake size will be a compromise between NOM removal (for which smaller flakes present a greater metal (hydr)oxide surface area) and flake separation (for which larger and more dense flakes are optimal). In this study, the dried Fe-grafted pulp was fragmented into large fragments of 1,000–10,000 µm to improve removal during screening. We show that flakes can also be reinforced with either a high molecular weight polyacrylamide or SiO2 to improve their mechanical resistance over time and during high-shearing conditions such as in mixing tanks (Supplementary Fig. 3d). Polyacrylamide was injected during the initial step of the flake synthesis to improve fiber binding (Supplementary Fig. 3b), while SiO2 was grafted on already synthesized flakes, producing a SiO2 shell-like reinforcement (Supplementary Fig. 3c).
The concept of binding fibers with metal (hydr)oxides was extended by using different types of waste fibers. For example, we tested the use of dryer lint (mostly composed of polyester, cotton, and hair), as an alternative to cellulosic fibers during the flake synthesis. Flakes produced with dryer lint (Supplementary Fig. 3e) successfully removed turbidity (<1 NTU after only 20 s of settling). Hence, the synthesis of flakes does not solely rely on cellulose, as other – more sustainable and cheaper––types of fibers can be used. Fiber-based materials such as flakes and Si-microspheres could also be filled with light or dense media to increase the settling or rising velocity (e.g., flake stuffed with recycled glass, Supplementary Fig. 3f), or be functionalized/grafted with other metal (hydr)oxides (e.g., grafted with Al instead of Fe, Supplementary Fig. 3g) or polymers to increase durability.
The water treatment industry currently uses three classes of additives for high-rate clarification processes (i.e., superficial velocity >40 m/h): coagulants, flocculants, and ballast media. Technically and economically, aggregation/settling is currently the most efficient and common way to treat water globally, especially for large water treatment plants. In many cases, the coagulant concentration is determined by the turbidity, or target level of residual NOM after treatment (or by total suspended solids and residual phosphorus for wastewater treatment). By combining aspects of the different reengineered materials presented above, an ultimate material for effective bridging, ballasting, and adsorption was achieved. Cellulose flakes formed by grafting iron (hydr)oxides onto cellulose present an interesting sustainable alternative to existing practices. Flakes served as a three-in-one bridging/ballasting/adsorbing medium that can simultaneously i) reduce turbidity (or total suspended solids in wastewater) by bridging colloids to form larger flocs, ii) improve the screening/settling removal rate by increasing the floc size/density, and iii) remove NOM (or phosphorus in wastewater which can lead to eutrophication) by adsorption. The flake synthesis is both inexpensive and sustainable as it requires only recycled cellulosic fibers (10 times less expensive than pristine cellulosic fibers), soluble iron/metal (FeCl3 in this study), and a base/buffer (NaOH in this study).
We developed new fiber-based materials for use in the water treatment industry with the goal of reducing chemical usage and the footprint of treatment processes. Our results show that pristine fiber-based materials can be of interest for the optimization of existing plants and for the design of future water treatment plants, notably by considerably increasing the floc size (>10 times). The significantly larger floc size will considerably improve settling, or enable it to be replaced entirely with a more compact separation unit: rotating screens. The fiber-based materials developed in this study also outperformed conventional treatment and ballasted flocculation during screening, as fibers, microspheres and flakes required larger mesh size of 2,000–5,000 µm to reach the 1 NTU objective, while conventional treatment and ballasted flocculation needed finer mesh sizes. The flake, used as a three-in-one porous material, was created by reengineering recycled cellulosic fibers and designed to simultaneously remove particulate and soluble matter, while improving process performance. The reusable fiber-based materials presented herein were shown to be versatile by removing several contaminants (NOM, phosphorus, microplastics, and nanoplastics), and by bridging/ballasting flocs. These proposed low-cost fiber-based materials could lead to water treatment scalability and support an industry transition to chemicals and processes with lower environmental impacts. We believe that our results motivate the need for more research using this holistic approach to optimize the multiple aims of water treatment process efficiency, cost, and sustainability.
Methods
Synthesis and characterization of Si-fibers and Si-microspheres
Two types of cellulosic fibers (80–2000 µm long) were used during jar tests and for the grafting process, either as received or acid-washed: (i) pristine cellulosic fibers (NISTRM8496, Sigma-Aldrich), or (ii) recycled and deinked fibers from the pulp and paper industry (Cascades Inc). Prior to the Si grafting procedure, all cellulosic fiber types were washed in deionized water. The wet pulp was dried using two drying procedures: one was carried out by drying at 40 °C for 24 h before the Si grafting, while in the second procedure, the dried pulp fibers were further washed with ethanol (70%) and air-dried for 24 h to remove any excess water prior to carrying out the grafting reaction described elsewhere (Supplementary Fig. 1b). This showed that the extra ethanol washing/drying steps enhanced the amount of SiO2 grafted onto the fibers35,36,37,38. Briefly, to graft SiO2, 7 mL water and 43 mL ethanol were mixed and used as the reaction solvent, into which 1 g of the treated fibers was dispersed. 20–30 mL of tetraethoxysilane (TEOS) (98%, 131903, Sigma-Aldrich) as the reagent, and 60 mg phosphotungstic acid (H3PW12O40) (P4006, Sigma-Aldrich) as the catalyst were added to the pulp dispersion. The mixture was then vortexed to achieve a well-mixed dispersion before being stirred (120 rpm) for 24 h at room temperature. To reduce the process footprint and chemical consumption in full-scale applications, the ethanol-water-catalyst mixture used in the Si grafting process could be partially reused. Based on the data presented by Sequeira et al.36, we estimate that ~70% of the initial catalyst/solvent/water mixture could be reused at least once without significantly affecting the amount of grafted Si. The grafted Si-fibers were then separated from the solvent using a 160 µm sieve and rinsed twice with deionized water to remove any unreacted residual reagent or catalyst. The final product was air-dried for 24 h prior to use in jar tests. A small sample of Si-fibers were frozen at -80 °C and then lyophilized using a benchtop Labconco freeze dryer for characterization. Other pristine fibers such as cotton and polyester (SanMar Canada, ATC, ATC3600Y) were also used to produce bridging materials.
The same grafting technique was used to form Si-microspheres using dried pulp as a starting material. The desired aggregate shape and size was produced by manually grinding the dried pulp into fragments. Fragments were then mixed in ethanol, producing the microsphere shape that was subsequently reinforced and stabilized with grafted silica. Following grafting with TEOS as above, mixing at 120 rpm for 24 h produced a suspension of 81–92 wt% Si-microspheres; the balance consisting of Si-fibers that could be reused. Under higher shearing conditions (200 rpm), the proportion of Si-microspheres decreased to 25–30%. The relative proportion of Si-microspheres to Si-fibers obtained after synthesis can be further optimized by modifying the ethanol/water and TEOS/water ratios, or by modifying the amount of fibers present during the synthesis35,37,39. The Si-fibers were separated from the Si-microspheres by gravitational separation. The Si-grafted material was suspended in 500 mL of deionized water and allowed to settle for 10 s. The Si-fibers remained in suspension while the Si-microspheres quickly settled (<10 s) to the bottom of a glass beaker. The grafted Si-microspheres were rinsed twice with deionized water to remove any residual unreacted reagent or catalyst. Both fibers and microspheres were tolerant of high shearing (velocity gradients as high as 1000 s−1). The amount of grafted silica was determined by thermogravimetric analysis (TGA, Discovery TGA 5500) under nitrogen with an oven ramp from 25 to 800 °C at 10 °C/min. The compositions of pristine fibers (control) and grafted materials were characterized by Fourier-transform infrared spectroscopy (FTIR, Spectrum II, PerkinElmer) with a single bounce-diamond in attenuated total reflection (ATR) mode, and by X-ray photoelectron spectroscopy (XPS, K-Alpha X-ray Photoelectron Spectrometer, Thermo Fisher Scientific). The morphologies of all materials and the Si layer thickness were obtained using scanning electron microscopy (SEM, FEI Quanta 450) coupled to energy dispersive x-ray spectroscopy (EDS).
Synthesis and characterization of metal-grafted flakes
A sustainable approach was used to produce flakes as a three-in-one bridging/ballasting/adsorbing material. Cellulosic fibers (pristine or recycled) or dryer lint (1 g) were rinsed twice with deionized water and air-dried for 24 h. These were then added to a 100 mL FeCl3 or Al2(SO4).14H2O solution (0.6–42 mM Fe or Al) (Sigma-Aldrich). The suspension was adjusted to pH 7 using 0.4–30 mL of 1 M NaOH and stirred at room temperature for 5 min. Under these conditions, the metal salts are hydrolyzed to Fe(OH)3 or Al(OH)3 which adsorb and precipitate on the fiber surface. The grafted fibers were separated from the solution with a 160 µm sieve and subsequently heated at 90 °C for 2 h. After sieving, the residual Fe concentration in the filtrate was measured by inductively coupled plasma mass spectrometry (ICP-MS, ICAP, Thermo Fisher Scientific), following a pH adjustment <2 (using 1 M HNO3). The iron or aluminum (hydr)oxides generated after heating simultaneously functionalized and linked fibers together to form the metal/cellulose-based flakes. Loosely bound Fe or Al were removed by mixing in deionized water at 150 rpm for 30 min and then separated with a 160 µm sieve from the flakes, which were then air-dried for 24 h. Flakes were then characterized by SEM-EDS, TGA and XPS.
After synthesis, the dried metal-coated pulp was manually fragmented to form flakes of different sizes, which can be tuned for a specific separation application. In selected experiments, to increase the mechanical resistance of flakes (42 mM Fe), 5 mg/L of a high molecular weight polyacrylamide (191973, Sigma-Aldrich) was added to bridge iron hydroxides (during synthesis, 4 min after metal salts), providing internal reinforcement, prior to sieving/heating. Grafting SiO2 on the external surface of the already synthesized flake provided another method to improve the mechanical resistance: 1 g of dried flakes was combined with 43 mL ethanol, 7 mL DI water, 60 mg phosphotungstic acid, and 20 mL TEOS and the suspension was stirred for 24 h at 120 rpm and room temperature. The reinforced flakes were then air-dried for 24 h prior to use in jar tests.
Tracking conventional indicators of water treatment and microplastics/nanoplastics
Jar tests were performed on surface water samples to probe the performance of the fiber-based materials. Samples were first coagulated with alum in a 500 mL beaker (250 mL of water) at 300 rpm for 2 min and then flocculated at 150 rpm for 4 min40. A mixed solution of polyacrylamide and a homemade starch polymer was used for flocculation (see below). To reduce floc breakage, the flocculant addition was divided into two equal injections8. Fibers, Si-microspheres, or flakes were injected at the onset of flocculation. Turbidity measurements were assessed after flocs were screened in the beaker during the flocculation using different nylon screens having mesh sizes of 100, 500, 1,000, 2,000, and 5,000 µm (Pentair). Turbidity measurements were also assessed after settling for 5–300 sec. All screened and settled samples were collected at a depth of 2 cm from the top of the water surface. After treatment, fiber-based materials were extracted from the screened/settled flocs, washed, and reused several times in the processes. Jar test experiments were conducted using surface water from the Chomedey drinking water treatment plant (mean flow rate: 180,000 m3/d; turbidity: 8 ± 2 NTU (TB300-IR turbidimeter, ClearTech); pH: 7.1 ± 0.3; dissolved organic carbon (DOC, Shimadzu TOC-VCPH analyzer, filtered on 0.45 µm cellulose membrane) concentration: 6.0 ± 1.0 mg C/L (composition: 70-75% humics, less than 5% of biopolymers, and 10–15% building blocks, and less than 10% of low molecular weight compounds)41; UV absorbance: 0.26 ± 0.1 cm-1 at 254 nm, which is fed by the Prairies River (Laval, Canada)42. The raw water was equilibrated to ~21 °C before each experiment. The residual turbidity objective after treatment was set to a typical industrial target of <1 NTU. Jar test experiments were also conducted using municipal wastewater influent from the city of Montréal (Jean-R. Marcotte wastewater treatment plant, Canada, mean flow rate: 2,500,000 m3/d; biological oxygen demand (BOD5): 77 ± 12 mg/L (Standard Methods, 5210 B), chemical oxygen demand (COD): 162 ± 30 mg/L (Standard Methods, 5220 B), total suspended solids: 95 ± 15 mg/L (Standard Methods, 2540 D), pH: 7.4 ± 0.3, total phosphorus: 1.6 ± 0.2 mg P/L (ICP-MS, ICAP, Thermo Fisher Scientific), soluble phosphorus: 1.0 ± 0.1 mg P/L (ICP-MS, ICAP, Thermo Fisher Scientific, filtered on 0.45 µm cellulose membrane)42. Residual iron, phosphorus and NOM analysis were performed by EnvironeX (Eurofins, Canada). The reduction in coagulant and flocculant demand (based on turbidity) was calculated as follows: ([chemical concentration]no fibers – [chemical concentration]with fibers)/([chemical concentration]no fibers), the turbidity targets being fixed at 1 NTU. The concentration of nanoplastics (200 nm fluorescent polystyrene carboxylated nanospheres, FluoSpheres, ex/em: 365/415 nm) was evaluated using a multimode microplate reader (Spark microplate reader, Tecan) with a calibration curve. As described by Lapointe et al.40, the microplastics (140 µm polyethylene microspheres, Cospheric, ex/em: 515/414 nm, initial jar test concentration of 500 microspheres/L) were extracted from samples via filtration (5 μm polyacrylate membrane, PCT5047100, SterliTech Corporation) and were counted by stereomicroscopy (10×; Olympus, model SZX16, fluorescence mode). Stereomicroscopy (10×) was also used to measure the floc, microsphere, and flake equivalent diameters (DE, n = 15). DraftSight was used to evaluate the size by assuming an ellipsoidal shape, where DE = \(\sqrt {Lxl}\) (L: ellipse longest dimension, l: ellipse shortest dimension)43.
Extraction, cleaning, and reuse of fiber-based materials
Screened and settled floc solutions were collected and adjusted to pH>9 to convert Al(OH)3(s) precipitates (from alum used as the coagulant) into soluble aluminum species (Al3+ and Al(OH)4-, respectively) and to promote floc fragmentation. The solution was then sheared at 400 rpm during 30 s, and materials were collected using 160 and 630 µm mesh sieves for fibers and microspheres/flakes, respectively (recovery >95 wt% for all materials). Flakes were washed at pH >9 to exceed the isoelectric point of iron patches and to promote NOM desorption44,45. Fiber-based materials were then reused for subsequent jar tests.
A sustainable alternative to synthetic flocculants
A starch-based polysaccharide flocculant was extracted from potato peels and used to partially replace the synthetic and non-biodegradable polyacrylamide. Potato peels (Dolbec, Canada) were blended (metal blade, Ninja blender) at ~1200 rpm for 5 min at room temperature. While blending, the solution was adjusted to pH 4.5 using 0.5 M HCl to disentangle, desorb, and partially extract soluble carboxylated starch chains from the pulp (pKa~4.5)21. The solution was sieved on 160 µm sieve to separate the undesired insoluble pulp from soluble polysaccharides. As the polysaccharide chain length determines its bridging ability20,46, only molecules of high molecular weight were extracted by centrifugation at 5000 g during 6 min using a Millipore 100 kDa molecular cut-off (Amicon kit from Millipore Sigma). The solution containing high molecular weight polysaccharides was adjusted to pH 7 using 1 M NaOH. Other types of potato residue or other food-based sources of polysaccharides could also be used to increase the polymer molecular weight21,47,48,49.
Data availability
The datasets generated during and/or analysed during the current study are available from the corresponding author on reasonable request.
References
Sadoff, C. W., Borgomeo, E. & Uhlenbrook, S. Rethinking water for SDG 6. Nat. Sustain 3, 346–347 (2020).
Sustainable water solutions. Nat. Sustain. 3, 73 (2020).
Wastewater treatment, Environment Statistics, OECD (database, dataset extracted on June 25, 2021). https://doi.org/10.1787/data-00604-en (2021).
Bolisetty, S., Peydayesh, M. & Mezzenga, R. Sustainable technologies for water purification from heavy metals: review and analysis. Chem. Soc. Rev. 48, 463–487 (2019).
Statistics Canada. Vol. 11-001-X (2019).
Gupta, V. K., Ali, I., Saleh, T. A., Nayak, A. & Agarwal, S. Chemical treatment technologies for waste-water recycling—an overview. RSC Adv. 2, 6380–6388 (2012).
Sun, G. L., Reynolds, E. E. & Belcher, A. M. Using yeast to sustainably remediate and extract heavy metals from waste waters. Nat. Sustain 3, 303–311 (2020).
Lapointe, M. & Barbeau, B. Substituting polyacrylamide with an activated starch polymer during ballasted flocculation. J. Water Process Eng. 28, 129–134 (2019).
Global Coagulants & Flocculants Market Overview 2019, Research and Market (Globe Newswire, Dublin, 2019).
Wastewater Treatment: Coagulants, Flocculants, Corrosion Inhibitors, Biocides, and Antifoaming Agents - MST077A (BCC Research, Wellesley, 2020).
Abdo, M., Ewida, K. & Youssef, Y. Recovery of alum from wasted sludge produced from water treatment plants. J. Environ. Sci. Health Part A 28, 1205–1216 (1993).
Keeley, J., Jarvis, P., Smith, A. D. & Judd, S. J. Coagulant recovery and reuse for drinking water treatment. Water Res. 88, 502–509 (2016).
Xu, G. R., Yan, Z. C., Wang, Y. C. & Wang, N. Recycle of Alum recovered from water treatment sludge in chemically enhanced primary treatment. J. Hazard. Mater. 161, 663–669 (2009).
Fielding, M. Analytical methods for polymers and their oxidative by-products. (AWWA Research Fondation, 1999).
Lapointe, M. & Barbeau, B. Dual starch–polyacrylamide polymer system for improved flocculation. Water Res. 124, 202–209 (2017).
Keeley, J., Jarvis, P. & Judd, S. J. An economic assessment of coagulant recovery from water treatment residuals. Desalination 287, 132–137 (2012).
Lapointe, M. & Barbeau, B. Selection of media for the design of ballasted flocculation processes. Water Res. 147, 25–32 (2018).
Pal, S., Mal, D. & Singh, R. P. Cationic starch: an effective flocculating agent. Carbohydr. Polym. 59, 417–423 (2005).
Sun, H., Kabb, C. P., Sims, M. B. & Sumerlin, B. S. Architecture-transformable polymers: Reshaping the future of stimuli-responsive polymers. Prog. Polym. 89, 61–75 (2019).
Bolto, B. & Gregory, J. Organic polyelectrolytes in water treatment. Water Res. 41, 2301–2324 (2007).
Lapointe, M. & Barbeau, B. Understanding the roles and characterizing the intrinsic properties of synthetic vs. natural polymers to improve clarification through interparticle Bridging: A review. Sep. Purif. Technol. 231, 115893 (2020).
Marzouk, M. & Elkadi, M. Estimating water treatment plants costs using factor analysis and artificial neural networks. J. Clean. Prod. 112, 4540–4549 (2016).
Tsagarakis, K., Mara, D. & Angelakis, A. Application of cost criteria for selection of municipal wastewater treatment systems. Water Air Soil Pollut. 142, 187–210 (2003).
He, W., Xie, Z., Lu, W., Huang, M. & Ma, J. Comparative analysis on floc growth behaviors during ballasted flocculation by using aluminum sulphate (AS) and polyaluminum chloride (PACl) as coagulants. Sep. Purif. Technol. 213, 176–185 (2019).
Sieliechi, J., Lartiges, B., Skali-Lami, S., Kayem, J. & Kamga, R. Floc compaction during ballasted aggregation. Water Res. 105, 361–369 (2016).
Grosvenor, A., Kobe, B., Biesinger, M. & McIntyre, N. Investigation of multiplet splitting of Fe 2p XPS spectra and bonding in iron compounds. Surf. Interface Anal. 36, 1564–1574 (2004).
Sugimoto, T., Sakata, K. & Muramatsu, A. Formation mechanism of monodisperse pseudocubic α-Fe2O3 particles from condensed ferric hydroxide gel. J. Colloid Interface Sci. 159, 372–382 (1993).
Zhou, Q., Wang, X., Liu, J. & Zhang, L. Phosphorus removal from wastewater using nano-particulates of hydrated ferric oxide doped activated carbon fiber prepared by Sol–Gel method. Chem. Eng. 200-202, 619–626 (2012).
Gialanella, S. et al. On the goethite to hematite phase transformation. J. Therm. Anal. 102, 867–873 (2010).
Singer, P. C. Humic substances as precursors for potentially harmful disinfection by-products. Water Sci. Technol. 40, 25–30 (1999).
Mekonnen, M. M. & Hoekstra, A. Y. Global anthropogenic phosphorus loads to freshwater and associated grey water footprints and water pollution levels: A high‐resolution global study. Water Resour. Res. 54, 345–358 (2018).
Lapointe, M., Brosseau, C., Comeau, Y. & Barbeau, B. Assessing alternative media for ballasted flocculation. J. Environ. Eng. 143, 04017071 (2017).
Golea, D. M. et al. Influence of granular activated carbon media properties on natural organic matter and disinfection by-product precursor removal from drinking water. Water Res. 174, 115613 (2020).
Kawamura, S. Integrated design and operation of water treatment facilities. 2nd edn, (John Wiley & Sons, 2000).
Sequeira, S. & Evtuguin, D. V. & Portugal, I. Preparation and properties of cellulose/silica hybrid composites. Polym. Compos. 30, 1275–1282 (2009).
Sequeira, S., Evtuguin, D. V., Portugal, I. & Esculcas, A. P. Synthesis and characterisation of cellulose/silica hybrids obtained by heteropoly acid catalysed sol–gel process. Mater. Sci. Eng. 27, 172–179 (2007).
Gazit, O. M., Charmot, A. & Katz, A. Grafted cellulose strands on the surface of silica: effect of environment on reactivity. Chem. Commun. 47, 376–378 (2011).
Liu, S., Yu, T., Hu, N., Liu, R. & Liu, X. High strength cellulose aerogels prepared by spatially confined synthesis of silica in bioscaffolds. Colloids Surf. A Physicochem. Eng. 439, 159–166 (2013).
Feng, J. et al. Silica cellulose hybrid aerogels for thermal and acoustic insulation applications. Colloids Surf. A Physicochem. Eng. 506, 298–305 (2016).
Lapointe, M., Farner, J. M., Hernandez, L. M. & Tufenkji, N. Understanding and Improving Microplastic Removal during Water Treatment: Impact of Coagulation and Flocculation. Environ. Sci. Technol. 54, 8719–8727 (2020).
Lapointe, M., Papineau, I., Peldszus, S., Peleato, N. & Barbeau, B. Identifying the best coagulant for simultaneous water treatment objectives: Interactions of mononuclear and polynuclear aluminum species with different natural organic matter fractions. J. Water Process. Eng. 40, 101829 (2020).
APHA, A. W. W. A. & WEF. W. E. F. Standard methods for the examination of water and wastewater 22nd ed. American Public Health Association, Washington (2012).
Lapointe, M. & Barbeau, B. Characterization of ballasted flocs in water treatment using microscopy. Water Res. 90, 119–127 (2016).
Kosmulski, M. The pH-dependent surface charging and points of zero charge: V. Update. J. Colloid Interface Sci. 353, 1–15 (2011).
Benjamin, M. M., Sletten, R. S., Bailey, R. P. & Bennett, T. Sorption and filtration of metals using iron-oxide-coated sand. Water Res. 30, 2609–2620 (1996).
Gregory, J. & Barany, S. Adsorption and flocculation by polymers and polymer mixtures. Adv. Colloid Interface Sci. 169, 1–12 (2011).
Zou, W. et al. Effects of amylose/amylopectin ratio on starch-based superabsorbent polymers. Carbohydr. Polym. 87, 1583–1588 (2012).
Shogren, R. L. Flocculation of kaolin by waxy maize starch phosphates. Carbohydr. Polym. 76, 639–644 (2009).
Rolland-Sabaté, A., Guilois, S., Jaillais, B. & Colonna, P. Molecular size and mass distributions of native starches using complementary separation methods: asymmetrical flow field flow fractionation (A4F) and hydrodynamic and size exclusion chromatography (HDC-SEC). Anal. Bioanal. Chem. 399, 1493–1505 (2011).
Acknowledgements
The authors acknowledge the Canada Research Chairs Program, the Natural Sciences and Engineering Research Council of Canada (NSERC), the Killam Research Fellowship, the Canada Foundation for Innovation, and the William and Rhea Seath Award at McGill University. Mathieu Lapointe was supported by a FRQNT Postdoctoral Fellowship. Heidi Jahandideh receives financial support from NSERC Canada Graduate Scholarship-Doctoral, NSERC CREATE, a Vadasz doctoral fellowship and a McGill Engineering Doctoral Award (MEDA). The authors acknowledge Audrey Desaulniers (Orceine, Montreal, Canada) and Stéphanie Boisclair for image editing. The assistance of David Liu and Kelly Sears from the Facility for Electron Microscopy Research (FEMR) at McGill University is also acknowledged.
Author information
Authors and Affiliations
Contributions
M.L.: original idea, conceptualization, data curation, analysis, visualization, writing, review, and editing. H.J.: writing, data curation, analysis, review, and editing. J.M.F.: writing, review, and editing. Nathalie Tufenkji: conceptualization, writing, review, editing, and supervision.
Corresponding authors
Ethics declarations
Competing interests
N.T. and M.L. have applied for U.S. provisional patents on the use of fiber-based materials for water treatment. H.J. and J.M.F. declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Lapointe, M., Jahandideh, H., Farner, J.M. et al. Super-bridging fibrous materials for water treatment. npj Clean Water 5, 11 (2022). https://doi.org/10.1038/s41545-022-00155-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41545-022-00155-4
