
Abstract
For the first time, electrochemical synthesis of graphene-based particles with a specified morphology has been demonstrated. It has been revealed that parameters of the electrochemical synthesis make it possible to control the degree of oxidation and lateral size of graphene-based particles.
Similar content being viewed by others

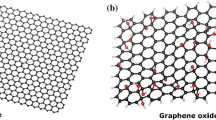
Graphene oxide (GO), a promising derivative of graphene, is a material of nonstoichiometric composition with a high oxygen content (C/O < 4) incorporated into functional groups (hydroxyl, epoxy, carbonyl, and carboxyl) [1]. The synthesis of GO with different oxygen content makes it possible to vary its physicochemical properties within wide limits [2]. In particular, chemical or thermal reduction of oxygen-containing groups makes it possible to obtain reduced graphene oxide (RGO), which has high electronic conductivity due to the system of π-conjugated bonds, while GO is a dielectric material. The wide variability of properties allows one to consider GO and its derivatives in a wide range of applications: in gas-drying membranes [3, 4], memristors [5], conductive additives in batteries [6], etc.
At present, the most common route for producing graphene oxide is the chemical oxidation of graphite using the Hummers and Brodie methods [7], based on the use of strong oxidants and concentrated acids. Under such synthesis conditions, irreversible defects are formed in the graphite matrix, which makes it impossible to synthesize graphene-like particles of high structural perfection. In addition, chemical methods of graphite oxidation and exfoliation on a production scale cause significant harm to the environment due to the use of a large amount of acids.
Recently, the electrochemical exfoliation of a graphite precursor has emerged as a promising strategy for large-scale production of graphene-like materials [8]. The properties of the resulting particles, for example, the degree of oxidation, defectiveness, and electronic conductivity, differ significantly from both chemically synthesized graphene oxide and graphene. Therefore, the resulting material will be referred to below as electrochemical graphene oxide (ECGO). This method has a number of advantages: no expensive equipment is required, it is possible to control the process of exfoliation by an electric field, environmental friendliness, and scalability [9]. The first studies using the electrochemical approach consisted in the oxidation and exfoliation of graphite due to electrolysis of electrolytes based on aqueous solutions of acids, salts, and ionic liquids [10]. The key disadvantage of this method was the low yield of thin-layer particles (<10 layers) and their small lateral size. The next stage in the modification of electrochemical synthesis was a two-step method based on preliminary electrochemical intercalation of graphite in concentrated sulfuric acid at the first stage, followed by oxidation and exfoliation in salt solutions [11]. This method made it possible to significantly increase the yield of ECGO thin-layer particles and their lateral size. However, because exfoliation and oxidation occur throughout the entire volume of the electrode, the process becomes difficult to control at the second stage due to the uncontrolled expansion of the working electrode and deterioration of its contact with the current collector. This makes it impossible to synthesize particles of a certain morphology (thickness, lateral size). One-stage exfoliation of graphite in an electrolyte based on phthalic acid is a topical development of electrochemical synthesis [12]. Because of the deposition of organic acid on the graphite anode during electrolysis, exfoliation and oxidation occur only on the graphite surface, which makes it possible to obtain thin-layer particles (<3 layers) with a large lateral size. It is worth noting that this method does not require the use of specific equipment and expensive precursors.
In this work, we report a new universal method for fabrication of graphene-like materials, which allows one to control the morphology (thickness and lateral size) and degree of oxidation of particles by varying parameters of electrochemical synthesis (operating voltage).
ECGO synthesis was performed in a three-electrode electrochemical cell. A graphite plate 1.0 × 0.7 × 0.15 cm3 (chemically pure grade, Alfa Aesar, Germany) was used as the anode, the counter electrode (2.0 × 2.0 × 0.05 cm3) was made of platinum (99.99% purity), and the reference electrode was Ag/AgCl ESr-10101 (Russia). The distance between the working and counter electrodes was 2 cm. The electrolyte was prepared using 0.66 g of phthalic acid in the presence of 1.23 g of KOH, and the resulting mixture was dissolved in 80 mL of water. All reagents (Acros) were of chemically pure grade. The synthesis was carried out in a potentiostatic mode at a voltage in the range from 2 to 10 V until the anode was completely exfoliated. At a voltage of 2, 4, 6, 8, and 10 V, the current density was 1.1, 4.0, 8.4, 12.7, and 17.8 mA mm–2, respectively. During the synthesis, the color of the electrolyte gradually changed from transparent through light yellow and brown to dark brown. The resulting ECGO sample was sonicated for 30 min to increase the yield of thin-layer particles. Then, the resulting suspension was centrifuged at a speed of 3000 rpm to remove incompletely exfoliated product. To separate ECGO particles by lateral size (nm from μm), the sol was centrifuged at a speed of 9000 rpm. The final stage of product purification was dialysis in water for 10 days.
The thickness and lateral size of ECGO particles were determined by atomic force microscopy (AFM) on a MultiMode SPM scanning probe microscope with an MMAFM-2 scanning module and a NanoScope-IIIa controller in the tapping mode with NanoWorld cantilevers.
The morphology and crystal structure of graphene-like particles were determined by transmission electron microscopy (TEM) on a JEOL JEM-2010 microscope.
The content of defects and the degree of oxidation of the samples were studied by Raman spectroscopy. Raman spectra were recorded on a Renishaw InVia spectrometer using an argon laser with a wavelength of 633 nm and a power of 20 mW. The data were analyzed using the Wire 3.4 Renishaw software. The spectra were processed by convolution of the Gaussian and Lorentzian functions to determine the intensities of peaks D and G.
A qualitative comparison of the degree of oxidation of ECGO particles was performed with the use of a Shimadzu UVmini-1240 spectrophotometer (Japan). The spectra were normalized relative to the absorption maximum in the spectrum of the sample.
The elemental composition for ECGO samples obtained at a voltage of 6 V was determined by X-ray photoelectron spectroscopy (XPS) using a Thermo Fisher Scientific ESCALAB Xi+ spectrometer. The peaks were approximated by convolution of the Gaussian and Lorentzian functions (pseudo-Voigt) with simultaneous optimization of the background parameters. The background parameters were optimized using the Shirley algorithm.
Based on the results of AFM image processing (Fig. 1), it can be concluded that the change in the voltage from 2 to 6 V leads to a significant increase in the lateral particle size from nanometer to micrometer values, while the thickness decreases from several to one nm. With a further increase in voltage to 10 V, the particle size decreases to hundreds of nanometers, and the thickness increases up to tens of nanometers. It is also worth noting that as a result of a significant change in the morphology of particles at various voltages, their names were introduced. In particular, at a voltage of 2 V, all the resulting particles have a lateral size of less than 200 nm; therefore, this type of ECGO corresponds to nanofraction. At 10 V, in addition to nanoparticles, materials with a lateral size in the range from 200 to 1000 nm are also predominantly formed; therefore, this fraction is intermediate. At 6 V, the contribution of microfraction is maximal. At 4 and 8 V, no predominance of the fraction of particles of a certain size was observed. At these voltages, a mixture of particles of nano- and intermediate fractions equivalent in mass content is formed (Table 1). Thus, the most informative in terms of particle size distribution are the results at 2, 6, and 10 V, which make it possible to obtain the highest yield of particles of a certain morphology.

AFM data and the results of their processing in thickness and lateral size based on the analysis of many AFM images for ECGO particles obtained in an electrolyte based on phthalic acid at voltages of 2 (left column), 6 (central column), and 10 V (right column).
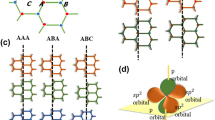
These changes in morphology with an increase in the operating voltage can be explained by the accumulation of elastic strain energy in the graphite layers adjacent to the electrolyte during their oxidation and, as a consequence, bending (Fig. 2). Thus, when excess external energy is supplied to the working electrode at a high voltage, due to highly efficient electrolysis, several graphite sheets are simultaneously cracked, followed by diffusion of oxygen and oxygen radicals deep into the graphite anode and further exfoliation of particles with a large number of layers.

Effect of voltage on the cracking intensity and lateral size and thickness of ECGO particles.
Ignoring the heat release, we can assume that the strain energy can be spent on increasing the interlayer distance between sheets and cracking [13]:
where Ecrack is the crack formation energy (~1.26 × 10–2 J m–2), ∆Eintl is the energy of change in the interlayer distance, and Еdef is the elastic energy. In the literature, the energy of the increase in the interlayer distance is estimated by the change in the van der Waals bond energy, being ~1 × 10–4 J m–2, which is significantly lower than the cracking energy. However, weak organic acids used as an electrolyte prevent the expansion of the interlayer space, since they are deposited on the surface of the graphite anode in molecular form [12]. Therefore, diffusion into the anode of oxygen released during electrolysis is hindered, as evidenced by the absence of a change in the volume of the working electrode. This confirms that the process of increasing the distance between the graphite layers becomes energetically difficult, and, therefore, the probability of both the cracking and oxidation on the anode surface increases significantly. In particular, at 2 V, weak oxidation of the sheets occurs, which leads to their slight bending. Therefore, the corresponding strain energy is capable of leading to the formation of only tiny low-energy cracks, which limit the size of the resulting particles to 200 nm. This sheet strain energy is also insufficient for a significant increase in the interlayer space, and, as a consequence, the exfoliation of single-layer particles. Therefore, through the formed cracks, the electrolyte penetrates deep into the graphite, which contributes to the exfoliation of the electrode with the formation of multilayer particles. The thickness of the formed particles was ~5 nm (Fig. 1, left column). At 6 V, the elastic strain energy is already sufficient for the formation of large cracks, which contributes to obtaining micrometer particles. This energy is also sufficient to influence the size of the interlayer space, as indicated by a decrease in particle thickness down to ~1 nm (Fig. 1, central column). At 10 V, a highly intense evolution of oxygen and radicals based on it occurs due to the oxidation of water, which causes a significant accumulation of deformation energy and cracking of graphite sheets into relatively small particles with a lateral size of up to 500 nm. This sheet strain energy is so high that it leads to a significant increase in the particle thickness up to ~20 nm (Fig. 1, right column). Thus, a voltage of 6 V is optimal for obtaining microparticles with the minimum thickness and the largest lateral size, which is important for many technical and scientific applications.
After studying the differences in the morphology of ECGO particles depending on the synthesis conditions, both the overall product yield and the yield of certain fractions were determined (Table 1). As can be seen from the AFM data (Fig. 1), ECGO after synthesis at a voltage of 6 V has a composite microstructure containing nano-, micro-, and intermediate fractions. To assess the reaction yield for each type of particles, they were separated by centrifugation. The results obtained confirm that the use of a voltage of 6 V allows one to obtain the maximum microparticle yield (63 wt %). In this case, the content of the nanofraction ≥20 wt % is typical of all samples.
According to the TEM results (Fig. 3a), the graphene-like product obtained by electrochemical exfoliation at a voltage of 6 V has the smallest particle thickness, and the electron diffraction indicates a hexagonal crystal structure characteristic of graphene. According to [14], for graphene, the highest intensity of the diffraction pattern is characterized by the (0 –1 1 0) plane. For multilayer graphene, on the contrary, the intensity for the (0 –2 1 0) plane increases. The ratio of these intensities shows that the fabricated ECGO particles are predominantly composed of less than three layers, which is consistent with the AFM data.

(a) TEM images of the product obtained at 6 V and (b) Raman spectra of ECGO particles of different lateral size obtained at voltages 2 (nano 2V PTA) and 6 V (micro 6V PTA and nano 6V PTA).
Graphite, graphite oxide, and graphene oxide are characterized by different Raman spectra. In particular, in the spectrum of graphite, the G mode (1580 cm–1) is significantly higher than the D mode (1350 cm–1); for graphite oxide and graphene oxide, the modes G (1580 cm–1) and D (1350 cm–1) are of equal magnitude, which indicates the destruction of the crystal structure of graphite during oxidation (Fig. 3b). Processing the Raman spectra (Fig. 3b) demonstrates that an increase in the operating voltage in the course of fabricating ECGO leads to an increase in the degree of defectiveness and oxidation of the product, as indicated by an increase in the ID/IG ratio (Table 2). Also, at the same operating voltage (6 V), the ID/IG ratio is higher for nanoparticles than for microparticles, which is evidence of a higher degree of oxidation and a greater content of defects of particles with a smaller lateral size.
According to the data obtained (Fig. 4a), all UV–Vis absorption spectra are characterized by a pronounced absorption peak at about 275 nm, typical of the n–π* transition in the aromatic C=C bond. The contribution of the adsorption peak at ~231 nm, which corresponds to the π–π* transition of C–C single bonds, decreases for the nanofraction in going from 6 to 2 V, and also in going from the nano- to microfraction for 6 V. This indicates a higher degree of oxidation and defectiveness of nanoparticles, which is consistent with the results of Raman spectroscopy. In addition, the absence of a pronounced absorption peak at about 300 nm, which is characteristic of the n–π* transitions of C=O bonds, shows that all synthesized samples contain a small amount of carbonyl and carboxyl groups, and, therefore, are characterized by a lower degree of oxidation in comparison with chemical graphene oxide.

(a) UV-Vis absorption spectra of sols based on ECGO particles synthesized at voltages 2 and 6 V and (b) the C1s XPS spectrum of ECGO containing a mixture of nano- and microparticles synthesized at 6 V.
The decomposition of the XPS spectrum into the components of the C1s spectrum (Fig. 4b) allows us to conclude that the ECGO samples contain carbon atoms in sp2 hybridization (284.8 eV), as well as in the form of epoxy/hydroxyl (286.6 eV) and carbonyl/carboxyl (288.8 eV) groups. For a mixture of the micro- and nanofractions, the C/O ratio is lower than for microparticles separately (Table 3), which indicates a higher degree of oxidation of nanoparticles. This is consistent with the results of Raman spectroscopy and spectrophotometry. It is important to note that the C/O values for ECGO are significantly higher (>7) than for graphene oxide synthesized by the Hammers method (C/O ~ 2). This indicates a low degree of oxidation of the product, so that these particles can be used as a conductive additive without preliminary reduction, in contrast to graphene oxide obtained by a chemical method.
As a result of this work, the effect of the parameters of one-step electrochemical synthesis on the composition and morphology of the final graphene-like material has been demonstrated for the first time. Varying the operating voltage made it possible to synthesize micro- (with a lateral size of >1 μm) and nanoparticles (with a lateral size of <200 nm) and a composite material based on them, to control the number of layers and degree of oxidation of the obtained carbon particles. The optimum voltage was 6 V. By applying this voltage, the maximum yield (67 wt %) of the product of small thickness (1–3 nm) was achieved. This suggests a relatively inexpensive way to obtain graphene-like particles with controlled physicochemical properties, which significantly extends the range of ECGO applications.
Change history
01 December 2021
An Erratum to this paper has been published: https://doi.org/10.1134/S0012501621390020
REFERENCES
Park, S. and Ruoff, R.S., Nat. Nanotechnol., 2009, vol. 4, pp. 217–224. https://doi.org/10.1038/nnano.2009.58
Wang, G., Wang, B., Park, J., Yang, J., Shen, X., and Yao, J., Carbon, 2009, vol. 47, no. 1, pp. 68–72. https://doi.org/10.1016/j.carbon.2008.09.002
Petukhov, D.I., Chernova, E.A., Kapitanova, O.O., Boytsova, O.V., Valeev, R.G., Chumakov, A.P., Konovalov, O.V., and Eliseev, A.A., J. Membr. Sci., 2019, vol. 577, pp. 184–194. https://doi.org/10.1016/j.memsci.2019.01.041
Petukhov, D.I., Kapitanova, O.O., Eremina, E.A., and Goodilin, E.A., Mendeleev Commun., 2021, vol. 31, no. 2, pp. 137–148. https://doi.org/10.1016/j.mencom.2021.03.001
Kapitanova, O.O., Emelin, E.V., Dorofeev, S.G., Evdokimov, P.V., Panin, G.N., Lee, Y., and Lee, S., J. Mater. Sci. Technol., 2020, vol. 38, pp. 237–243. https://doi.org/10.1016/j.jmst.2019.07.042
Jiao, X., Liu, Y., Li, T., Zhang, C., Xu, X., Kapitanova, O.O., He, C., Li, B., Xiong, S., and Song, J., ACS Appl. Mater. Interfaces, 2019, vol. 11, no. 34, pp. 30858–30864. https://doi.org/10.1021/acsami.9b08915
Nishina, Y. and Eigler, S., Nanoscale, 2020, vol. 12, no. 24, pp. 12731–12740. https://doi.org/10.1039/d0nr02164d
Abdelkader, A.M., Cooper, A.J., Dryfe, R.A.W., and Kinloch, I.A., Nanoscale, 2015, vol. 7, no. 16, pp. 6944–6956. https://doi.org/10.1039/C4NR06942K
Ambrosi, A. and Pumera, M., Chem.-Eur. J., 2016, vol. 22, no. 1, pp. 153–159. https://doi.org/10.1002/chem.201503110
Liu, J., Yang, H., Zhen, S.G., Poh, C.K., Chaurasia, A., Luo, J., Wu, X., Yeow, E.K.L., Sahoo, N.G., Lin, J., and Shen, Z., RSC Adv., 2013, vol. 3, no. 29, pp. 11745–11750. https://doi.org/10.1039/C3RA41366G
Cao, J., He, P., Mohammed, M.A., Zhao, X., Young, R.J., Derby, B., Kinloch, I.A., and Dryfe, R.A.W., J. Am. Chem. Soc., 2017, vol. 139, no. 48, pp. 17446–17456. https://doi.org/10.1021/jacs.7b08515
Wang, H.S., Tian, S.Y., Yang, S.W., Wang, G., You, X.F., Xu, L.X., Li, Q.T., He, P., Ding, G.Q., Liu, Z., and Xie, X.M., Green Chem., 2018, vol. 20, no. 6, pp. 1306–1315. https://doi.org/10.1039/C7GC03345A
Pan, S. and Aksay, I.A., ACS Nano, 2011, vol. 5, no. 5, pp. 4073–4083. https://doi.org/10.1021/nn200666r
Wang, J., Manga, K.K., Bao, Q., and Loh, K.P., J. Am. Chem. Soc., 2011, vol. 133, no. 23, pp. 8888–8891. https://doi.org/10.1021/ja203725d
ACKNOWLEDGMENTS
The authors are grateful to Research fellow Elmar Kataev (Friedrich-Alexander University Erlangen-Nürnberg, Germany) for interpreting the XPS data.
Funding
This work was supported by the Russian Foundation for Basic Research (project nos. 21-33-70119 and 18-29-06036), the Development Program of the Moscow State University, and the State Committee for Scholarships of the People’s Republic of China (no. 201908090043).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by G. Kirakosyan
The original online version of this article was revised due to a retrospective Open Access order.
Rights and permissions
Open Access. This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kirianova, A.V., Xieyu, X., Gallyamov, M.O. et al. Scalable One-Step Electrochemical Synthesis of a Graphene-Based Material with Controlled Morphology. Dokl Phys Chem 498, 61–66 (2021). https://doi.org/10.1134/S0012501621060014
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0012501621060014