
Microstructure, Mechanical Properties, and Galvanic Corrosion of 10CrNi3MoV Fabricated by Wire Arc Additive Manufacturing

Abstract
:1. Introduction
2. Materials and Methods
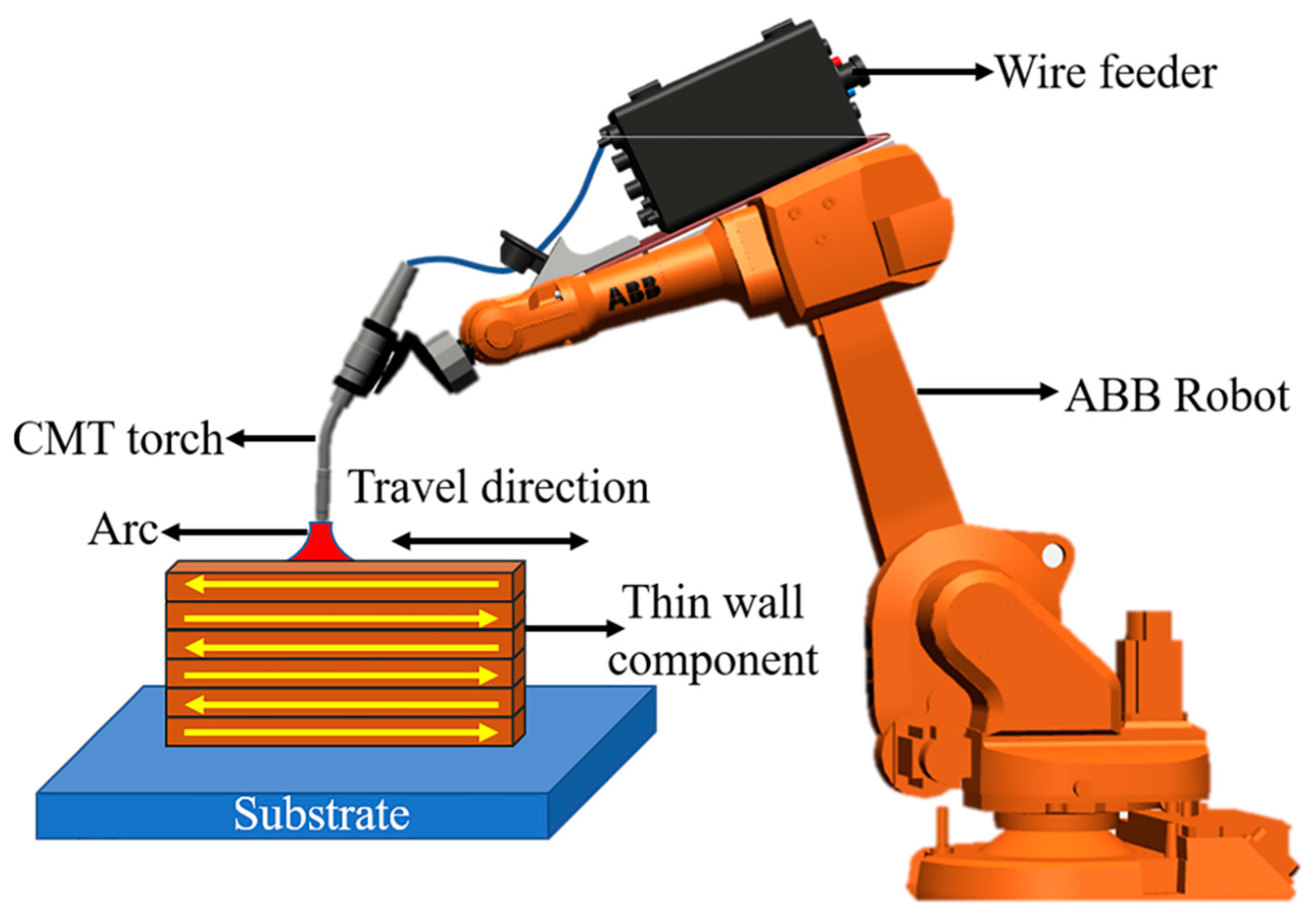
2.1. Materials and Equipment
2.2. Deposition Mode
2.3. Microstructure
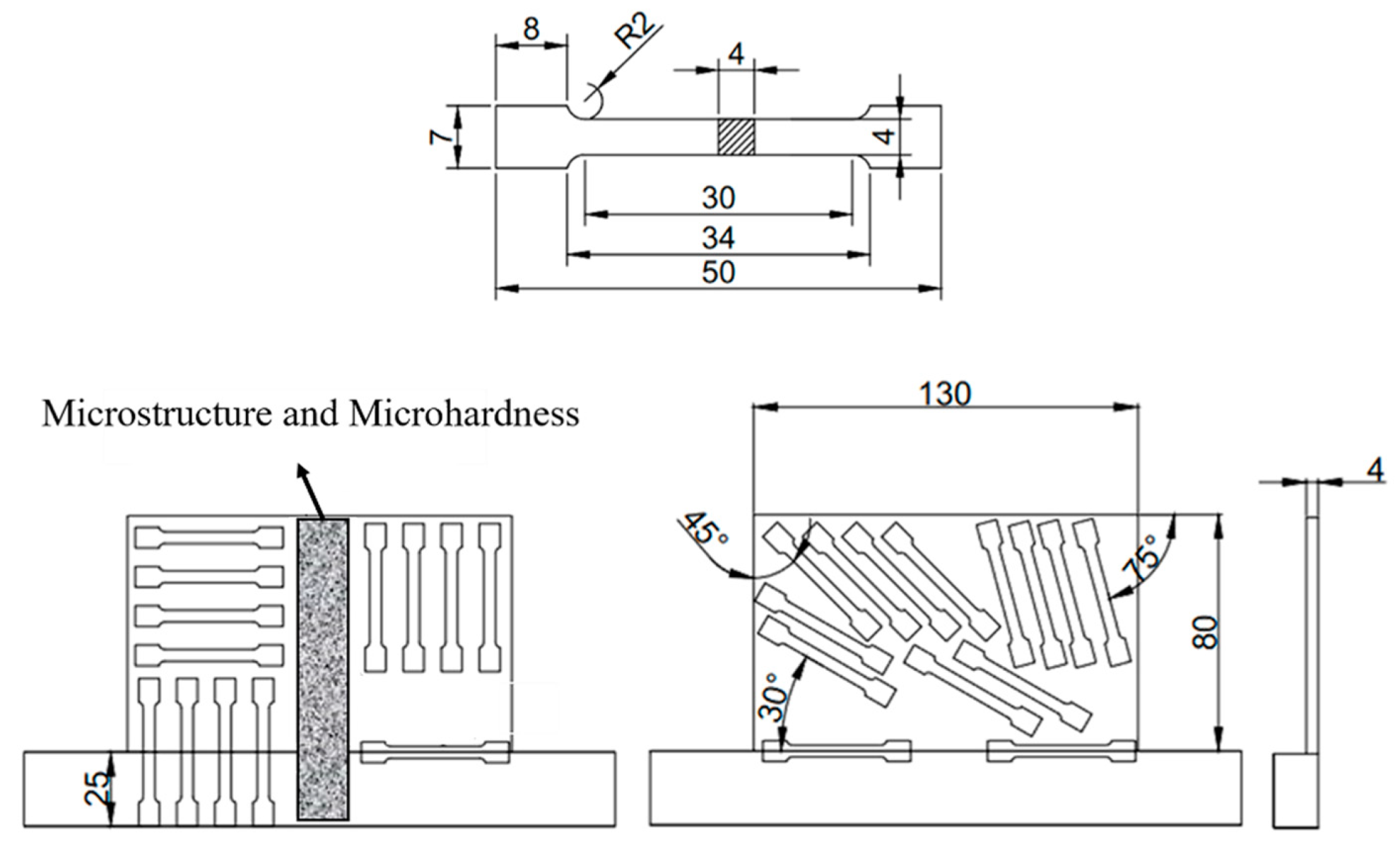
2.4. Mechanical Properties
2.5. Corrosion Performance
3. Results and Discussion
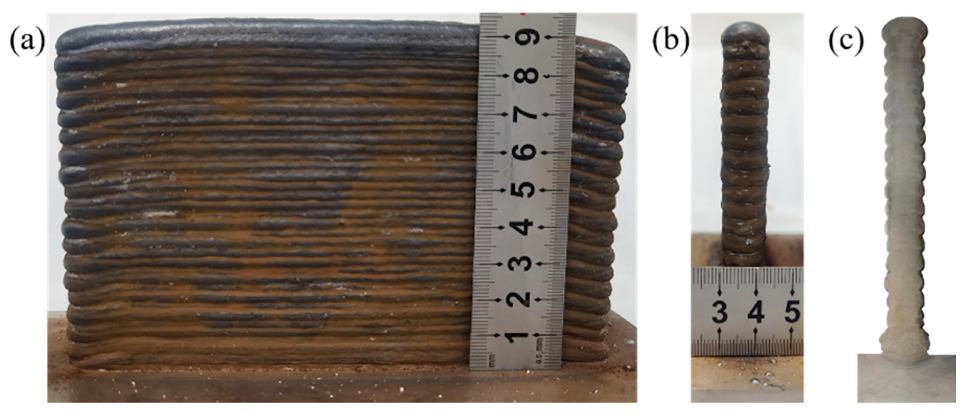
3.1. Macro-Morphology
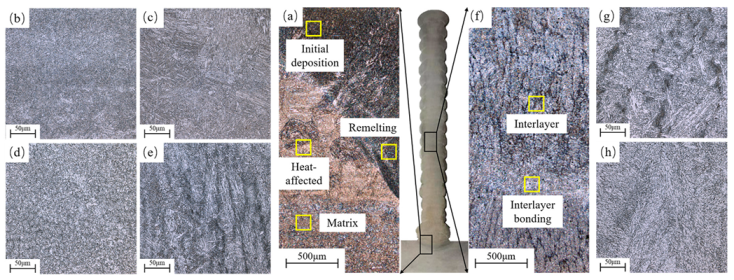
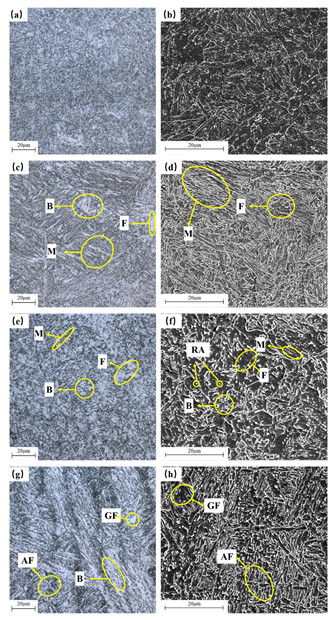
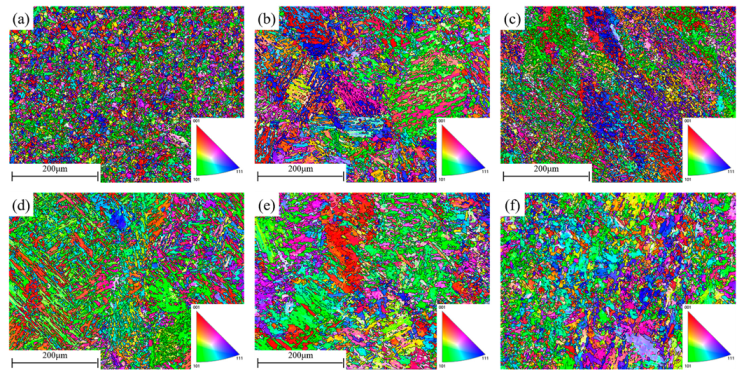
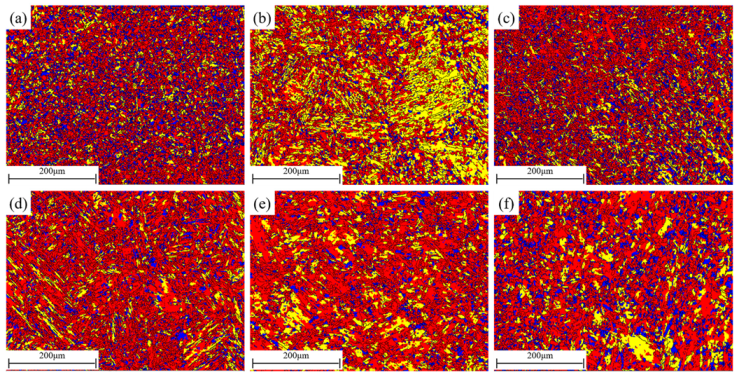
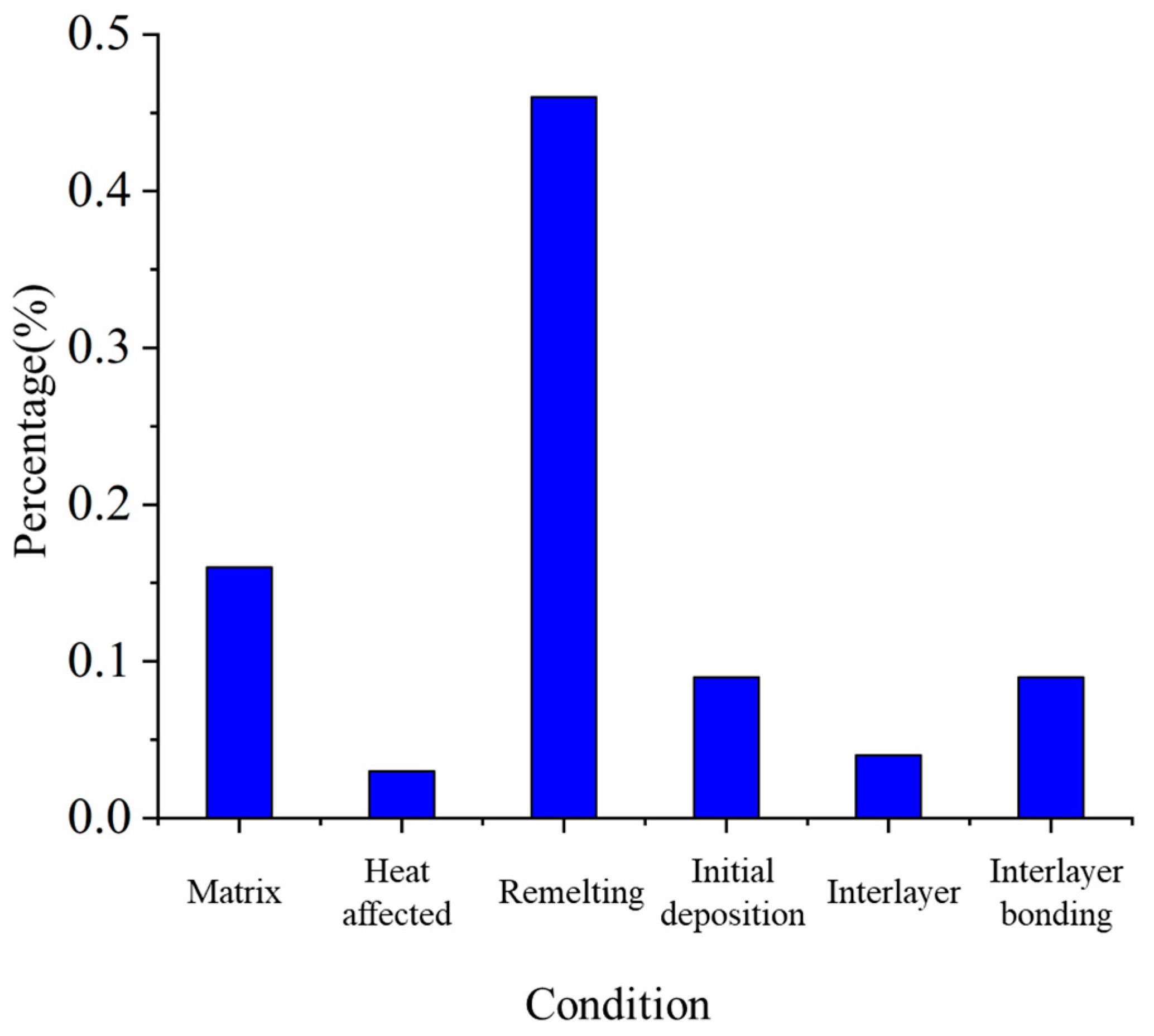
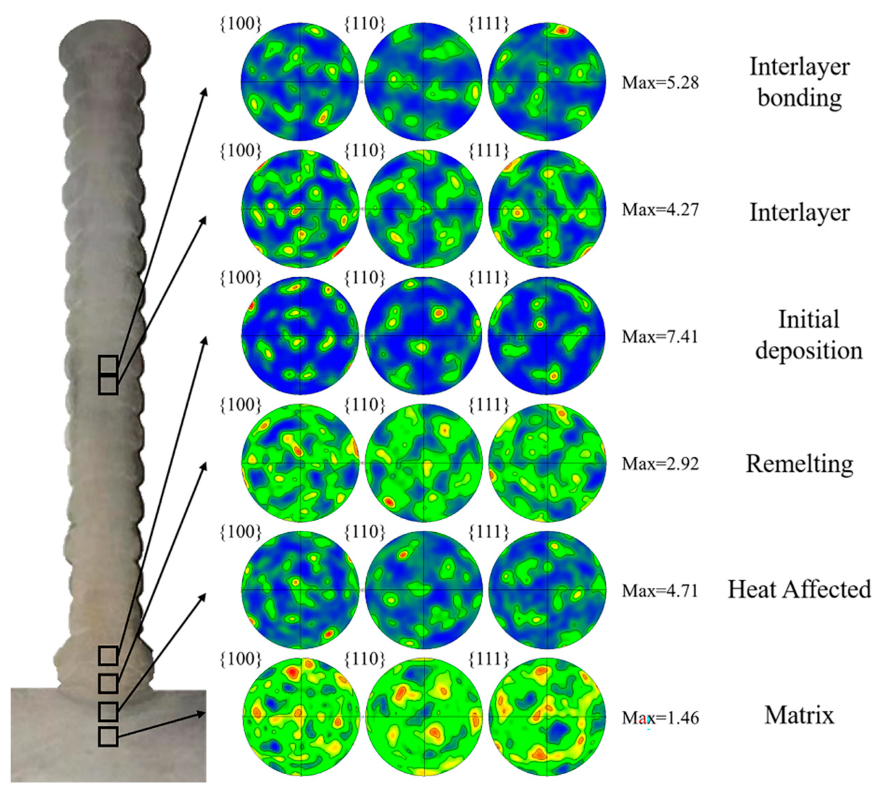
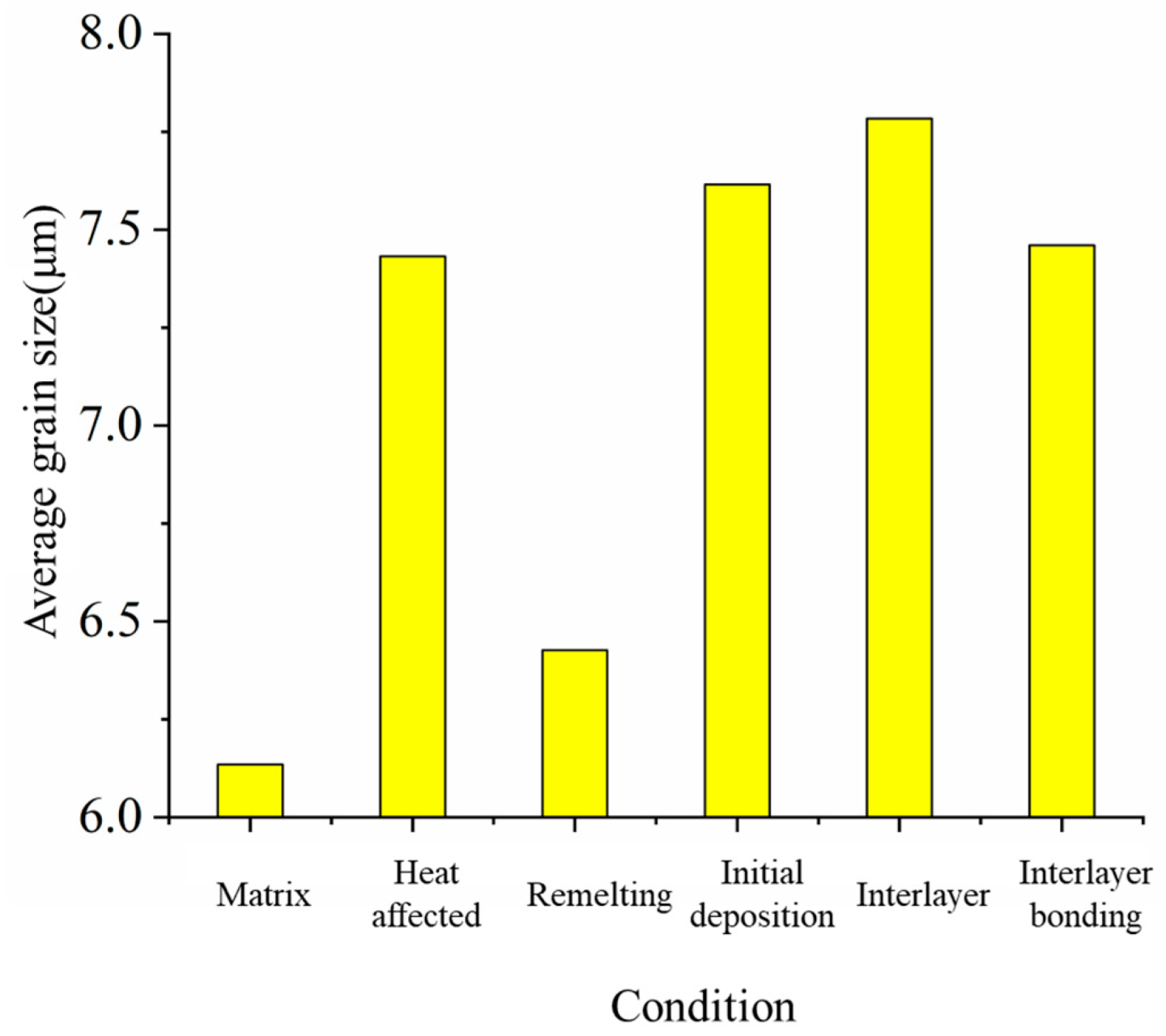
3.2. Microstructure
3.2.1. Matrix
3.2.2. Heat-Affected Zone
3.2.3. Remelting Zone
3.2.4. Initial Deposition Zone
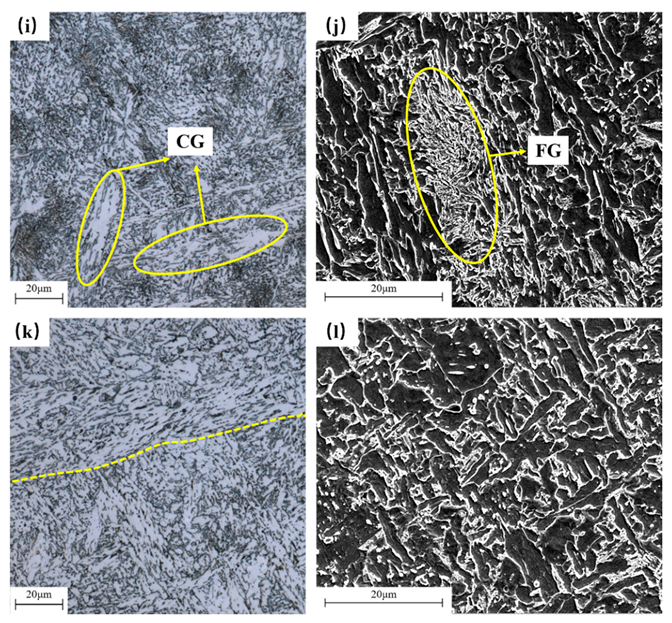
3.2.5. Interlayer Zone
3.2.6. Interlayer Bonding Zone
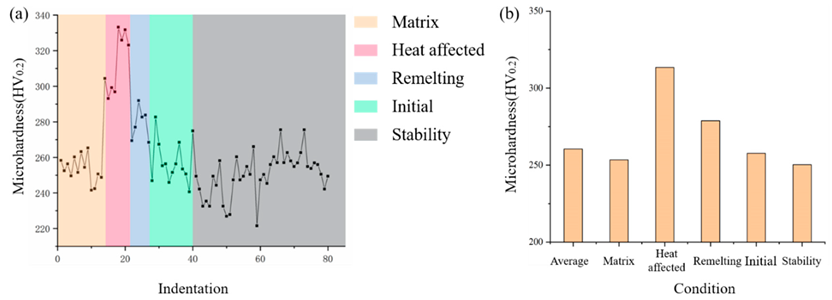
3.3. Micro-Hardness
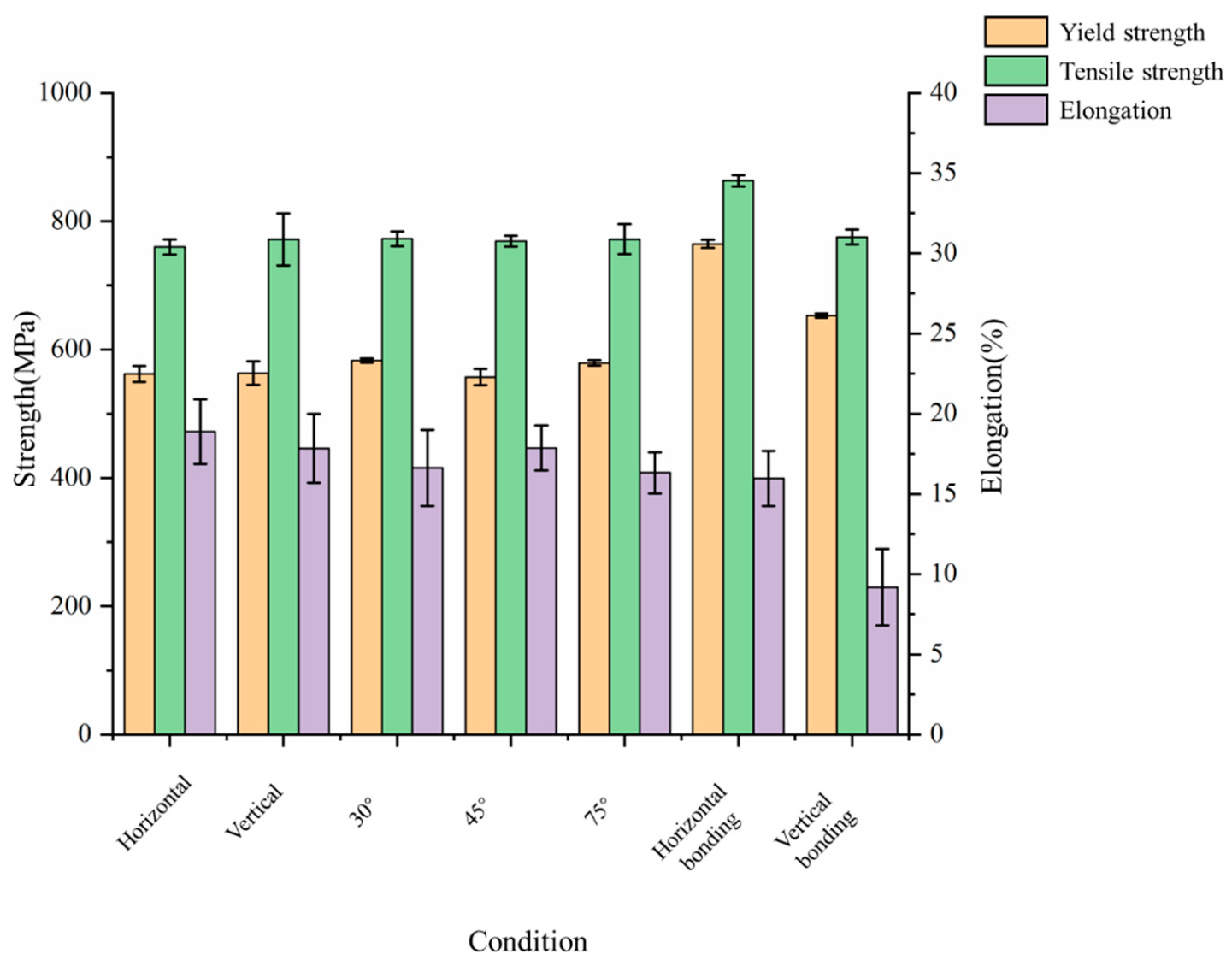
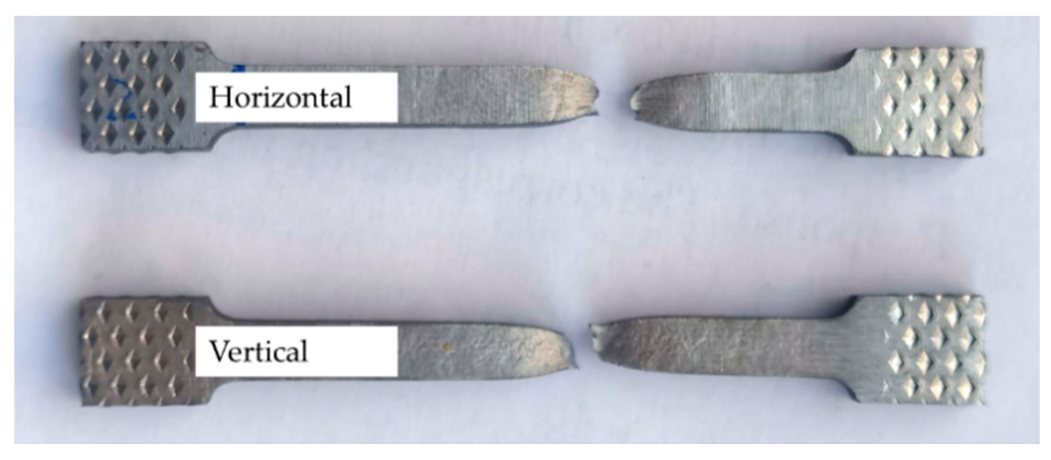
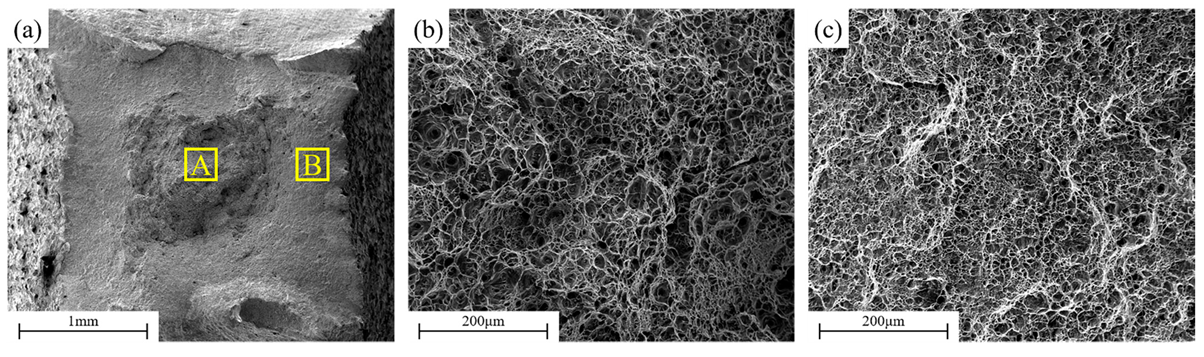
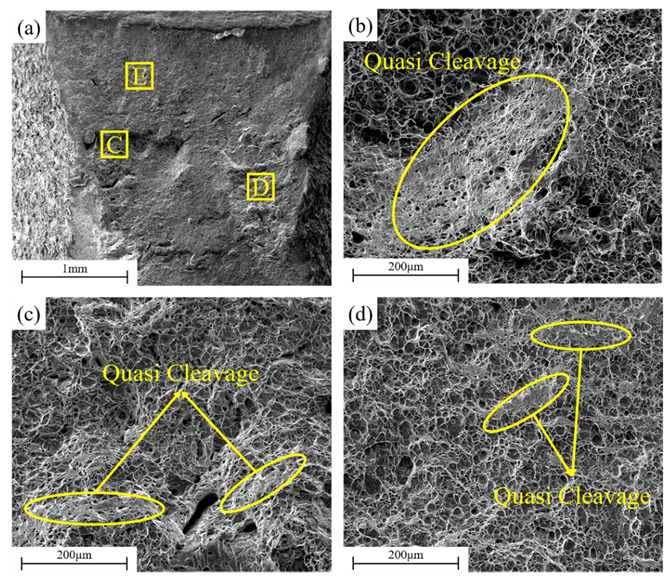
3.4. Tensile Properties and Fracture Surfaces
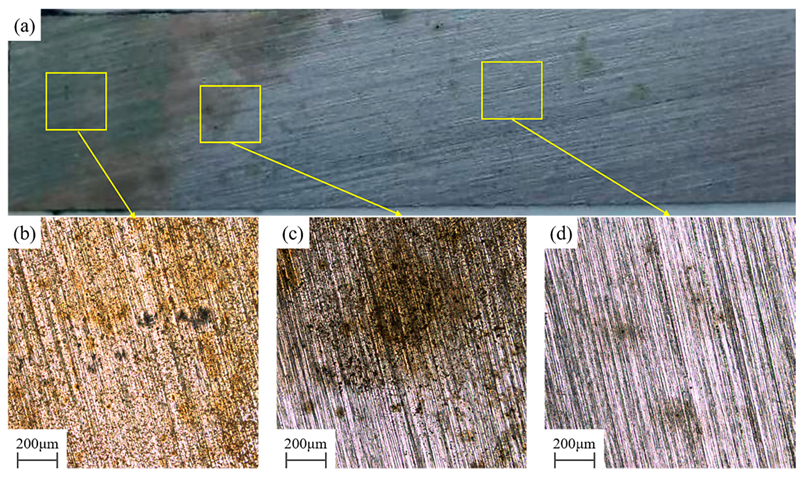
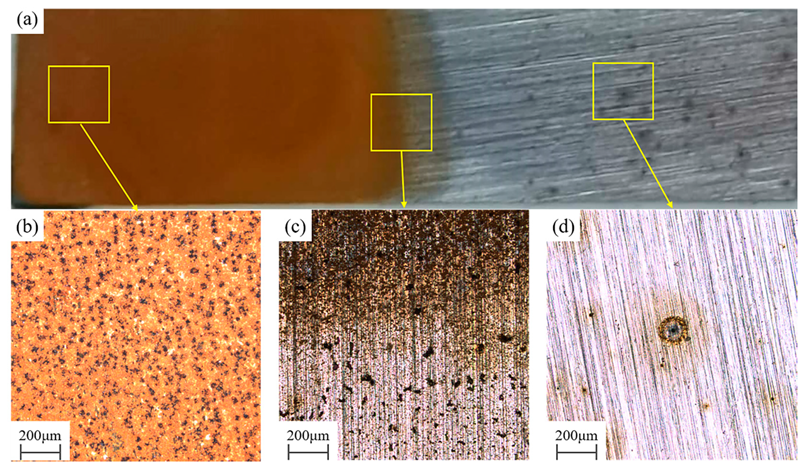
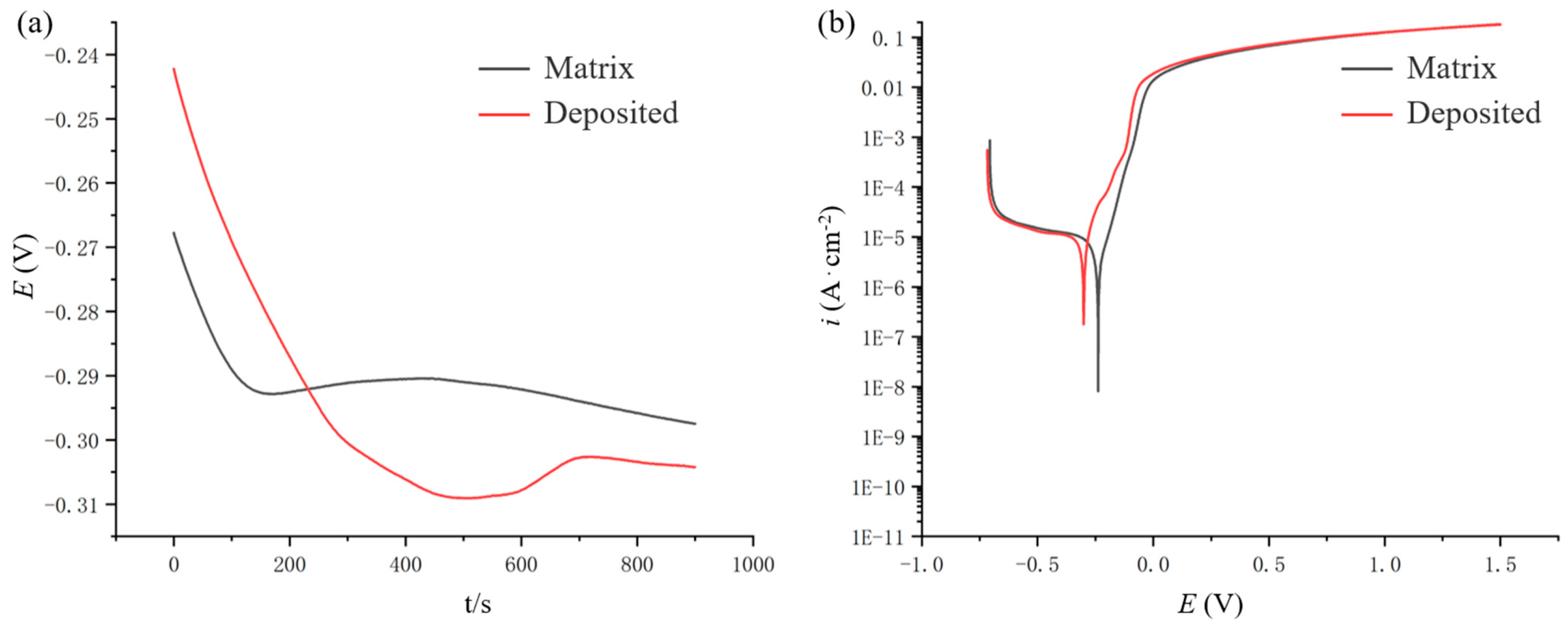
3.5. Corrosion Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ojo, O.O.; Taban, E. Microstructure, Mechanical and Corrosion Behavior of Additively Manufactured Steel: A Review (Part 1). Mater. Test. 2020, 62, 503–516. [Google Scholar] [CrossRef]
- Liu, J.; Xu, Y.; Ge, Y.; Hou, Z.; Chen, S. Wire and arc additive manufacturing of metal components: A review of recent research developments. Int. J. Adv. Manuf. Technol. 2020, 111, 149–198. [Google Scholar] [CrossRef]
- Li, J.L.Z.; Alkahari, M.R.; Rosli, N.A.B.; Hasan, R.; Sudin, M.N.; Ramli, F.R. Review of Wire Arc Additive Manufacturing for 3D Metal Printing. Int. J. Autom. Technol. 2019, 13, 346–353. [Google Scholar] [CrossRef]
- Chaudhary, V.; Yadav, N.M.S.K.K.; Mantri, S.A.; Dasari, S.; Jagetia, A.; Ramanujan, R.V.; Banerjee, R. Additive manufacturing of functionally graded Co–Fe and Ni–Fe magnetic materials. J. Alloy. Compd. 2020, 823, 153817. [Google Scholar] [CrossRef]
- Anant Pidge, P.; Kumar, H. Additive manufacturing: A review on 3 D printing of metals and study of residual stress, buckling load capacity of strut members. Mater. Today Proc. 2020, 21, 1689–1694. [Google Scholar] [CrossRef]
- Victoria, A.; Marina, N. The Additive Manufacturing Landscape 2020-Key Insights and Trends into the Additive Manufacturing Market. 2020. Available online: www.amfg.ai (accessed on 1 August 2021).
- Wang, Y.; Chen, X.; Konovalov, S.V. Additive Manufacturing Based on Welding Arc: A low-Cost Method. J. Surf. Investig. X-ray Synchrotron Neutron Tech. 2018, 11, 1317–1328. [Google Scholar] [CrossRef]
- Thapliyal, S. Challenges associated with the wire arc additive manufacturing (WAAM) of aluminum alloys. Mater. Res. Express 2019, 6, 112006. [Google Scholar] [CrossRef]
- Gradl, P.R.; Protz, C.S. Technology advancements for channel wall nozzle manufacturing in liquid rocket engines. Acta Astronaut. 2020, 174, 148–158. [Google Scholar] [CrossRef]
- Li, Y.; Qin, X.; Wu, Q.; Hu, Z.; Shao, T. Fabrication of curved overhanging thin-walled structure with robotic wire and arc additive manufacturing (RWAAM). Ind. Robot Int. J. Robot. Res. Appl. 2019, 47, 102–110. [Google Scholar] [CrossRef]
- Oropeza, D.; Hofmann, D.C.; Williams, K.; Firdosy, S.; Bordeenithikasem, P.; Sokoluk, M.; Liese, M.; Liu, J.K.; Li, X.C. Welding and additive manufacturing with nanoparticle-enhanced aluminum 7075 wire. J. Alloy. Compd. 2020, 834, 8. [Google Scholar] [CrossRef]
- He, T.; Yu, S.; Shi, Y.; Huang, A. Forming and mechanical properties of wire arc additive manufacture for marine propeller bracket. J. Manuf. Process. 2020, 52, 96–105. [Google Scholar] [CrossRef]
- Nemani, A.V.; Ghaffari, M.; Nasiri, A. Comparison of microstructural characteristics and mechanical properties of shipbuilding steel plates fabricated by conventional rolling versus wire arc additive manufacturing. Addit. Manuf. 2020, 32, 101086. [Google Scholar]
- Tasdemir, A.; Nohut, S. An overview of wire arc additive manufacturing (WAAM) in shipbuilding industry. Ships Offshore Struct. 2020, 1–18. [Google Scholar] [CrossRef]
- Vimal, K.E.K.; Naveen Srinivas, M.; Rajak, S. Wire arc additive manufacturing of aluminium alloys: A review. Mater. Today Proc. 2020, 41, 1139–1145. [Google Scholar] [CrossRef]
- Dirisu, P.; Supriyo, G.; Martina, F.; Xu, X.; Williams, S. Wire plus arc additive manufactured functional steel surfaces enhanced by rolling. Int. J. Fatigue 2020, 130, 105237. [Google Scholar] [CrossRef]
- Ge, J.; Lin, J.; Chen, Y.; Lei, Y.; Fu, H. Characterization of wire arc additive manufacturing 2Cr13 part: Process stability, microstructural evolution, and tensile properties. J. Alloy. Compd. 2018, 748, 911–921. [Google Scholar] [CrossRef]
- Davis, A.E.; Breheny, C.I.; Fellowes, J.; Nwankpa, U.; Martina, F.; Ding, J.; Machry, T.; Prangnell, P.B. Mechanical performance and microstructural characterisation of titanium alloy-alloy composites built by wire-arc additive manufacture. Mater. Sci. Eng. A 2019, 765, 138289. [Google Scholar] [CrossRef]
- Caballero, A.; Ding, J.; Ganguly, S.; Williams, S. Wire + Arc Additive Manufacture of 17-4 PH stainless steel: Effect of different processing conditions on microstructure, hardness, and tensile strength. J. Mater. Process. Technol. 2019, 268, 54–62. [Google Scholar] [CrossRef]
- He, Z.; Hu, Y.; Qu, H.T. Research on Anisotropy of Titanium Alloy Manufactured by Ultrasonic Impact Treatment and Wire and Arc Additive Manufacture. Aerospace Manuf. Technol. 2016, 11–16, 1674–5108. [Google Scholar]
- Jin, W.W.; Zhang, C.Q.; Jin, S.Y.; Tian, Y.T.; Wellmann, D.; Liu, W. Wire Arc Additive Manufacturing of Stainless Steels: A Review. Appl. Sci. 2020, 10, 1563. [Google Scholar] [CrossRef] [Green Version]
- Dai, Y.-l.; Yu, S.-f.; Huang, A.-g.; Shi, Y.-s. Microstructure and mechanical properties of high-strength low alloy steel by wire and arc additive manufacturing. Int. J. Miner. Metall. Mater. 2020, 27, 933–942. [Google Scholar] [CrossRef]
- Bhujangrao, T.; Veiga, F.; Suarez, A.; Iriondo, E.; Mata, F.G. High-Temperature Mechanical Properties of IN718 Alloy: Comparison of Additive Manufactured and Wrought Samples. Crystals 2020, 10, 689. [Google Scholar] [CrossRef]
- Bambach, M.; Sizova, I.; Sydow, B.; Hemes, S.; Meiners, F. Hybrid manufacturing of components from Ti-6Al-4V by metal forming and wire-arc additive manufacturing. J. Mater. Process. Technol. 2020, 282, 8. [Google Scholar] [CrossRef]
- Ziółkowski, M.; Dyl, T. Possible Applications of Additive Manufacturing Technologies in Shipbuilding: A Review. Machines 2020, 8, 84. [Google Scholar] [CrossRef]
- Chandrasekaran, S.; Hari, S.; Amirthalingam, M. Wire arc additive manufacturing of functionally graded material for marine risers. Mater. Sci. Eng. Struct. Mater. Prop. Microstruct. Process. 2020, 792, 13. [Google Scholar] [CrossRef]
- Zhang, S.W.; Wang, Y.D.; Zhu, M.H.; Zhang, Z.J.; Nie, P.L.; Li, Z.G. Relationships among Charpy impact toughness, microstructure and fracture behavior in 10CrNi3MoV steel weld joint. Mater. Lett. 2020, 281, 4. [Google Scholar] [CrossRef]
- Ye, C.Q.; Lu, G.Y.; Ni, L.; Liu, Q.S.; Hou, S.; Tong, H.; Yao, Y.Q.; Zhou, J.M. Effects of heat treatment on microstructure and mechanical properties of explosive welded 10CrNi3MoV steel-304L stainless steel. Mater. Lett. 2020, 262, 4. [Google Scholar] [CrossRef]
- Peng, K.; Yang, C.L.; Fan, C.L.; Lin, S.B. Thermal processes, microstructure, and mechanical properties near weld toe in double-sided double gas tungsten arc backing welding joint of 10CrNi3MoV steel. Int. J. Adv. Manuf. Technol. 2018, 96, 677–684. [Google Scholar] [CrossRef]
- Bourlet, C.; Zimmer-Chevret, S.; Pesci, R.; Bigot, R.; Robineau, A.; Scandella, F. Microstructure and mechanical properties of high strength steel deposits obtained by Wire-Arc Additive Manufacturing. J. Mater. Process. Technol. 2020, 285, 13. [Google Scholar] [CrossRef]
- Lei, Y.Y.; Xiong, J.; Li, R. Effect of inter layer idle time on thermal behavior for multi-layer single-pass thin-walled parts in GMAW-based additive manufacturing. Int. J. Adv. Manuf. Technol. 2018, 96, 1355–1365. [Google Scholar] [CrossRef]
- Sun, L.; Jiang, F.; Huang, R.; Yuan, D.; Guo, C.; Wang, J. Microstructure and Mechanical Properties of Low-Carbon High-Strength Steel Fabricated by Wire and Arc Additive Manufacturing. Metals 2020, 10, 216. [Google Scholar] [CrossRef] [Green Version]
- Yang, J.; Yang, H.; Yu, H.; Wang, Z.; Zeng, X. Corrosion Behavior of Additive Manufactured Ti-6Al-4V Alloy in NaCl Solution. Metall. Mater. Trans. A 2017, 48, 3583–3593. [Google Scholar] [CrossRef]
- Ralston, K.D.; Birbilis, N. Effect of Grain Size on Corrosion: A Review. Corrosion 2010, 66, 075005. [Google Scholar] [CrossRef]
- Birbilis, N.; Ralston, K.D.; Virtanen, S.; Fraser, H.L.; Davies, C.H.J. Grain character influences on corrosion of ECAPed pure magnesium. Corros. Eng. Sci. Technol. 2010, 45, 224–230. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Li, S.; Cuiuri, D.; Ding, D.; Li, H. The anisotropic corrosion behaviour of wire arc additive manufactured Ti-6Al-4V alloy in 3.5% NaCl solution. Corros. Sci. 2018, 137, 176–183. [Google Scholar] [CrossRef]
- Rajesh Kannan, A.; Siva Shanmugam, N.; Rajkumar, V.; Vishnukumar, M. Insight into the microstructural features and corrosion properties of wire arc additive manufactured super duplex stainless steel (ER2594). Mater. Lett. 2020, 270, 127680. [Google Scholar] [CrossRef]
- Chen, X.; Li, J.; Cheng, X.; Wang, H.; Huang, Z. Effect of heat treatment on microstructure, mechanical and corrosion properties of austenitic stainless steel 316L using arc additive manufacturing. Mater. Sci. Eng. A 2018, 715, 307–314. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | Ni | Cr | Mo | V | S | P |
|---|---|---|---|---|---|---|---|---|---|
| Matrix | 0.081 | 0.30 | 0.45 | 3.81 | 1.02 | 0.40 | 0.075 | 0.0058 | <0.005 |
| Wire | 0.053 | 0.71 | 1.83 | 2.17 | - | 0.36 | - | 0.0034 | <0.005 |
| Mechanical Properties | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation% |
|---|---|---|---|
| Matrix | 688 | 802 | 19.5 |
| Wire | 590–745 | ≥655 | ≥16 |
| Parameters. | Wire Feed Speed/(m/min) | Travel Speed/(mm/s) | Layer Cooling Temperature/°C | Shielding Gas | Shielded Gas Velocity/(L/min) | Arc Length Correction | Impulse Correction |
|---|---|---|---|---|---|---|---|
| Value | 4.5 | 2 | Room temperature | Ar+2.5%CO2 | 15 | −5% | −1.5 |
| State | Icorr (A⋅cm−2) | Ecorr (V) |
|---|---|---|
| Matrix | 7.98 × 10−6 | −0.21 |
| Deposited | 9.97 × 10−6 | −0.29 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, G.; Wang, X.; Wang, W.; Chang, Q.; Zhao, Y.; Han, G.; Ren, Z.; Zhu, S. Microstructure, Mechanical Properties, and Galvanic Corrosion of 10CrNi3MoV Fabricated by Wire Arc Additive Manufacturing. Metals 2021, 11, 1235. https://doi.org/10.3390/met11081235
Tian G, Wang X, Wang W, Chang Q, Zhao Y, Han G, Ren Z, Zhu S. Microstructure, Mechanical Properties, and Galvanic Corrosion of 10CrNi3MoV Fabricated by Wire Arc Additive Manufacturing. Metals. 2021; 11(8):1235. https://doi.org/10.3390/met11081235
Chicago/Turabian StyleTian, Gen, Xiaoming Wang, Wenyu Wang, Qing Chang, Yang Zhao, Guofeng Han, Zhiqiang Ren, and Sheng Zhu. 2021. "Microstructure, Mechanical Properties, and Galvanic Corrosion of 10CrNi3MoV Fabricated by Wire Arc Additive Manufacturing" Metals 11, no. 8: 1235. https://doi.org/10.3390/met11081235