
Abstract
This study aimed to investigate the forming limit diagrams (FLDs), mechanical properties, and bending behavior of the three kinds of sandwich composites. The core layer in all sandwich sheets consisted of polyethylene, and just the skin layers were chosen to be AA5754 or AA3105. The results showed that the sandwich sheets are an appropriate choice to be used instead of the monometallic sheets. According to the 3-point bending test results, the flexural strength of the AL 3105/Polyethylene/AL 3105 sandwich composite is about 30 percent less than the AA3105 monometallic layer. Also, the formability of the metallic sandwich composites with non-identical skin layers was studied. The results demonstrated that using one layer AA 3105 and one layer AA5754 instead of AA5754 for both skin layers, although formability decreased about 11% in the plane strain region, the cost of fabricating the composite was decreased sheet reduces almost 75%. As a result, using skin layers with the different grades of aluminum is an appropriate way to reduce the cost of fabricating the aluminum-polymer sandwich composites, in which the formability does not decrease significantly.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
In the last decades, metal-polymer sandwich composites have been used in automotive, marine, and aircraft industries due to their better vibrational damping, lower density, and better impact resistance compared with the monometallic materials [1–5]. Metal-polymer laminated sheets consist of stiff metallic sheets like aluminum and steel as the skin layers and a polymeric core. As the properties of the sandwich composites are essential, making them cost-effective is also essential for their commercialization. As a result, the skin and core layers are usually produced separately, and layers are connected by different processes.
Many studies have been done to investigate the properties of the sandwich composites. Shin et al [6]. investigated the tensile strength and fracture behavior of the AA5182 /polypropylene/ AA5182 sandwich composite for possible application of this material for auto-body panels with substantial weight reduction. They reported that the laminated sheet with the high volume fraction of the polypropylene as the core layer and soft skin demonstrated the lowest tensile strength, while that with the small volume fraction of the polypropylene and hard skin illustrated the highest strength. The sandwich composite with soft skin demonstrated a more work hardening rate than that with hard skin. Parsa et al [7]. investigated the forming limit diagram (FLD) of the AL3105/polypropylene/AL3105 laminated sheet experimentally and numerically. They prepared the sandwich sheets utilizing the hot-pressing process. Also, they predicted the FLD of the laminated sheet by considering the Gurson–Tvergaard–Needleman (GTN) damage model in simulations. The behavior of the steel-polymer sandwich sheet under the deep drawing process studied by Sokolova et al [8]. Liu et al [9] predicted the FLD of the AA5052/polyethylene/AA5052 sandwich composite using the GTN model and validated with the experimental results. Also, they investigated the influence of the variation in thickness of the core layer on the FLD. The results demonstrated that formability improves by increasing the thickness of the core layer. Mousa et al [10] studied the effect of using the glass whiskers between core and skin layers of the sandwich composite to improve the adhesion strength of the layers. They reported that the shear strength of the composite sheets enhanced almost 40% in the glass whisker strengthened specimens compared to the unreinforced ones. Keipour and Gerdooei [11] examined the spring-back of the fiber metal laminates (FML) numerically and experimentally. They investigated the effect of the thickness of the core layer and lay-up of the FML on the spring-back angle. Forcellese and Simoncini [12] investigated the formability of the steel-polymer sandwich sheets as a function of the sheet axis to the rolling direction. Aghchai and Khatami [13] studied the formability of the FML sheets experimentally and numerically. They observed that the formability of the sandwich sheets improves by increasing the thickness of both core and skin layers.
As mentioned above, fabricating cost-effective sandwich composite sheets is essential for their commercialization. AA 5754 has better properties than AA 3105, like better formability and corrosion resistance, but it costs much higher than AA 3105. However, no research has been done to investigate the effect of using the non-identical skin layers in fabricating a sandwich composite on mechanical properties or the formability of the corresponding sandwich composite.
In the present study, for the first time, three types of sandwich sheets were fabricated by choosing the AA 5754 or AA 3105 as the skin layers and polyethylene as the core layer to investigate the FLD and mechanical property of the sandwich composites and then to find the suitable condition between cost and mechanical behavior of the sandwich composites. Although it is evident that by using AA 3105 as a skin layer instead of AA 5754, the formability of the sandwich composite decrease because the formability of AA 5754 is higher than AA 3105, it is crucial for the industrial applications to determine the FLD of these kinds of sandwich composites to compare the numerical results and calculate the exact decrease in the formability and cost of fabricating the sandwich composites. In the end, the bending behavior of the sandwich sheets was investigated under the 3-point bending test for the first time.
2. Materials and methods
Sandwich composites with  thickness were manufactured by the hot-pressing process, in which the thickness of each layer (skin layers and core layer) was selected
thickness were manufactured by the hot-pressing process, in which the thickness of each layer (skin layers and core layer) was selected  Aluminum 5754 and 3105 were utilized for the skin layers and polyethylene for the core layer. The chemical composition of the aluminum 5754 and 3105 is shown in table 1. Figure 1 illustrates the hot-pressing setup. In order to produce sandwich composites, round aluminum sheets with 14 cm diameter were prepared from the primary aluminum sheets by utilizing the water jet. Also, 14 cm diameter round samples were produced from polyethylene granules. Two maleic polyethylene adhesives films were inserted between the core layer and two aluminum skin sheets to fabricate the sandwich sheets. Then, the layers bond together under the hot-pressing process with a round mold that has a 14 cm diameter. The process was performed at 2 MPa pressure and
Aluminum 5754 and 3105 were utilized for the skin layers and polyethylene for the core layer. The chemical composition of the aluminum 5754 and 3105 is shown in table 1. Figure 1 illustrates the hot-pressing setup. In order to produce sandwich composites, round aluminum sheets with 14 cm diameter were prepared from the primary aluminum sheets by utilizing the water jet. Also, 14 cm diameter round samples were produced from polyethylene granules. Two maleic polyethylene adhesives films were inserted between the core layer and two aluminum skin sheets to fabricate the sandwich sheets. Then, the layers bond together under the hot-pressing process with a round mold that has a 14 cm diameter. The process was performed at 2 MPa pressure and  for 10 min. Then, the sandwich sheets were cooled without eliminating the pressure since removing the pressure while cooling created many air bubbles. The hot-pressing process parameters were chosen according to [9]. The temperature of the hot-pressing process must be higher than the melting point of the polymer and adhesive. Since the melting temperature of the polyethylene and maleic polyethylene adhesive are
for 10 min. Then, the sandwich sheets were cooled without eliminating the pressure since removing the pressure while cooling created many air bubbles. The hot-pressing process parameters were chosen according to [9]. The temperature of the hot-pressing process must be higher than the melting point of the polymer and adhesive. Since the melting temperature of the polyethylene and maleic polyethylene adhesive are  and
and  and based on the samples prepared at different pressures and times, the selected parameters are appropriate for the present study. The tensile test was conducted on the prepared specimens, according to ASTM E08M [14] figures 2(a)–(c) show the results of the tensile test for the aluminum, polyethylene, and sandwich sheets. According to figures 2(a) and (b), sandwich composites have a lower yield and ultimate stress compared to monometallic layers. This illustrates that monometallic layers can tolerate higher stresses under tensile loads than sandwich composites. On the other hand, monometallic layers need a higher force than sandwich composites to be formed. As can be seen from figures 2(a) and (c), the curves are jerky flow which happened due to the Portevin–Le Chatelier (PLC) effect. By comparing figures 2(a) and (b), this effect can be seen well. The stress-strain curve of the polyethylene is smooth, unlike the stress-strain curve of the aluminum, which has a jerky appearance. This effect is associated with dynamic strain aging, demonstrating that a dislocation does not move continuously and is arrested when encountering obstacles. This dislocation will pass the obstacles with sufficient stress and travel to another obstacle, and this process will happen again [15, 16].
and based on the samples prepared at different pressures and times, the selected parameters are appropriate for the present study. The tensile test was conducted on the prepared specimens, according to ASTM E08M [14] figures 2(a)–(c) show the results of the tensile test for the aluminum, polyethylene, and sandwich sheets. According to figures 2(a) and (b), sandwich composites have a lower yield and ultimate stress compared to monometallic layers. This illustrates that monometallic layers can tolerate higher stresses under tensile loads than sandwich composites. On the other hand, monometallic layers need a higher force than sandwich composites to be formed. As can be seen from figures 2(a) and (c), the curves are jerky flow which happened due to the Portevin–Le Chatelier (PLC) effect. By comparing figures 2(a) and (b), this effect can be seen well. The stress-strain curve of the polyethylene is smooth, unlike the stress-strain curve of the aluminum, which has a jerky appearance. This effect is associated with dynamic strain aging, demonstrating that a dislocation does not move continuously and is arrested when encountering obstacles. This dislocation will pass the obstacles with sufficient stress and travel to another obstacle, and this process will happen again [15, 16].
Table 1. Chemical composition of AA3105 and AA5754 by weight percent of elements.
| Alloy | Al | Mg | Fe | Mn | Si | Cr | Zn | Cu | Ti | Others |
|---|---|---|---|---|---|---|---|---|---|---|
| AA3105 | 97.345 | 0.599 | 0.542 | 0.514 | 0.398 | 0.2 | 0.138 | 0.11 | 0.071 | 0.083 |
| AA5754 | 95.5 | 3.2 | 0.4 | 0.102 | 0.4 | 0.22 | 0.051 | 0.027 | 0.035 | 0.065 |

Figure 1. Hot-pressing setup.
Download figure:
Standard image High-resolution image
Figure 2. Stress-strain curve of the: (a) aluminum layers, (b) polyethylene, and (c) sandwich sheets.
Download figure:
Standard image High-resolution imageIn order to study the flexural strength of the sandwich composites and monometallic aluminum layers, the 3-point bending test was conducted at the ambient temperature based on DIN EN 7438 [9] figure 3 demonstrates the 3-point bending setup. The experiment was performed with the speed of  until fracture occurred in the specimens or bending angle reached to
until fracture occurred in the specimens or bending angle reached to 

Figure 3. Three-point bending test setup.
Download figure:
Standard image High-resolution imageDetermining the FLD is the common way to investigate the formability of sheet metals. Keeler and Backofen [17] introduced the FLD. After them, many studies have been done to determine the FLD of the one-layer and multilayer metallic sheets like [18–22]. FLD of the sandwich sheets was determined by utilizing the Nakazima test at the room temperature based on the ISO 12004 standard [14]. Nakazima test is conducted on the specimens with the same length and different width to obtain different strain paths [23]. Figure 4 shows the Nakazima test setup, and figure 5 illustrates the geometry of the specimens and Nakazima setup. Nakazima test was conducted on the specimens with different widths. In order to determine the FLD of each sandwich composite, eight points in the forming limit curve were calculated, and for each point, the average result of three points was reported when three Nakazima tests' results were close. In the electrochemical etching method, the circular grids with a diameter of 2.5 mm were etched on the surface of the aluminum sheet. The sheets were fixed between the matrix and holder to avoid the deep drawing process to perform the stretch forming. When the reaction force of the punch dropped, the stretch forming stopped. It shows that the necking has been started in the sample. After the end of the experiment, circles turned to ellipses. Then, the diameters of three ellipses were measured by microscope and Mylar transparent tape near the necking zone, and the average result was considered for the next step. The accuracy of the Mylar tape that was used in the present study was 0.02 millimeters. Then, the true limit strains determined using equation (1) and equation (2):


Which 
 and
and  denote the circle's diameter and the ellipse's minor and major diameters, respectively.
denote the circle's diameter and the ellipse's minor and major diameters, respectively.
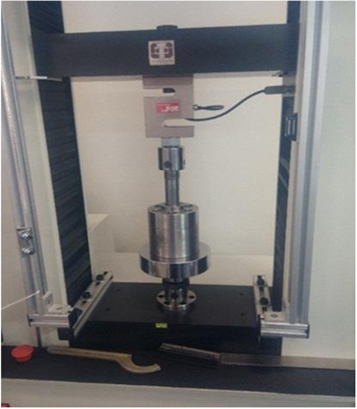
Figure 4. The Nakazima test setup.
Download figure:
Standard image High-resolution image
Figure 5. (a) The dimensions of the components of the Nakazima test, and (b) dimensions of the specimens prepared for the Nakazima test.
Download figure:
Standard image High-resolution image3. Results and discussion
3.1. Forming limit diagram (FLD)
FLD of the three kinds of sandwich composites was determined in which the polyethylene was the core layer in all cases, and just skin layers changed. The sandwich composites consisted of two AA5754 aluminum sheets as the skin layers (AL 5754/polyethylene/AL 5754), two AA3105 aluminum skin layers (AL 3105/polyethylene/AL 3105) and one AA5754 aluminum skin layer, and one AA3105 skin layer, which in this study, when the AA5754 skin layer was in touch with the die in the Nakazima test, the sandwich composite is called AL 5754/polyethylene/AL 3105 and when the AA3105 layer was in touch with the die, it is called AL 3105/polyethylene/AL 5754. The Nakazima test covers the uniaxial tension, biaxial tension, and plane strain modes of the formability. It illustrates a curve that below the curve is the safe region which forming of the sheet can be done without any necking [24, 25] figure 6 shows the specimens before and after the Nakazima test for the AL 3105/polyethylene/AL 3105 composite sheet. The geometry of the specimens for other kinds of sandwich composites used in this study was the same. Figure 7 illustrates the FLD of the sandwich composites. As can be seen from figure 7, the formability of the AL 5754/polyethylene/AL 5754 sandwich composite on average is 52% more than AL 3105/polyethylene/AL 3105. On the other hand, the price of AA5754 is almost four times the AA3105. By using one layer AA3105 and one layer AA5754 instead of using AA5754 for both skin layers which the AA3105 layer was in touch with the punch and AA5754 layer in touch with the die, formability decrease about 4.5% in the tensile-compression region, 11% in the plane strain region and almost does not change in biaxial tension. On the other hand, the cost of fabricating the composite sheet reduces by almost 75%. Based on the knowledge of the authors, in all studies in the field of the metallic sandwich composites with polymeric cores, two skins were chosen to be the same metal [2, 7, 8, 10]. The present study, claim that using skins with different grade of aluminum is an appropriate way to reduce the cost of fabricating the sandwich composite which the formability does not change significantly when the skin layer with the better formability (in this study AA5754) is the outer layer (in touch with die). However, when the skin layer with the lower formability was the outer layer, formability decreased remarkably. According to figure 7, the formability of the AL 3105/polyethylene/AL 5754 compared to AL 5754/polyethylene/AL 5754 is almost 25% less in the plane strain region. This is because the outer layer controls the formability of the structure. The reason is that the outer layer tolerates the most strain in the Nakazima test, and necking happens in this layer.

Figure 6. Prepared specimens for the Nakazima test before and after conducting the test.
Download figure:
Standard image High-resolution image
Figure 7. Forming limit curves of the four kinds of sandwich composites.
Download figure:
Standard image High-resolution image3.2. 3-point bending test
Figure 8 shows the force-displacement curves obtained from the 3-point bending test. The test was performed on AL 5754/polyethylene/AL 5754 and AL 3105/polyethylene/AL 3105 sandwich composites until fracture happened but the AA3105 monometallic layer formed up to  bending angle according to the standard because rupture did not occur. The thickness of the sandwich composites was
bending angle according to the standard because rupture did not occur. The thickness of the sandwich composites was  and the AA3105 monometallic layer was
and the AA3105 monometallic layer was  Since the thickness of the sandwich composites and monometallic sheet are not the same, the flexural strength should be compared instead of the ultimate force to eliminate the effect of the thickness. The flexural strength of the sheets can be calculated using the equation (3):
Since the thickness of the sandwich composites and monometallic sheet are not the same, the flexural strength should be compared instead of the ultimate force to eliminate the effect of the thickness. The flexural strength of the sheets can be calculated using the equation (3):


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 8. Force-displacement curves were obtained from the 3-point bending test.
Download figure:
Standard image High-resolution image{kind=link}
 is force,
is force,  is the length of the support span, which is 60 mm in this study,
is the length of the support span, which is 60 mm in this study,  is the width of the sheet, which is 35 mm in this study, and
is the width of the sheet, which is 35 mm in this study, and  is the thickness of the sheet [26]. By utilizing the ultimate force of the AA3105 and AL 3105/Polyethylene/AL 3105 from figure 8 and putting them in equation (3), it can be calculated that the flexural strength of the AL 3105/Polyethylene/AL 3105 sandwich composite is about 30 percent less than the AA3105 monometallic layer. It means that the AL 3105/Polyethylene/AL 3105 sandwich sheet needs less force to be formed compared to the AA3105 monometallic layer under flexural loads. During the 3-point bending test of the samples, fracture happened in both sandwich composites, unlike monometallic sheets. As shown in figure 8, the fracture in the sandwich composites can be seen as a sudden drop in force.
is the thickness of the sheet [26]. By utilizing the ultimate force of the AA3105 and AL 3105/Polyethylene/AL 3105 from figure 8 and putting them in equation (3), it can be calculated that the flexural strength of the AL 3105/Polyethylene/AL 3105 sandwich composite is about 30 percent less than the AA3105 monometallic layer. It means that the AL 3105/Polyethylene/AL 3105 sandwich sheet needs less force to be formed compared to the AA3105 monometallic layer under flexural loads. During the 3-point bending test of the samples, fracture happened in both sandwich composites, unlike monometallic sheets. As shown in figure 8, the fracture in the sandwich composites can be seen as a sudden drop in force.
By comparing the force-displacement of the AL 3105/Polyethylene/AL 3105 and AL 5754/Polyethylene/AL 5754, it can be seen that the formability and strength of the AL 5754/Polyethylene/AL 5754 sandwich composite are more. This is because of the higher strength and formability of AL5754 than AL3105. On the other hand, the cost of fabricating the composite sheet rises significantly by using AL5754 instead of AL3105 as the skin layer. Therefore, based on the application, it should be decided which one is appropriate. Also, utilizing one skin layer AL5754 and the other one AL3105 can be an appropriate choice. If the outer layer is chosen AL5754 and the inner layer AL3105, the formability almost does not change compared to the formability of AL 5754/Polyethylene/AL 5754. In bending, the outer layer tolerates the majority of the load while the neutral axis (which is in the middle of the rectangular sheet) does not carry the load [27]. It should be noted that the use of the material entirely depends on the application. The previous example of using only one AL 5754 layer as the outer layer was when it is essential to have better formability and keep the cost of fabricating the material as low as possible, which is the focus of the present article. Therefore, the only parameters that were considered were formability and cost.
4. Conclusion
The formability of the sandwich composites, developed by the hot-pressing process, was investigated under bending and stretching. As a result, the following points can be deduced:
- 1.
- 2.Investigation of the FLD indicates that a suitable way to reduce the price of fabricating sandwich composites is to produce them with different skin layers. In this study, AA5754 and AA3105 were used as skin layers. As a result, the price of fabricating composite sheets reduces significantly while the formability does not decrease a lot. Furthermore, the results demonstrated that using one layer AA 3105 and one layer AA5754 instead of using AA5754 for both skin layers, although formability decrease about 11% in the plane strain region, the cost of fabricating the composite sheet reduces almost 75%. As a result, producers of the sandwich composites can use these non-identical sandwich composites if the 11% decrease in formability is not a problem for their application which is not too high.
- 3.The results of the 3-point bending test show that the flexural strength of the sandwich composite is lower than the monometallic aluminum layer. On the other hand, monometallic layers need a higher force than sandwich composites to be formed. Here again, by fabricating the sandwich sheets with different skin layers, an optimum condition between ultimate force and formability can be obtained according to producers' needs.
- 4.The formability and strength of the AL 5754/Polyethylene/AL 5754 sandwich composite are more than the AL 3105/Polyethylene/AL 3105. This is because of the higher strength and formability of AL5754 than AL3105.
Data availability statement
No new data were created or analysed in this study.