
Abstract
Forging dies are crucial in forging to manufacture accurate workpieces. These dies are generally made of AISI H steel series and hardened and tempered medium carbon alloy steel. Dies are processed by using high-speed milling + polishing or electrical discharge machining + polishing. The surface quality of the workpiece depends on the surface properties of these dies, where surface roughness, material hardness, and wear evolution of their surfaces are critical aspects to consider. This research analyzes different wire electrical discharge machining surface conditions combined with polishing treatment to describe their influence on friction and wear. Wire electrical discharge machining defines the disks’ surface properties in finishing and roughing conditions, and polishing treatment varies in time and paper sand depending on the roughness. Abbott-Firestone curves and Rsk-Rku roughness parameters characterize the surface roughness of each studied configuration. Room temperature pin-on-disk tests were performed to analyze friction coefficients and wear rate for AISI 1045 pins and AISI H13 disks. On average, the highest (0.284) and the lowest (0.201) friction coefficients were found for the combination of finishing wire electrical discharge machining + polishing and roughing wire electrical discharge machining conditions, respectively. Scanning electron microscope images were taken to describe the wear tracks and pin degradation for different sliding abrasive configurations. The diagram correlating the surface morphology and the friction coefficient predicts the wear damage on initial surface conditions, which is crucial in the forging industry to determine tool maintenance or replacement.
Similar content being viewed by others

1 Introduction
Forging is a plastic forming process broadly used in different industry sectors to manufacture safety workpieces [1]. Among the main sectors that use these pieces are automotive, oil, mining, railroad, naval, health, and energy. The forging dies are one of the main components of the process [2], manufactured from tool steels corresponding to the AISI H series (hot working steels). These series are characterized by high-temperature strength, resistance to softening, resistance to cracking under impact and fatigue, toughness, thermal fatigue, thermal conductivity, an adequate response to heat and surface treatments, and wear resistance at high temperature [3]. The AISI H series steel most used in forging is AISI H13 [4]. There are two routes to manufacturing hot forging dies of AISI H13: high-speed milling or electrical discharge machining (EDM). In both cases, the finishing is done by polishing [5,6,7,8,9,10,11,12,13,14,15].
Regarding high-speed milling, Cui et al. [6] studied the wear evolution and its associated wear mechanisms in face milling operations with aluminum oxide–coated inserts. They found the lowest stress and wear rates at a cutting speed of 1400 m/min. Pereira et al. [7] also oriented their work to machining cavities using milling cutters with inserts coated with titanium carbonitride. They proposed a wear monitoring process based on the relationship between flank wear, power consumption, and surface roughness. Axinte and Dewes [8] analyzed the surface integrity and residual stresses produced by polycrystalline cubic boron nitride hemispherical milling cutters compared to the same surfaces treated by EDM and polishing manufacturing route. The results showed an increase of 30% in the fatigue resistance of the milled surfaces for specific cutting conditions, which minimized wear and improved the surface finish. Despite losing some popularity in the manufacture of dies compared to milling, EDM has several advantages like generating complex shapes and deep geometries [9]. Concerning the material removal rate and surface properties, Seyedzavvar and Shabgard [10] evaluated the influence of the electrode material on the removal rate and surface. They noticed that copper was the most suitable material due to its lower wear, and the pulse-on-time (ton) process variable had the most significant impact on the thickness and level of cracking of the white layer formed during the process. Zeilmann et al. [11] studied the relationship between the roughness and the depth of the EDM cavity, observing that the surface roughness increases for a deeper cavity. Pellicer et al. [12] also focused on evaluating the influence of the shape of the electrode and different EDM process variables on the surface finishing. Although EDM leaves a good surface roughness, subsequent polishing is necessary to eliminate the causes of surface defects [13]. Polishing is habitually done with abrasive material, and the polishing time can be estimated mainly as a function of the hardness of the material to be polished, its surface roughness, and the grain size of the abrasive used during the process [14]. Manual polishing operation is the standard procedure for the forging matrices manufacturers [15]. However, laser polishing is gaining users on polished surfaces due to its flexibility.
As mentioned, the service conditions of the forging dies can be improved by analyzing their wear and friction conditions [16, 17], although there are additional treatments that can also play a key role, such as thermal treatments, surface treatments, coatings, surface texturing, and lubricants, among others. Koneshlou and Khomamizadeh [18] carried out subzero treatments on AISI H13 steel samples and noticed that a smaller amount of retained austenite and partial precipitation of carbides were found at lower temperatures, ultimately increasing the wear resistance. Similar results were stated by Cicek et al. [19]. Plasma nitriding is also a standard surface treatment of forging die to extend their service life. Thus, Miyamoto and Abraha [20] developed a new process that allows accurate control of nitrogen ions, achieving significant wear rate improvements. Molinetti at al. [21] proposed to use EDM process with a dielectric contaminated with silicon and manganese metal particles to increase the hardness of the molten surface layer. Norhafzan et al. [22] deposited NiTi powder layers on AISI H13 steel using the CO2 laser cladding technique, which improved its surface hardness in the order of three times the hardness of the substrate. Bayramoglu, Polat, and Geren [23] also studied the performance of a matrix in industrial service conditions with a series of different surface coatings: plasma nitrided, PVD with AlTiN, multilayer coating, and surface stellite welding, although this last method is commonly used for the repair of old dies [24]. For the number of parts that satisfied the tolerances established in the forging plane, the results achieved were at least 100% higher with stellite filler. Following this last research line, Behrens et al. [25] experimented with matrices performing duplex surface treatments of the plasma nitriding type plus hard coatings by plasma-enhanced chemical vapor deposition (PECVD). They achieved significant improvements in terms of wear and greater precision of the forged pieces. Leskovsek, Podgornik, and Jenko [26] concluded that the plasma-assisted chemical vapor deposition (PACVD) substrate pre-treatment hard-coated matrices have a crucial influence on the mechanical and tribological properties of the top coating.
Another way to improve the surface conditions is to reduce the friction coefficient by using a textured surface. Zhao et al. [27] applied laser surface texturing on rectified AISI H13 steel surfaces and noted that higher texture densities led to a reduced friction coefficient. Moreover, a decrease of the friction coefficient was identified when the higher texture density of the surface is used, mainly due to a smaller effective contact area between the interfaces. Another aspect to take into account is the lubricant used between the forging die and workpiece. Graphite-based lubricant is used when high temperatures are needed [28], like in hot and warm forging. This lubricant is suitable for the severe deformation of steel. The embedded particles of graphite can minimize heat transfer to the dies and shear stresses at the tool/part interface, increasing the service life of the tool/die and the quality of the forgings [4]. Moreover, the embedded graphite size in the medium, the graphite concentration, and the kinematic viscosity or the lubricant are crucial parameters that influence the friction coefficient at the interface, independently of the testing temperature [29, 30]. Following these research topics, this work focuses on analyzing surface roughness and abrasive polishing treatment to describe their influence on friction and wear following the usual forging die manufacturing process. The surface properties are defined by two operations: WEDM (either in finishing or in roughing conditions) and abrasive polishing. The polishing time and type of paper sand depend on the roughness defined by the prior WEDM. Then, room temperature pin-on-disk tests are performed to analyze surface profile, friction coefficients, and wear rate. Accordingly, the novelty consists of analyzing the friction and wear conditions of surfaces obtained by WEDM for lower and higher energy input and the type of the polishing treatment. Then, a correlation diagram is obtained to determine tool/matrix maintenance or replacement in the forging industry, based on the surface roughness and the associated friction coefficient.
2 Methodology
The materials used in this work are AISI H13 steel for the disks, AISI 1045 for the tool pins, and graphite diluted in water as a lubricant because it is the most common combination used in the hot forging process [13]. A Promecor SMT 19/500 numerical control lathe (Promecor, Córdoba, Argentina) was used to machine 8 AISI H13 steel disks with an external diameter of 60 mm, an internal diameter of 19 mm, and 6.5 mm of thickness. All disks were turned and quenched at 1040°C, tempered for 2 h at 570°C, and finally grounded. Both faces of the disks were grounded on a tangential grinding machine (Davonis model SGS-1230AHR, Davonis, Billinghurst, Buenos Aires, Argentina) with an A46I10V grinding wheel that had an average grain size of 0.38 mm. A hardness tester (INSTRON WOLPERT, Model: S8-233971, Instron Corporation, Canton, Massachusetts, USA) was used to measure the hardness of the disk before the wire electrical discharge machining (WEDM) and abrasive polishing treatment. The hardness values of the disks were 505 ± 13 HV. The disks were hardened and tempered to obtain similar hardness values than [31]. The surfaces of the disks were WEDM [15] (Novick AR 35 MA) by using two operational conditions: half of them in a finishing condition (ton = 5 μs; toff = 34 μs; T = 39 μs; f = 25.6 Hz; ton/T = 0.13; V = 4 V), and the other half in a roughing condition (ton = 50 μs; toff = 180 μs; T = 230 μs; f = 4.3 Hz; ton/T = 0.22; V = 6 V). Finishing and roughing conditions removed a thickness of 0.1 mm per pass, resulting in feed rates of 3.3 mm/min and 4.0 mm/min, respectively. Half of the finishing WEDM disks were polished for 2 min with an abrasive paper of SiC with a mesh size of 120 (equivalent to 106 μm) until obtaining an average surface roughness (Ra) of approximately 2 μm. Half of the roughing WEDM disks were polished for 1 minute with an abrasive paper of SiC of a mesh size 60 (equivalent to 250 μm) until reaching an average surface roughness (Ra) of approximately 5 μm. This range of values for Ra is common in forging dies [13]. These polishing processes were carried out using a belt sander, applying a normal load on the sample of 15 N similar to [21]. Pins were also machined from a drawn bar of 6.35 mm in diameter. A total of 8 pins of 1045 carbon steel were machined with a hardness of 170 ± 9 HV and hemispherical tips of 4 mm diameter at both ends. They were polished with abrasive papers of mesh sizes of 100, 600, and 1000 (equivalent to 125 μm, 9.3 μm, and 4.5 μm, respectively).
The pin-on-disk tests were performed with equipment made in-house at INTI-Mechanical Center in Argentina (see the schema of the experimental testing in Fig. 1). The tangential force was recorded during the tests with a data logger (Vernier Model LabQuest, Vernier, Beaverton, USA), a load range of up to 50 N. Pins and disks were tested with the appropriate amount of lubricant. The axial loads were 6.5 N to reproduce a contact pressure in the medium carbon steel hot forging process (200 MPa [16]). The tangential speed in the pin-disk contact was 0.2 m/s, and the total experiment duration of each test was 40 min (equivalent to a length of 480 m). These experiments were repeated 16 times resulting from the combination of 2 disk machining conditions (finishing and roughing), 2 surface treatment conditions (non-polished and polished), and 4 repetitions per each condition. The weight difference was recorded with a Radwag electronic scale, model AS 220.R2 (Radwag, Radom, Poland), with an accuracy of 0.1 mg. Finally, the pin-on-disk tests were done at 21 ± 3 °C and relative humidity of 50 ± 10%.

Schema of pin-on-disk testing and data for different experiments
The dimensionless wear coefficient K was calculated using Archard’s equation [32], which is defined as follows:
where Δm is the pin weight loss (kg), H is the Brinell hardness of the softest material, ρ is the steel density (kg/m3), L is the sliding distance (m), and W is the axial force (N).
Additionally, a graphite-based lubricant was added to the surface of the disk, ensuring a uniform distribution had occurred before the friction test began. The lubricant was diluted up to 5% in water, typical in forging companies and tested in a previous study [30]. This lubricant had a density between 1.10 and 1.20 g/cm3. A scanning electron microscopy (FEI Model: QUANTA 250 FEG, FEI, Eindhoven, the Netherlands) was used to determine the elemental chemical composition of the lubricant and the size of the graphite particles. The kinematic viscosity was also analyzed with an oscillating rheometer (Anton Paar Physica Model MCR301, Anton Paar, Ostfildern, Stuttgart, Germany). Figure 2 a shows the as-received graphite lubricant matrix and its graphite size, and Fig. 2 b presents the kinematic viscosity curve of the water diluted lubricant. Table 1 quantifies the average size of 25 measurements of the graphite particles. The average percentage of the weight of each chemical element corresponds to the result of 5 measurements.

a As-supplied graphite-based lubricant matrix and b the kinematic viscosity curve of the water diluted lubricant
WEDM process does not have a predominant roughness direction [27]; consequently, all roughness measurements were made randomly. A contact profilometer (Bruker Dektak XT, Bruker, San José, USA) measured the surface profile with a cutoff of 2.5 mm and an evaluation length of 12 mm, as recommended in JIS B0601-1982. Table 2 shows the average values and the deviation of the surface parameters measured on the initial surfaces in finishing and roughing conditions, with and without polishing. A total of 32 measurements were performed to determine mean surface roughness (Ra), the total height of the roughness profile (Rt), the mean spacing of profile irregularities (Sm), the skewness parameter (Rsk), and the kurtosis parameter (Rku). The formula used to calculate the skewness is defined as follows [33]:
whereas the formula used to calculate the kurtosis is defined as follows [34]:
where Rq is the RMS roughness parameter and Yi is the height of the profile at point number i.
Figure 3 shows the initial surface morphologies, surface profile, and curves of Abbot-Firestone of the four surface conditions tested with the pin-on-disk machine. The parameters of reduced peak height (Rpk), core roughness depth (Rk) and reduced valley depth (Rvk) are also provided to describe the progression of the wear of a forging matrix, mainly linked to the surface cracking that occurs in hot forging [25]. Similar results are presented in [9], where the sample was WEDMed with short pulses and a long duration.

Initial surface morphology and Abbot-Firestone curve in a roughing, b roughing and polishing, c finishing, and d finishing and polishing conditions
3 Results and discussion
Friction coefficient, surface abrasion, and surface roughness are analyzed to describe the behavior of the four mentioned surface conditions. Firstly, the friction values are evaluated with the pin-on-disk and the experimental tests are repeated four times per surface condition to analyze the friction coefficient at the stationary phase. Figure 4(a) exhibits the range of calculated friction for the different surface conditions. The highest friction coefficient of about 0.284 on average is found for a finishing WEDM + polishing. The lowest friction coefficient of about 0.201 on average is observed for a roughing condition. Since WEDM produces surface irregularities [34], the resultant morphology reduces friction to levels similar to those achieved by laser texturing [27]. These irregularities inhibit the movement of the graphite particles [35]. Figure 4(a) also shows that a lower roughness leads to a more significant temporal variability in the friction coefficient. There are no significant differences when comparing finishing and roughing + polishing conditions. However, regarding processing time, the process to obtain the desired finishing surface by roughing and then polishing is long, thus increasing the cost of the process.

(a) Friction coefficients at the stationary phase for the different surface conditions and abrasive polishing treatment for steel pins. (b) Weight loss of the pins after the pin-on-disks test in the following surface conditions: finishing and roughing WEDM conditions, with and without polishing
The weight loss of the pin was recorded after the pin-on-disk to describe surface degradation. Figure 4(b) shows the boxplot of the weight loss of the pins after the process over the four surface conditions, with and without polishing treatment. A cleaning procedure of 15 min of ultrasonic bath (J.P. Selecta S.A., model: 3000683) with isopropanol was applied to each sample before measuring the weight loss. The average weight loss was about 1.35 times higher in non-polished disks than in polished ones. According to Table 3, the treatment of polishing the WEDM surfaces results in less wear on the pins, which is attributed to the roughness and the high hardness values of the white layer [36], existing on the unpolished WEDMed surfaces. Accordingly, the highest weight loss of the pin was observed when sliding over the rougher and harder surface. Thus, polishing helped reduce the roughness variability, particularly the range of coefficients of variation (COV = deviation / average value) for the weight loss of the pins was between 12.3 and 66.7%. The range of COV for the coefficient of friction was between 0.4 and 14.1%. These values were in a very similar range of COVs to those obtained by Guicciardi et al. [37], who carried out systematically pin-on-disk tests with two load values (5 N and 50 N) and at two speeds (0.1 m/s and 1 m/s).
The wear coefficient K was calculated by the weight loss of the disks after each sliding test. Using the Archard equation [32], the K value was obtained by calculating the wear rate. The total arithmetic average values were between 8.9E-11 and 1.4E-10, similar to Ba et al. [38]. The values were lower than the value considered “moderate wear” (K between 1E-8 to 1E-4), according to Bhushan [39], with a wear coefficient K in the order of 1E-10. The wear mechanism is predominantly abrasion and can be observed by visualizing the scratches and grooves on the pins for the different contact surfaces at different time steps. This kind of wear is typical when a pair of materials with different surface hardness are sliding between them [40], such as in hot forging processes, where abrasive wear represents 70% of the causes for forging dies to be out of service [41].
Additionally, the imprint morphology of the worn pins has a direct relationship to the surface roughness. Thus, the pin under the roughing WEDM condition (Fig. 5(a)) exhibits grooves, while the pin under the finishing WEDM condition and polishing (Fig. 5(d)) presents scratches (less deep and wider than the grooves). A plastic deformation zone appeared at the sector of the perimeter of the footprint, particularly for the roughing WEDM surfaces. Plastic deformation is found on the opposite side, where the initial contact of the disk against the pin occurs. The plastic deformation is concentrated on the low hardness material and rougher surfaces, as Liang et al. [42] also stated. In Fig. 6, a pin-on-disk test is performed on a disk with a roughing condition to analyze the wear evolution of the pin over time [43]. There is evidence of wear track on the disks that had a roughing WEDM condition, and the curve for the pin revealed a degradation that quickly overgrew. In 2 min of testing, the diameter of the pin footprint reached 70% of its final diameter compared to the diameter found at 40 min, similar to Prajapati et al. [31] when studying pin-on disk of short duration. SEM images revealed that abrasive wear and plastic deformation processes are present in every surface configuration (see Fig. 7).

SEM images of the pin tips after sliding 40 min over different surface conditions (a) roughing, (b) roughing and polishing, (c) finishing, and (d) finishing and polishing

(a) Evolution of the wear track and the weight loss of the pin when sliding over a roughing condition. (b) SEM image of the wear track in the disk after 40 min of the pin-on-disk test

SEM images of the pin tips wear evolution after sliding 4 min, 10 min, 25 min, and 40 min over roughing surface condition (left to right)
Based on the surface characterization using skewness (Rsk) and kurtosis (Rku) relationship by Sedlacek et al. [44], Fig. 8 presents the relationship between the total number of measurements and its average of these two surface parameters for the four initial surface conditions (finishing—Fi; roughing—Ri; finishing and polishing—FPi—and roughing and polishing—RPi) and the worn surfaces conditions at the wear track after 40 min of the pin-on-disk test (finishing—Fw; roughing—Rw; finishing and polishing—FPw; and roughing and polishing—RPw). The friction coefficients of the tested surfaces and the paths that correlate the polishing treatment and the wear abrasion are also added to visualize the distribution of values according to the performed manufacturing process.

Correlation between the surface characterization, friction coefficients, and polishing and wear paths for different studied surface conditions
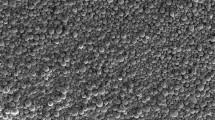
An initial roughing (Ri) surface by polishing becomes roughing and polishing (RPi) and by wearing becomes worn roughing surface (Rw). In both cases, a similar surface profile is obtained with positive values of Rsk. A similar trend is observed with the initial finishing surface (Fi) when polishing (FPi) or wearing (Fw). In this case, the polished and worn surface also presented a similar surface profile, although the Rsk became negative regarding the initial surface condition. The initial finishing and roughing WEDM surfaces resulted in the right quadrant of Rku-Rsk diagram, as expected for the case of WEDM surfaces [44]. The positive values of Rsk indicated more space in the valleys and sharper peaks. For the cases of wearing or polishing a finishing WEDM surface, the values of Rsk became negative, which lead to less space in the valleys, higher contact area, and, consequently, higher friction coefficient. Although there were changes on the Rku, the values remained below 3. Therefore, the surface modification would not influence the friction coefficient [45] as far as this parameter is concerned. Consequently, as in Sedlacek et al. [44], Rsk was the dominant parameter concerning friction. Note that the friction coefficients decreased with higher values of Rsk. Similar results were obtained in our previous laser texturing work [30] and in Behrens et al. [25], where the lubricant and the embedded particles adhere to the cavities of the die, reducing the friction coefficient. Unlike Sedlacek and coworkers [44,45,46] that performed pin-on-disk tests on finished surfaces (Ra < 0.5 μm) combined with a polyolefinic oil, they concluded that surface parameters with higher Sku and negative Ssk values reduce the friction coefficient. The difference to our results lied in the fact that an oil-based lubricant requires an excellent surface finishing (Rsk < 0) to reduce friction. In contrast, for a graphite-based lubricant with embedded particles of graphite of different dimensions, lower friction can only be achieved with a larger space between peak and valleys (Rsk>0). Figure 9 shows drops of graphite-based lubricant on WEDMed surface roughness. Note that the lubricant fills the valleys presenting a more uniform surface profile. The graphite particles can also lodge in the valleys and act as reservoirs, impacting both metal surfaces by minimizing friction [25].

Graphite-based lubricant drops on the roughing surface condition by WEDM
4 Conclusions
The present study shows the correlation of the surface parameters, friction coefficient, and surface degradation between two different WEDM surfaces (finishing and roughening), with and without polishing treatment. This correlation allows predicting the wear damage on initial surface conditions. This prediction is essential for the forging industry to determine when to perform maintenance or replace tooling.
As expected, friction has an inverse relationship with roughness, such that the higher the roughness, the lower the friction. This behavior can be explained due to the existence of greater available space in the valleys that reduce the contact area between the interfaces and allows the retention of a more significant amount of graphite particles. In particular, it has been determined that a 5.5-fold increase in roughness produced a 28.6% decrease in friction.
Regarding wear, it has been mainly concentrated on the pins due to the difference in hardness with the disks. For both the surfaces obtained in roughing and finishing, the process without polishing registered the highest weight loss due to the high roughness values and surface hardness. This is mainly associated with the white layer generated by the WEDM process removed by polishing. Specifically, the weight loss is 23% higher in Rw with respect to RPw, and 50% higher in Fw with respect to FPw. Also, a prior polishing treatment showed to reduce the wear in the pin, and the roughness variability, and, consequently, decrease the wear (wear tracks and pin) for the finishing conditions.
The diagram of Rku-Rsk combined with the friction values helps define polishing and wear paths to correlate the different surface conditions combined with graphite-based lubricant. Consequently, graphite-based lubricants require space to lodge in the surface asperities, as this inhibits the displacement of the lubricating particles, thus reducing friction. This situation is achieved when the surface morphology presents a parameter Rsk > 0.
Some limitations need to be studied in future work because this study is focused on the WEDM process despite that high-speed milling is the other way to manufacture forging dies. It would also be interesting to determine the influence of the size of the graphite particles embedded in the lubricant on the surface wear abrasion and the friction coefficient.
Abbreviations
- EDM:
-
Electric discharge machining
- WEDM:
-
Wire electric discharge machining
- NiTi:
-
Nickel titanium alloy
- CO2 :
-
Carbon dioxide
- PVD:
-
Physical vapor deposition
- AlTiN:
-
Aluminum titanium nitride
- PECVD:
-
Plasma-enhanced chemical vapor deposition
- PACVD:
-
Plasma-assisted chemical vapor deposition
- HB:
-
Brinell hardness
- t on :
-
Pulse-on time
- t off :
-
Pulse-off time
- T :
-
Period of discharge (pulse-on time + pulse-off time)
- f :
-
Frequency of discharge
- V :
-
Voltage of discharge
- SiC:
-
Silicon carbide
- R a :
-
Average surface roughness
- R t :
-
Total height of the roughness profile
- S m :
-
Mean spacing of profile irregularities
- R sk :
-
Skewness parameter
- R ku :
-
Kurtosis parameter
- R q :
-
Root mean square roughness
- R pk :
-
Reduced peak height
- R k :
-
Core roughness depth
- R vk :
-
Reduced valley depth
- F i :
-
Finishing initial surface condition
- R i :
-
Roughing initial surface condition
- FP i :
-
Finishing polished initial surface condition
- RP i :
-
Roughing polished initial surface condition
- F w :
-
Finishing worn surface condition
- R w :
-
Roughing worn surface condition
- FP w :
-
Finishing polished worn surface condition
- RP w :
-
Roughing polished worn surface condition
References
Egea AJS, Deferrari N, Abate G, Martinez Krahmer D, de Lacalle LNL (2018) Short-cut method to assess a gross available energy in a medium-load screw friction press. Metals 8:173
Hawryluk M, Ziemba J, Sadowski P (2017) A review of current and new measurement techniques used in hot die forging processes. Measur Control 50(3):74–86
Mesquita R (2017) Tool steels, properties and performance. Taylor & Francis Group, United States
Altan T, Ngaile G, Shen G (2005) Cold and hot forging fundamentals and applications. ASM International, United States
López De Lacalle L, Lamikiz A, Salgado M, Herranz S, Rivero A (2002) Process planning for reliable high-speed machining of moulds. Int J Prod Res 40(12):2789–2809
Cui X, Zhao J, Tian X (2012) Tool wear in high-speed face milling of AISI H13 steel. Proc IMechE Part B: J Engineering Manufacture 226(10):1684–1693
Pereira A, Martínez J, Prado M, Perez J, Mathia T (2014) Topographic wear monitoring of the interface tool/workpiece in milling AISI H13 steel. Adv Mater Res 966-967:152–167
Axinte D, Dewes R (2009) High-speed milling of AISI H13 hot-work tool steel using polycrystalline cubic boron nitride ball-nose mills: from experimental investigations and empirical modelling to functional testing of the machined surfaces. Proc IMechE 224(1):15–24
Qudeiri J, Zaiout A, Mourad A, Abidi M, Elkaseer A (2020) Principles and characteristics of different EDM processes in machining tool and die steels. Appl Sci 10(6):2082
Seyedzavvar M, Shabgard M (2012) Influence of tool material on the electrical discharge machining of AISI H13 tool steel. Adv Mater Res 445:988–993
Zeilmann R, Ivaninski T, Webber C (2018) Surface integrity of AISI H13 under different pulse time and depths by EDM process. Proc CIRP 71:472–477
Pellicer N, Ciurana J, Delgado J (2009) Tool electrode geometry and process parameters influence on different feature geometry and surface quality in electrical discharge machining of AISI H13 steel. J Intell Manuf 22:575–584
Behrens B, Yilkiran T (2012) Influence of the fabrication method on the wear resistance of hot forging dies. Prod Eng Res Dev 6:267–276
González Rojas H, Sánchez Egea A, Travieso-Rodríguez A, Llumà i Fuentes J, Jorba Peiró J (2018) Estimation of the polishing time for different metallic alloys in surface texture removal. Mach Sci Technol 22(4):729–741
Dai W, Li J, Zhang W, Zheng Z (2019) Evaluation of fluences and surface characteristics in laser polishing SKD 11 tool steel. J Mater Process Technol 273:116241
Abachi S, Akkok M, Gokler M (2010) Wear analysis of hot forging dies. Tribol Int 43:467–473
Lavtar L, Muhic T, Kugler G, Tercelj M (2011) Analysis of the main types of damage on a pair of industrial dies for hot forging car steering mechanisms. Eng Fail Anal 18:1143–1152
Koneshlou M, Asl H, Khomamizadeh F (2011) Effect of cryogenic treatment on microstructure, mechanical and wear behaviors of AISI H13 hot work tool steel. Cryogenics 51:55–61
Cicek A, Kara F, Kıvak T, Ekici E, Uygur I (2015) Effects of deep cryogenic treatment on the wear resistance and mechanical properties of AISI H13 hot-work tool steel. J Mater Eng Perform 24:4431–4439
Miyamoto J, Abraha P (2019) The effect of plasma nitriding treatment time on the tribological properties of the AISI H13 tool steel. Surf Coat Technol 375:15–21
Molinetti A, Amorim F, Soares P Jr, Czelusniak T (2015) Surface modification of AISI H13 tool steel with silicon or manganese powders mixed to the dielectric in electrical discharge machining process. Int J Adv Manuf Technol 83:1057–1068
Norhafzan B, Aqida S, Chikarakara E, Brabazon D (2016) Surface modification of AISI H13 tool steel by laser cladding with NiTi powder. Appl Phys A Mater Sci Process 122:384
Bayramoglu M, Polat H, Geren N (2008) Cost and performance evaluation of different surface treated dies for hot forging process. J Mater Process Technol 205:394–403
Buchmayr B (2016) Damage, lifetime, and repair of forging dies. BHM Berg- und Hüttenmänn Monatshefte 162:88–93
Behrens B, Bouguecha A, Huskic A, Baumer M, Paschke H, Lippold L (2016) Increasing the efficiency of forging operations using adjusted tribological surfaces enhanced by hard coatings. Tribology Online 11:432–443
Leskovsek V, Podgornik B, Jenko M (2009) A PACVD duplex coating for hot-forging applications. Wear 266:453–460
Zhao J, Li Q, Li S, Chen G, Liu X, He Y, Luo J (2020) Influence of a carbon-based tribofilm induced by the friction temperature on the tribological properties of impregnated graphite sliding against a cemented carbide. Friction 2223-7690
Krahmer DM, Egea AJS, Celentano D, Martynenko V, Cruchaga M (2019) Friction characterization when combining laser surface texturing and graphite-based lubricants. J Mater Res Technol 9(2):1759–1767
Egea AJS, Martynenko V, Abate G, Deferrari N, Krahmer DM, de Lacalle LNL (2019) Friction capabilities of graphite-based lubricants at room and over 1400 K temperatures. Int J Adv Manuf Technol 102:1623–1633
Martynenko V, Martínez Krahmer D, Nápoles Alberro A, Cabo A, Pérez D, Zayas Figueras E, Gonzalez Rojas H, Sánchez Egea A (2020) Surface damaging of brass and steel pins when sliding over nitrided samples cut by finishing and roughing EDM conditions. Materials 13:3199
Prajapati D, Tiwari M (2021) The correlation between friction coefficient and areal topography parameters for AISI 304 steel sliding against AISI 52100 steel. Friction 9(1):41–60
Blau PJ (2009) Friction science and technology: from concepts to applications. CRC Press Taylor & Francis Group, New York
Gadelmawla E, Koura M, Maksoud T, Elewa I, Soliman H (2002) Roughness parameters. J Mater Process Technol 123:133–145
Wang J, Sánchez Galíndez A, Izquierdo B, Ayesta I (2020) Experimental and numerical study of crater volume in wire electrical discharge machining. Materials 13:577
Braeuer G, Paschke H, Weber M, Behrens B, Yilkiran T (2014) Surface modifications for optimized forming operations. Key Eng Mater 611-612:231–239
Ghani J, Yeong G (2011) Haron C (2011) Surface integrity of AISI H13 in end milling and electrical machining process. Adv Mater Res\ 264-265:1044–1049
Guicciardi S, Melandri C, Lucchini F, De Portu G (2020) On data dispersion in pin-on-disk wear tests. Wear 252(11):1001–1006
Ba E, Dumont M, Martins P, Martins Drumond R, Martins da Cruz M, Vieira V (2021) Investigation of the effects of skewness Rsk and kurtosis Rku on tribological behavior in a pin-on-disc test of surfaces machined by conventional milling and turning processes. Mater Res 24(2):e20200435
Bhushan B (2013) Introduction to tribology. John Wiley & Sons, New York
Rabinowicz E (1995) Friction and wear of materials. Wiley, Hoboken, NJ
Gronostajski Z, Kaszuba M, Hawryluk M, Zwierzchowski M (2014) A review of the degradation mechanisms of the hot forging tools. Arch Civil Mech Eng 14(4):528–539
Liang G, Schmauder S, Lyu M, Schneider Y, Zhang C, Han Y (2018) An investigation of the influence of initial roughness on the friction andwear behavior of ground surfaces. Materials 11:237
Salguero J, Vazquez-Martinez J, Del Sol I, Batis M (2018) Application of pin-on-disc techniques for the study of tribological interferences in the dry machining of A92024-T3 (Al–Cu) Alloys. Materials 11:1236
Sedlacek M, Podgornik B, Vizintin J (2012) Planning surface texturing for reduced friction in lubricated sliding using surface roughness parameters skewness and kurtosis. Proc IMechE Part J: Engineering Tribology 226(8):661–667
Horvath R, Czifra A, Dregelyi-Kiss A (2014) Effect of conventional and non-conventional tool geometries to skewness and kurtosis of surface roughness in case of fine turning of aluminium alloys with diamond tools. Int J Adv Manuf Technol 78:297–304
Sedlacek M, Podgornik B, Vizintin J (2009) Influence of surface preparation on roughness parameters, friction and wear. Wear 266:482–487
Acknowledgements
We are grateful to Soledad Pereda for helping with electron microscopy, Alejandro Bacigalupe for analyzing the kinematic viscosity, Alberto Forcato for providing colloidal graphite, Nazareno Antunez for wire EDM, Belen Parodi for helping with the profilometer, and Facundo Riu for the drawings.
Funding
Open Access funding provided thanks to the CRUE-CSIC agreement with Springer Nature. This work is supported by the Serra Húnter program (Generalitat de Catalunya), reference number UPC-LE-304 (2018).
Author information
Authors and Affiliations
Contributions
Conceptualization: Antonio Sánchez Egea and Daniel Martinez Krahmer; methodology and investigation: Vitaliy Martynenko and Alejandro Simoncelli; validation and visualization: Gil Serrancoli and Alejandro Simoncelli; original draft preparation: Antonio Sánchez and Gil Serrancoli; supervision: Vitaliy Martynenko and Daniel Martinez Krahmer.
Corresponding author
Ethics declarations
Ethical approval
The article involves no studies on human or animal subjects.
Consent to publish
All the authors have reviewed and agreed to publish this research work.
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Sánchez Egea, A.J., Martynenko, V., Simoncelli, A. et al. Sliding abrasive wear when combining WEDM conditions and polishing treatment on H13 disks over 1045 carbon steel pins. Int J Adv Manuf Technol 118, 183–193 (2022). https://doi.org/10.1007/s00170-021-07897-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-07897-4