
Effect of Process Parameters on the Quality of Laser-Cut Stainless Steel Thin Plates


Department of Mechanical Engineering, School of Engineering of Barcelona (ETSEIB), Universitat Politècnica de Catalunya (UPC), Av. Diagonal, 647, 08028 Barcelona, Spain
*
Author to whom correspondence should be addressed.
Metals 2021, 11(8), 1224; https://doi.org/10.3390/met11081224
Submission received: 28 June 2021
/
Revised: 24 July 2021
/
Accepted: 28 July 2021
/
Published: 31 July 2021
(This article belongs to the Special Issue State-of-Art within 3D Printing and Advanced Machining Processes)
Abstract
:At present, laser cutting is currently employed to cut metallic plates, due to their good finish and dimensional quality, as well as because of the flexibility of the process to obtain different shapes. In the present paper, surface roughness, dimensional accuracy, and burr thickness of thin plates of 0.8 mm are studied as functions of different process parameters: pulse frequency, pulse width, and speed. Eight different experiments were performed according to a full 23 factorial design, with two replicates each. Square specimens of 10 mm × 10 mm were cut. Arithmetical mean roughness Ra was measured with a contact roughness meter, and the dimensions and burr thickness with a micrometer. Ra values ranged between 1.89 and 3.86 µm, dimensional error values between 0.22 and 0.93%, and burr thickness between 2 and 34 µm. Regression analysis was performed, and linear models were obtained for each response. Results showed that roughness depends mainly on frequency, on the interaction of frequency and pulse width and on pulse width. Dimensional error depends on pulse width, frequency, and the interaction between pulse width and speed. Burr thickness is influenced by frequency, pulse width, and the interaction between frequency and speed. Multi-objective optimization showed that, in order to simultaneously minimize the three responses, it is recommended to use high frequency (80 Hz), high pulse width (0.6 ms), and high speed (140 mm/min). The present study will help to select appropriate laser cutting conditions in thin plates, in order to favor good surface finish and dimensional accuracy, as well as low burr thickness.
1. Introduction
Different kinds of lasers are used in industry, with light ranging from ultraviolet (UV) radiation to infrared (IR) radiation. Within the group of IR radiation, three main categories are known, CO2, Nd: YAG, and diode lasers. The first two ones provide high power, up to 15,000 W for the CO2 lasers and to 2000 W for the Nd: YAG lasers. In recent years, Nd: YAG lasers have gained increasing importance because their low wavelength around 1.06 μm guarantees higher energy absorptance than that of CO2 lasers [1]. Thus, Nd: YAG lasers are appropriate to cut high reflectivity materials such as Al or Cu or allows including Ni or Mo [2]. In addition, the high peak power of pulsed Nd: YAG lasers allows cutting thicker plates.
Laser cutting with Nd: YAG has many advantages such as good dimensional quality and surface finish, its flexibility to obtain different geometries without the need of tooling, the possibility to cut a wide range of metallic (steel, superalloys, copper, aluminum, and copper) and non-metallic materials (ceramics, thermoplastics, rubber, wood, and fabrics), the fact that it is a cost-effective process to obtain good quality cut, a relatively high cutting speed, etc. [3,4]. However, many different parameters will affect the surface quality of the parts, such as the type of material to be cut, the sheet thickness, the voltage, the pulse frequency, the pulse width, the beam diameter, the type of auxiliary gas, the pressure of auxiliary gas, the focal distance, etc. [5]. In addition, the edges of the plates may suffer thermal damage in the so-called heat-affected zone (HAZ). Moreover, burr formation is one of the main drawbacks of the laser cutting process. In order to monitor burr, sensors are commonly added to the laser cutting machines [6].
Several authors have investigated the optimal parameters to be used in laser cutting to improve the quality of the parts. As for CO2 lasers, Lamikiz et al. [7] varied the main parameters of the process, such as power, gas pressure, feed speed, and focal position, in order to study their influence on the quality and geometry of different Advanced High Strength Steel (AHSS) plates. They considered two groups of plates, of more and less than 1 mm thickness respectively. They recommended increasing the power to 300 W in order to avoid the risk of rough areas on the surface, which increased with feed speed. Regarding Nd: YAG lasers, Ghany and Newishy [8] evaluated the laser cutting process of austenitic stainless steel of 1.2 mm thickness, with a Nd: YAG laser, both pulsed and continuous, and with either nitrogen or oxygen as auxiliary gases. They observed that the cut quality depended mainly on the laser power, the pulse frequency, the feed speed, and the focal positions of the laser. Optimal values corresponded to a frequency of 200–250 Hz, a power peak of 880–1100 W, a feed speed of 1–2 m/min, a focal position of 0.5–1 mm under the surface, and a nitrogen pressure of 9–11 bar. Although nitrogen produced brighter and smoother surfaces, it was more expensive than oxygen. Ramírez et al. [9] presented a study on the influence of the laser processing parameters on the quality and microstructure of austenitic AISI 304 stainless steel of 1 mm thickness. They used a Nd: YAG laser with nitrogen as assistance gas. They observed that, for frequency values of 500 Hz and power values of 800 W, quality improved with speed. Grevey and Desplats [10] compared the cutting performance in Nd: YAG laser cutting of metallic plates between 0.8 and 2 mm thickness, using oxygen as assistance gas They found that the highest optimal speed corresponded to 5 m/min for continuous laser with the thinnest plate. They also found that higher speed is required for continuous-wave lasers than for pulsed-wave ones. Tahmouch et al. [11] performed an experimental study of stainless steel plates up to 20 mm thickness without assistance gas in pulsed mode. Selected variables were frequency, peak power, and feed speed. This study revealed that less power density is required in order to cut without assistance gas when compared to conventional cutting. They also found that low frequency and high peak power favor the use of high feed speed. Shanjin and Yang [12] investigated the effect of varying the pulse energy, the frequency, the feed speed, the gas pressure, and the type of assistance gas on the surface quality, the HAZ, and the corrosion resistance, in titanium alloy plates of 1 mm thickness. They employed Nd: YAG laser with pulsed mode. Their observations determined that medium mean pulse energy, high speed, high pressure, and argon as assistance gas lead to a thinner HAZ. He et al. [13] studied, both analytically and experimentally, the optimization of wavelength to machine metals with the generation of harmonics of a Nd: YAG laser. Optimal wavelength can be estimated by means of calculation of the absorptance efficiency. They found that, for metals such as gold, silver, and copper, the maximal absorptance efficiency is found at the third, fourth, and second harmonic respectively.
Surface roughness obtained in laser cutting processes has been specifically studied by different authors. As for CO2 laser equipment, Jarosz et al. [14] studied the effect of cutting speed on surface roughness of the cut area on AISI 316 stainless-steel disks of 50 mm diameter and 10 mm thickness. They observed that, at high-speed values of 16.5 and 9.17 mm/s, roughness increased with the distance from the upper edge of the cut surface. However, at the low-speed value of 1.84 mm/s, the lowest Ra values at around 2 µm were measured in the middle of the cut surface. Nevertheless, such low speed resulted in a damaged surface with an important HAZ. Patel and Bhavsar [15] studied the effect of speed on the surface roughness of hard die steel EN-31 plates of 10 mm thickness. They found that a speed of 1250 mm/min (20.83 mm/s), a power of 3000 W, a frequency of 1400 Hz, a duty cycle of 95%, and a gas pressure of 0.10 bar provided a minimum Ra value of around 1.4 µm. Orishich et al. [16] studied the possibility to cut thick plates of low-carbon steel with oxygen-assisted CO2 laser cutting. They found that above 50 mm thickness it is not possible to obtain good quality laser-cut parts. They also found that the higher the plate thickness, the higher roughness is. In addition, the lower thickness, the higher speed is required. Salem et al. [17] studied the effect of cutting conditions on the HAZ. They varied power laser, cutting speed, and gas pressure. They found that the HAZ is significantly affected by the gas pressure. Rajaram et al. [18] studied the effects of power and feed rate on kerf width, surface roughness, striation frequency, and dimensions of the HAZ when cutting 4130 steel. They found that feed rate had a more important effect on roughness than power. Ahn and Byun [19] investigated the effect of cutting parameters on surface roughness of Inconel 718, for thickness values between 1 mm and 2 mm. They observed that surface roughness decreased with cutting speed in all cases. Riveiro et al. [20] obtained Ra values between 1 μm and 3 μm when using a rectangular nozzle to cut 3-mm thick plates of an Al-4.5%Cu (2024-T3) alloy. Several authors have studied the cutting process of Al6061-T6 alloy. When cutting sheets of 1 mm and 3 mm respectively, Jiang et al. [21] found that the lowest Ra values below 2.5 µm were obtained when a medium speed value of 3 m/min was selected. Yongbin et al. [22] defined a neural network model. Studied variables were cutting speed (between 2 and 4 m/min), laser power (between 1500 and 3000 W), metal sheet thickness (between 1.5 and 3 mm), and gas pressure (between 5 and 6 bar). Experimental Ra values ranged from 2.36 to 4.58 µm. The lowest roughness values correspond to high laser power, high cutting speed, high pressure, and low sheet thickness. Akbari [23] addressed the effect of cutting speed, laser power, sheet thickness, and nozzle standoff distance on roughness. Metal sheet thickness was 1 mm or 3 mm. The lowest roughness values correspond to the medium speed of 3 m/min, medium laser power of 3000 W, and medium standoff distance of 2 mm. They reported Ra values around 2 µm. In another study about laser cutting of Ti-alloys with CO2 equipment, El Aoud et al. observed that roughness decreased with cutting speed and with laser power. They reported Ra values from 8 to almost 14 µm.
Regarding Nd-YAG laser equipment, for Al6061-T6 Alloy, Leone et al. [24] reported Ra values around 4 µm. Sharifi and Kumar Pandey and Kumar Dubey [25] studied the effect of assist gas pressure, pulse width, pulse frequency, and cutting speed on surface roughness and kerf thickness in titanium plates. They employed low cutting speed values between 15 and 25 mm/min, and pulse frequency between 7.5 and 12.5 Hz. They found roughness values between 10 and 12 μm.
However, the surface roughness of metallic thin walls obtained with Nd-YAG laser has been scarcely studied in the literature. For example, Pfeifer et al. [26] presented a method to cut nitinol Ni-Ti plates of 1 mm thickness, which show the thermal memory effect, with a Nd: YAG pulsed laser, with high mean power. Relatively good quality was obtained at Rz = 10–30 μm, with a high feed speed between 2 and 12 mm/s (120 and 720 mm/min).
Determination of surface roughness of cut edges is not a direct task, especially in thin walls. For example, some authors have estimated roughness from RGB (red-green-blue) images of the edges [27]. In industry, sometimes roughness is checked by means of visual inspection. If roughness is to be measured in contact roughness meters, specific supports will be required, in order to avoid bending of the plates.
As for dimensional accuracy, Soltysak et al. [28] compared the performance of 6 mm thick S235JR steel sheets with both fiber and CO2 lasers, with a cutting speed of 0.03667 m/s. They found that fiber laser provided better dimensional accuracy and better roughness than the CO2 laser. Girdu et al. [29] analyzed the influence of laser power, cut pressure, and cutting speed on the cutting width of Hardox 400 parts obtained with a CO2 laser. In order to obtain a fine cut, they propose to use the combination of laser power of 5000 W, auxiliary gas pressure of 0.50 bar, and constant cutting speed of 1900 mm/min. Ninikas et al. [30] found that, for CO2 laser cutting of PMMA plates, the most influential factors on dimensional accuracy were laser speed and x position from the origin. However, few papers address the dimensional accuracy of Nd-YAG laser-cut thin metallic plates. For example, Josh and Sharma [30] considered gas pressure, cutting speed, pulse width, and pulse frequency as process parameters with a Taguchi analysis. They found pulse frequency to be the most influential factor on dimensional accuracy. Pramanik et al. [31] studied the effect of process parameters such as cutting wedge angle, power, duty cycle, pulse frequency, and scanning speed on the quality of 1 mm stainless steel sheets.
In the present paper, the surface roughness of stainless-steel thin plates of 0.8 mm thickness is assessed, as a function of different Nd: YAG laser cutting parameters: pulse frequency, pulse width, and speed. For this, experimental tests were carried out according to a 23 full factorial design, and a mathematical model for roughness was obtained. In addition, the dimensional error, and the burr thickness were measured. Linear models were obtained and a multi-objective optimization was carried out for the three responses.
2. Materials and Methods
2.1. Manufacture of Samples
AISI 304 stainless steel was used (equivalent to WNR 1.4301), of thickness 0.8 mm. It is a common and standardized material in the metal sheet industry. It contains Ni and Cr, which help to absorb the laser energy, while it dissipates heat slowly. For this reason, it provides good results in laser cutting. Square samples were cut of 10 mm × 10 mm (Figure 1). Ninikas et al. employed similar specimens when addressing laser cutting of poly methyl methacrylate sheets [29].
An AlphaLaser AC200 Nd-YAG laser cutting machine (Alpha Laser, Puchheim, Germany) was used. The cutting conditions that are usually not modified at every cutting operation were left constant. Their values are presented in Table 1.
Lamp average power was estimated for each experiment from the information provided by the machine’s manufacturer and is provided in Table 3.
2.2. Roughness Measurement
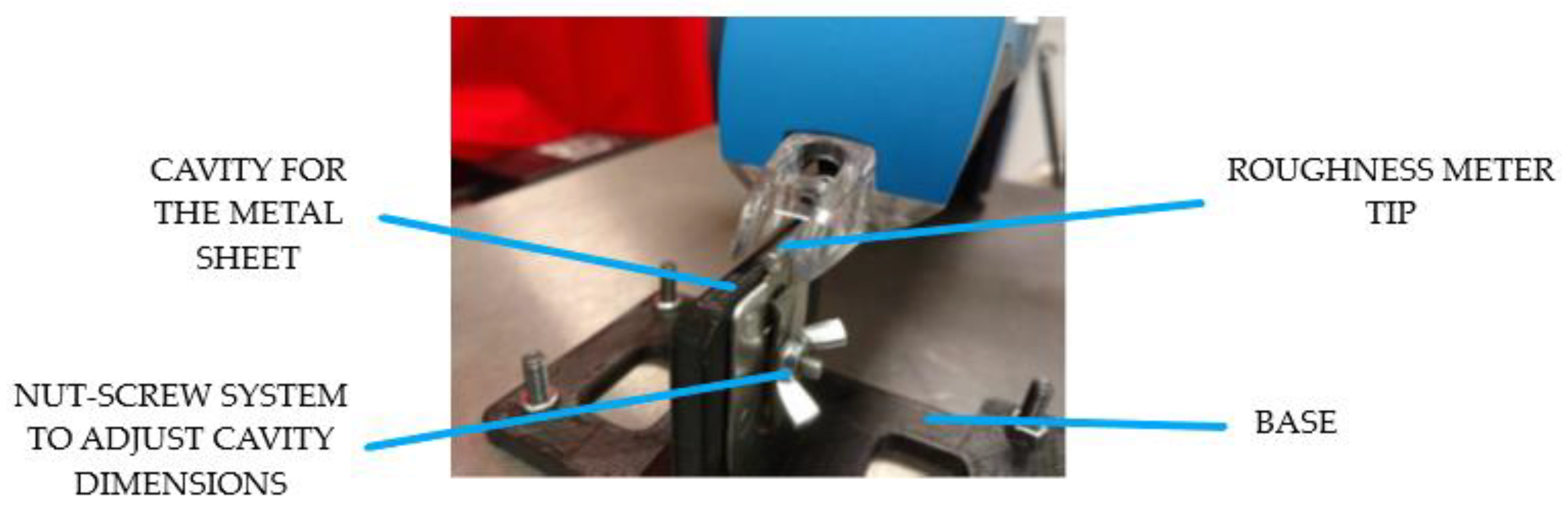
Since the main objective of the paper is to maximize the final quality of the parts, the surface roughness of the lateral edges was considered as the response. Roughness was measured with a Hommel ETamic WS roughness meter. Since very thin samples needed to be measured, it was necessary to manufacture special tooling to fix the part. In the support, the plates are placed vertically, so that the probe advances along a straight line on the lateral edge of the samples. The support was obtained with the Fused Deposition Modeling (FDM) technology, combined with metallic parts. The tooling design is shown in Figure 2.
The specimens are placed in a vertical position so that the lateral surface where roughness is to be measured remains in a horizontal position.
2.3. Measurement of Dimensional Error and Burr Thickness
The dimensional error of the samples and the burr thickness were measured with a digital millesimal Mitutoyo IP65 Quantum Mike micrometer (Mitutoyo, Kawasaki, Japan). The dimensional error is defined as the relative error between the nominal dimension of 10 mm and the measured dimension. The burr thickness is defined as a distance in µm. Two measurements were performed on each specimen and the mean value was calculated for each specimen.
2.4. Experimental Design and Mathematical Methods
Three variables were selected: frequency, pulse width, and speed. A full factorial design 23 was selected. Table 2 contains the values for the low and high levels of all variables. Two replicates were prepared for each experiment. As for speed, Chmelickova and Polak [32] found that, for 1 mm stainless steel sheets, using frequency between 50 and 200 kHz and pulse width between 0.2 and 0.3 ms, appropriate speed values are within the range of 0.9–1.5 m/min (54 and 90 mm/min), which are similar to those used in the present study.
Minitab19 was used to define the experimental design. Regression analysis was carried out and mathematical models were obtained for average roughness Ra (µm), the dimensional error (%), and the burr thickness (µm). Multiobjective optimization was carried out with the desirability function method [33,34].
3. Results
3.1. Ra, Dimensional Error, and Burr Thickness
Table 3 shows the conditions of the different experiments and the results of average roughness Ra. They correspond to the average value of the two replicates.
The highest Ra value of 3.86 μm corresponds to experiment 2, followed by experiment 6, with 3.76 μm. Both samples were manufactured with high pulse frequency and low pulse width. The lowest roughness values of 1.89 μm and 2.03 μm were achieved for experiments 1 and 5 respectively, which correspond to low frequency and low pulse width. This suggests that frequency has an important effect on roughness in this case. Roughness values obtained in the present work are similar to those reported by Jarosz et al. for AISI-316 stainless steel [14] and by Rajaram et al. [18] for 4130 steel. On the contrary, for EN-31 steel, lower roughness values around 1 μm were obtained [15]. As a general trend, the highest standard deviation was found in experiments 2, 4, 6, and 8, corresponding to high frequency, compared to the rest of the experiments performed with low frequency.
The highest dimensional error of 0.93% was obtained in experiment 5, with low frequency, low pulse, and high speed. On the contrary, the lowest dimensional error of 0.22% corresponds to experiment 8, with high frequency, high pulse, and high speed. As a general trend, high frequency leads to lower dimensional error than low frequency, for a certain combination of speed and voltage. As for dimensional accuracy, Soltysiak et al. [27] reported dimensional error values of 0.36% and 0.30% for nominal dimensions of 9 mm and 11 mm respectively, using a fiber laser. Such values are similar to those obtained in the present work.
The lowest burr thickness of 2 µm manufactured with experiment 3, corresponding to low frequency, high pulse width, and low speed, while the highest burr thickness of 34 µm corresponds to experiment 5, obtained with the combination of low frequency, low pulse width, and high speed. Xin and Wang [35] reported lower burr thickness below 8 μm at low speed up to 200 m/min. However, burr thickness increases with speed up to more than 20 µm when a high speed of 400 m/min is used. Those burr thicknesses are similar to the ones obtained in the present paper.
3.2. Regression Model for Ra
The simplified model for Ra, with an R2-adj. value of 78.32%, is shown in Equation (1).
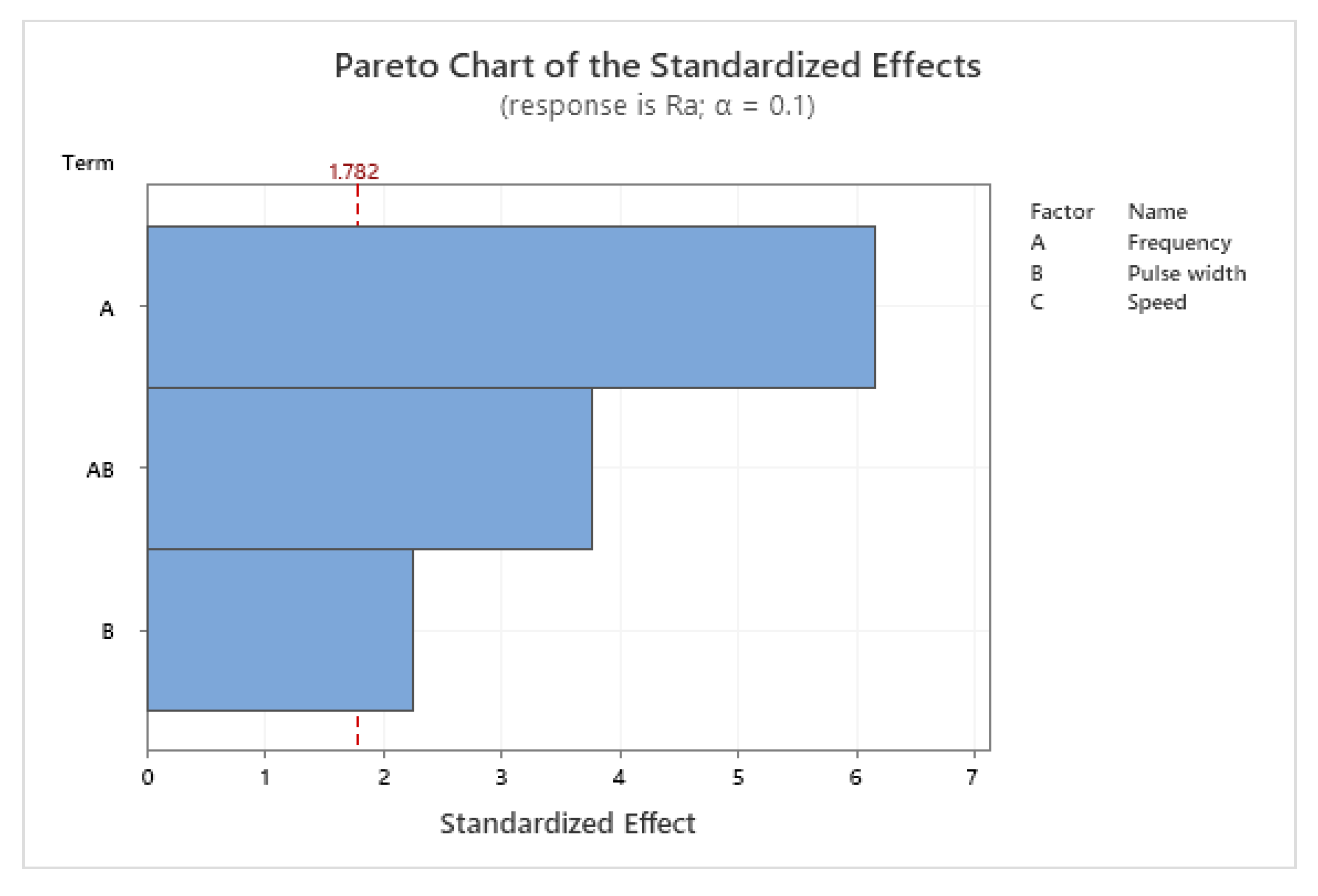
Figure 3 shows the Pareto Chart of the Standardized Effects for Ra.
The main parameter affecting roughness is pulse frequency, followed by the interaction between frequency and pulse width and by pulse width. Kumar Pandey and Kumar Dubey [36] observed that surface roughness increased with pulse frequency. Moreover, pulse frequency and speed were found to be significant factors in another study about laser cutting of 1 mm thickness of AISI 316 stainless steel [31]. In the present work, within the range of values that were considered for the different variables, feed speed had low significance and does not appear in the simplified model for Ra (Equation (1)). This is probably due to the fact that the selected values for speed are within the range of the correct Nd-YAG laser cutting operation defined for thin stainless steel sheets [32]. Some authors have defined that each material, thickness, and beam power has an appropriate range of cutting speed [37]. Below this range, the high energy input leads to an intense material removal because of vaporization, with high roughness values. Above this range, the process becomes unstable because of insufficient melting of the material, with an irregular surface and high surface roughness. In addition, high cutting speed leads to spot overlap, thus increasing roughness [25]. As for pulse width, when cutting NiTi plates of 1 mm thickness, Pfeifer et al. [25] observed that roughness decreased significantly when increasing pulse width from 0.15 ms to 0.5 ms. Too low pulse width values imply higher intensity and this leads to a higher temperature gradient in the material, with high roughness. They also reported a slight increase in roughness for higher values of the pulse width. They used a frequency of 100 Hz and a speed of 3.3 mm/s. In the present work, similar pulse width values between 0.40 ms and 0.60 ms are employed, and also a slight increase in roughness is observed with pulse width.
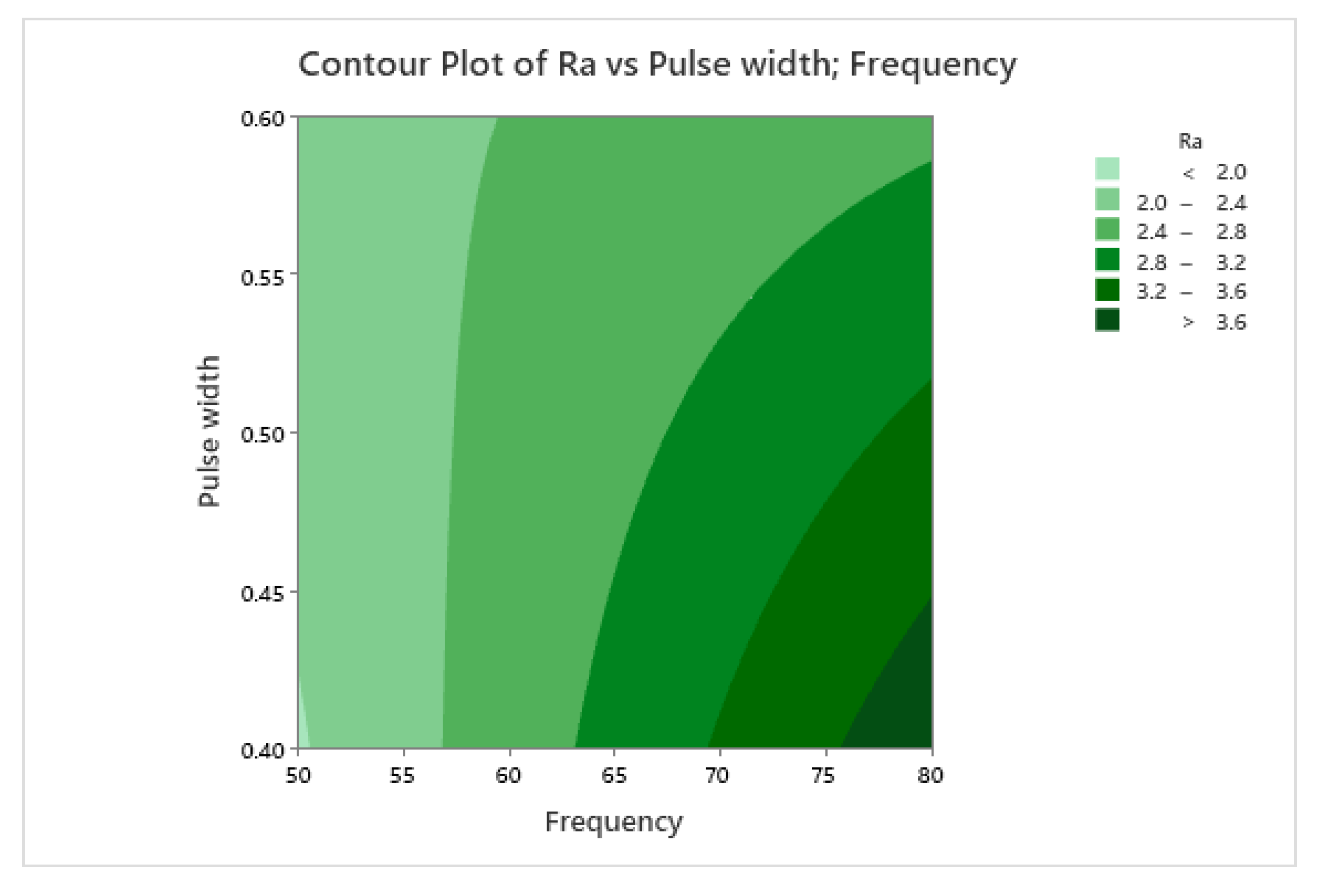
Figure 4 depicts the Contour Plot of Ra vs. frequency and pulse width.
The lowest roughness values correspond to low frequency and low pulse width. However, selecting a low frequency of 50 Hz ensures relatively low roughness values regardless of the pulse width. At low pulse width, roughness increases significantly with frequency, between 50 and 80 Hz, as was found by Kumar Pandey and Kumar Dubey [36].
Other authors have studied the effect of process parameters on roughness. For example, Ghany and Newishy [8] evaluated the laser cutting process of stainless steel of 1.2 mm thickness, with a Nd: YAG laser, both pulsed and continuous. They observed that the quality of the cut depended mainly on the laser power, the pulse frequency, the feed speed, and the focal positions of the laser. Thus, as was found in the present study, the pulse frequency is an important factor influencing roughness. Optimal values in that case corresponded to a frequency of 200–250 Hz, which is much higher than the one that is recommended in the present study, of 50 Hz. Ramírez et al. [9] studied the influence of the laser processing parameters on the quality and microstructure of austenitic stainless steels with a Nd: YAG laser. They observed that, for frequency values of 500 Hz and power values of 800 W, quality improved with speed. In the present study, at lower frequency values, feed speed seems to have a lower effect on roughness than at high-frequency values. This suggestion is in accordance with the work of Tahmouch et al. [11], who performed an experimental study of stainless steel plates up to 20 mm thickness without assistance gas in pulsed mode. This study revealed that low frequency and high peak power favor the use of high feed speed without significantly worsening surface finish.
3.3. Regression Model for Dimensional Error
The simplified model for dimensional error is shown in Equation (2), with an R2-adj. value of 84.47%, is shown in Equation (2).
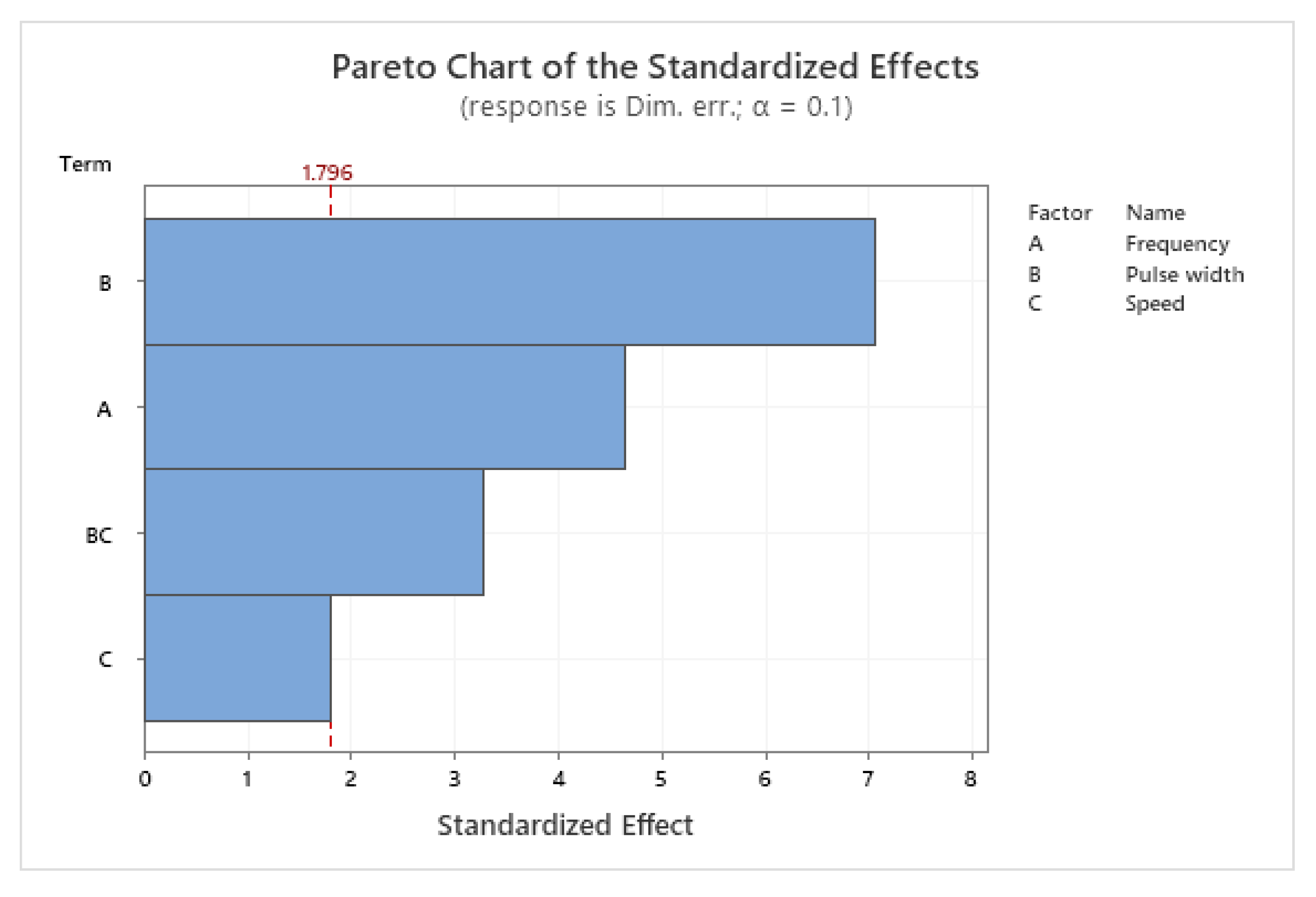
Figure 5 depicts the Pareto diagram for Dimensional error.
The most influential factor on dimensional error is the pulse width, followed by frequency and by the interaction between pulse width and speed. Frequency has been shown to affect the taper when cutting round holes with a Nd: YAG laser of gamma-titanium aluminide [38]. Pulse frequency was also found to be an influential factor in the dimensional accuracy of aluminum alloy [30].
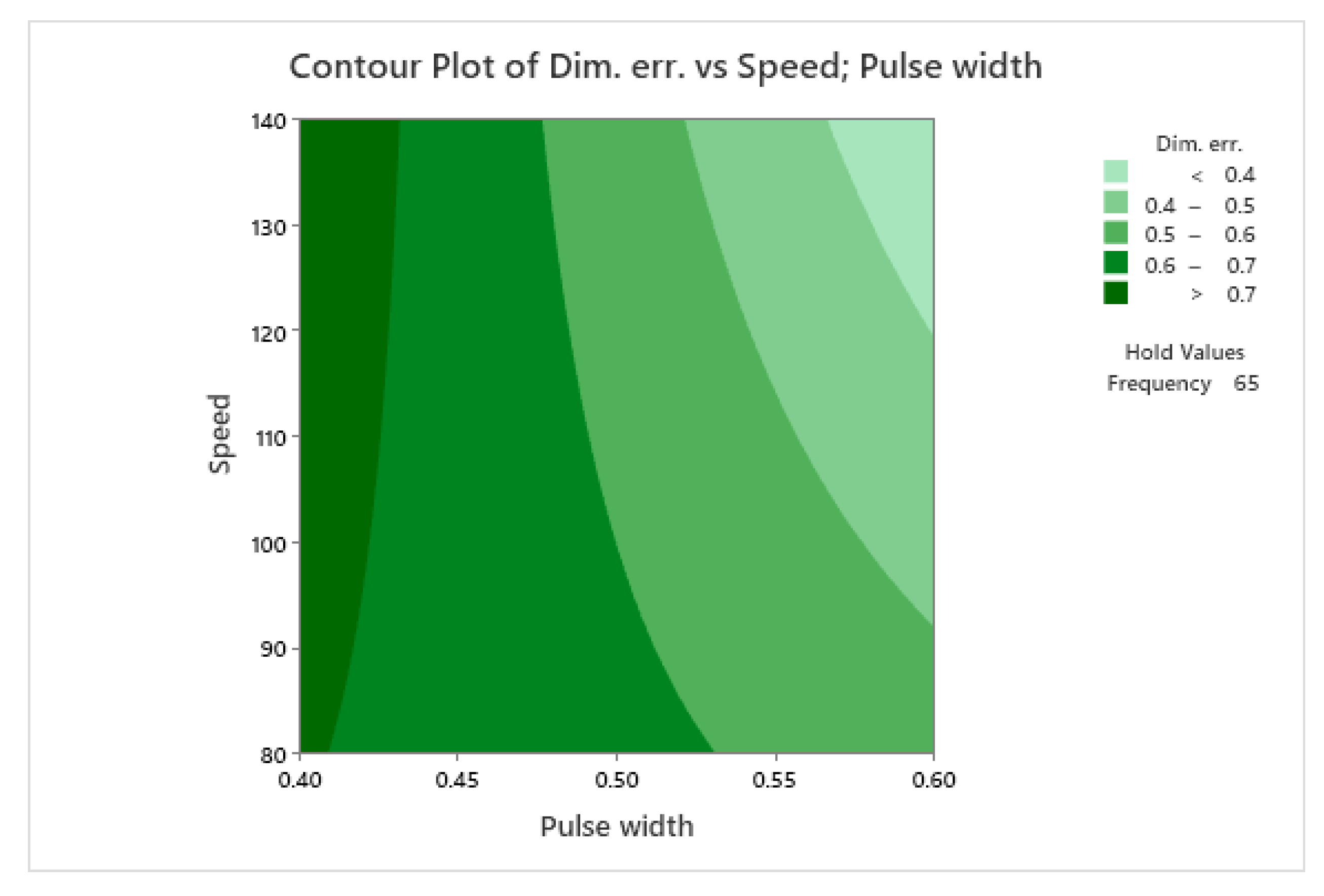
Figure 6 depicts the Contour Plot of Dimensional error vs. pulse width and speed.
Figure 6 shows that high pulse width leads to low dimensional error values. If a speed value of 140 mm/s is selected, dimensional error is more sensitive to changes in pulse width than for a speed value of 80 mm/s. Kumar Pandey and Kumar Dubey [36] found that pulse width and assist gas pressure were the most influential factors on kerf thickness when cutting titanium sheets. They used a high pulse width between 1.50 and 2.25 ms, and gas pressure between 6 and 9 kg/cm2. As a general trend, a low pulse width is recommended in order to reduce the kerf thickness. However, this leads to bigger parts. This is in accordance with the results of the present paper, in which dimensional error decreases with pulse width. Pfeiffer et al. [25] observed that increasing cutting speed leads to a decrease in the available energy, and this reduces the kerf width, leading to higher dimensional error. In the present work, on the contrary, dimensional error decreases with speed at high pulse width.
3.4. Regression Model for Burr Thickness
The simplified model for burr thickness is shown in Equation (3), with an R2-adj. value of 88.35%, is shown in Equation (3).
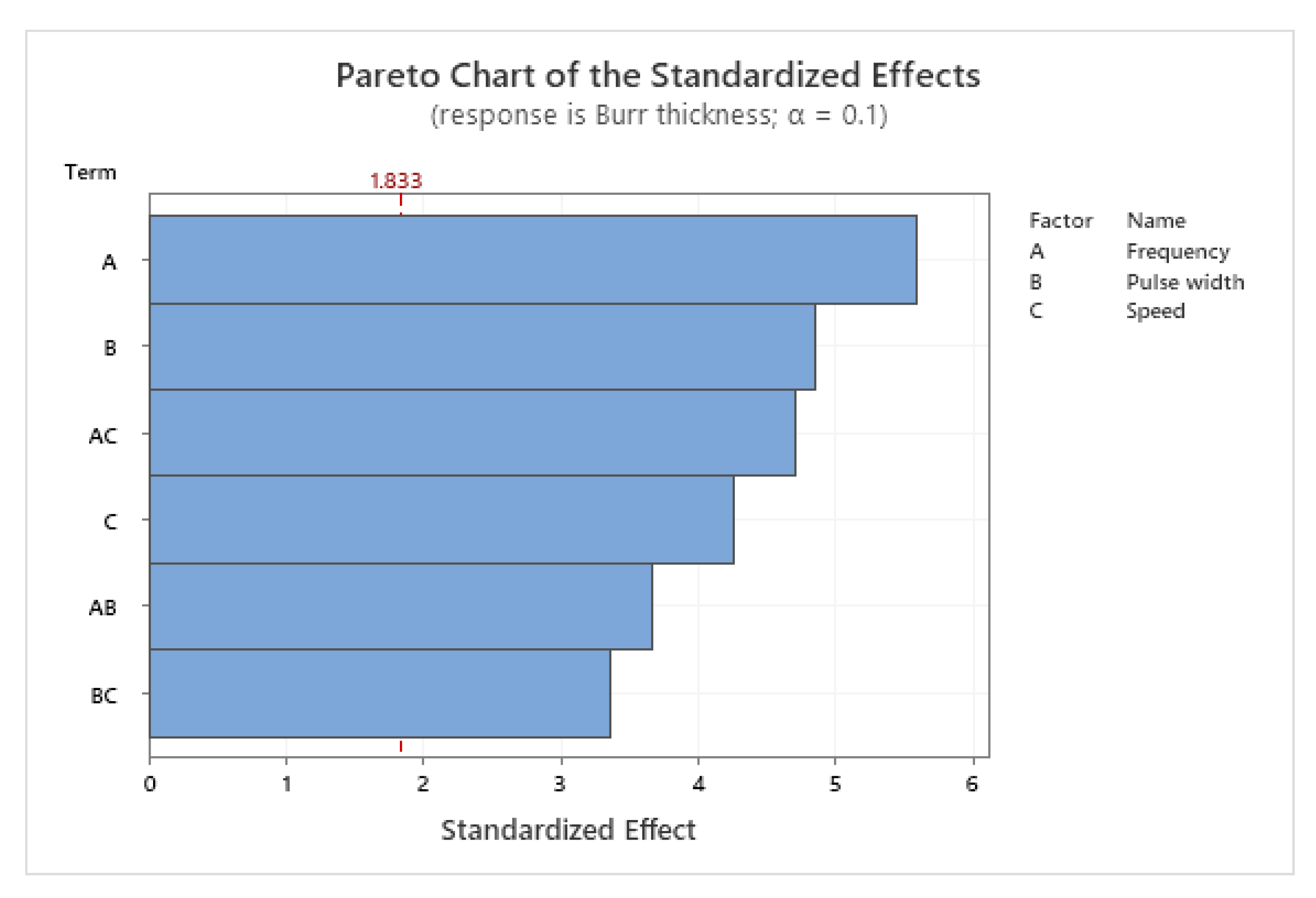
Figure 7 contains the Pareto chart of the standardized effects for Burr thickness.
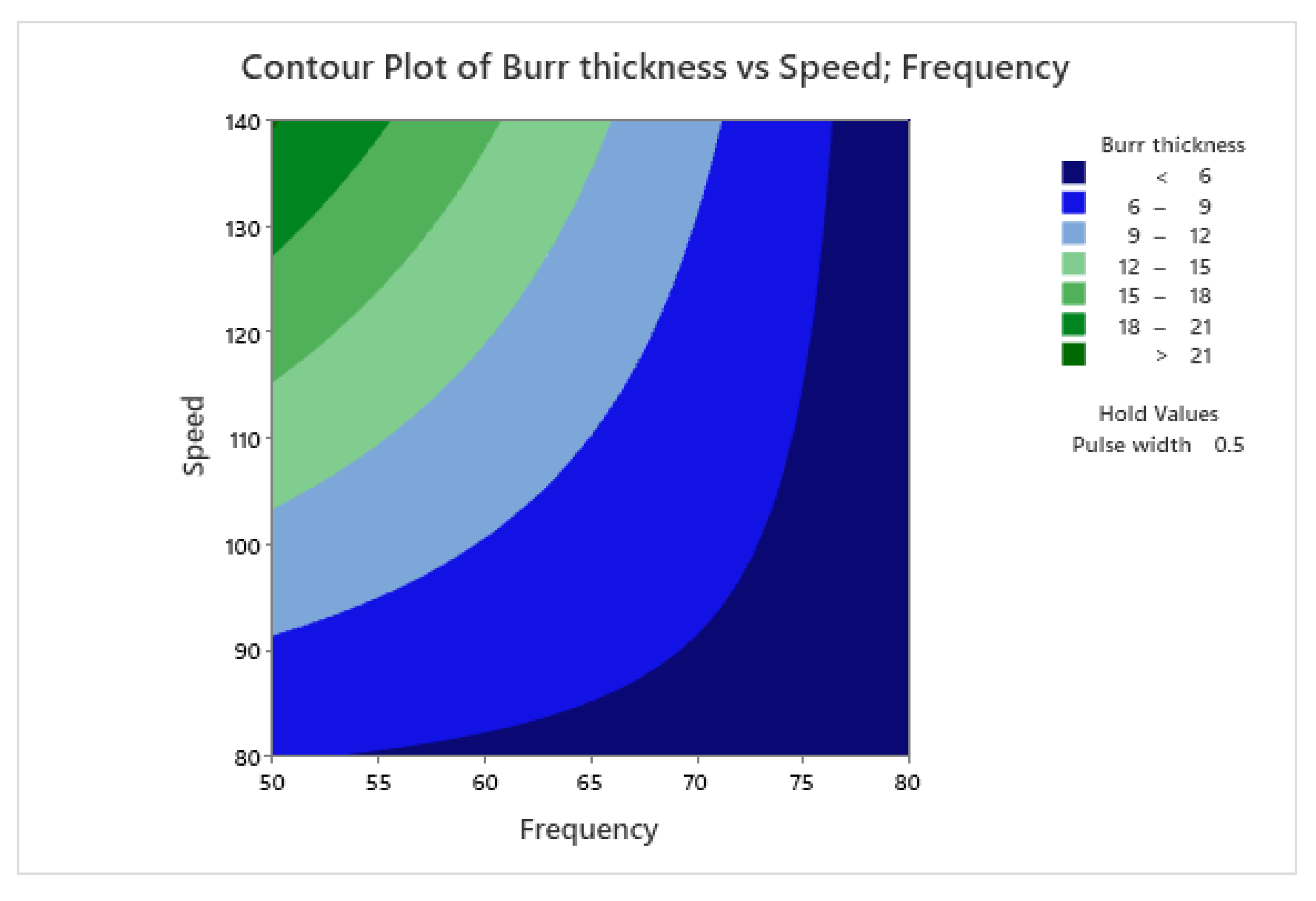
The main term affecting burr thickness is frequency, followed by pulse width and by the interaction between frequency and speed. In another research by Chien and Hung [39] frequency was also found to be an important parameter influencing burr thickness when cutting titanium alloy, together with the gas pressure and the focusing position, which were kept constant in the present work. Figure 8 corresponds to a contour plot of burr thickness vs. frequency and speed.
At a low frequency, burr thickness increases greatly with speed. However, at a high frequency, low burr thickness values are obtained regardless of speed. The combination of low frequency and high speed provides the highest burr thickness value.
3.5. Multiobjective Optimization
The results of the multi-objective optimization by means of the desirability function are presented in Table 4. The same importance value was given to each one of the three responses.
In order to simultaneously minimize roughness, dimensional error, and burr thickness, a high frequency of 80 Hz, a high pulse width of 0.6 ms, and a high speed of 140 mm/min is recommended. This provides low roughness, low dimensional error, and low burr thickness.
4. Conclusions
In the present paper, the effect of Nd-YAG laser cutting parameters on surface finish, dimensional error, and burr thickness of the lateral walls of stainless-steel plates is addressed. Frequency, pulse width, and speed were considered as process variables. The main conclusions are as follows:
Ra values below 4 µm, dimensional error values below 1%, and burr thickness values up to 34 µm were obtained.
The most influential terms on roughness are frequency, followed by the interaction between frequency and pulse width and by pulse width. Within the range studied, cutting speed showed no significant influence on roughness.
The most influential terms on dimensional error are pulse width followed by frequency and by the interaction between pulse width and speed. At low speed, the influence of pulse width on dimensional error is not so important as at high speed.
The most influential terms on burr thickness are frequency followed by pulse width and by the interaction between frequency and speed. At low speed, burr thickness is low regardless of frequency employed. At high speed, burr thickness decreases with frequency.
According to the multiobjective optimization, in order to simultaneously minimize roughness, dimensional error, and burr thickness it is recommended to use a high frequency of 80 Hz combined with a high pulse width of 0.6 ms and a high speed of 140 mm/s.
In the future, the effect of the process parameters on the surface roughness of materials that are more difficult to be cut, such as copper or aluminum, will be addressed. The present study will help to select appropriate cutting conditions in order to improve the quality of thin laser-cut plates.
Author Contributions
I.B.-C. carried out the literature review, helped to define the experiments to be performed, analyzed the results and wrote the paper. L.C.-H. defined and performed the laser cutting experiments, and designed the support used for measuring roughness. A.D.-F. improved the design of the support and performed the experimental measurements. Conceptualization, L.C.-H.; methodology, L.C.-H. and I.B.-C.; software, I.B.-C. and A.D.-F.; validation, I.B.-C.; formal analysis, I.B.-C.; investigation, L.C.-H., I.B.-C. and A.D.-F.; resources, I.B.-C.; data curation, L.C.-H. and I.B.-C.; writing—original draft preparation, I.B.-C.; writing—review and editing, I.B.-C.; visualization, A.D.-F.; supervision, I.B.-C.; project administration, I.B.-C. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
Thanks are due to Ana Royo and Ramón Casado for their help with the experimental tests.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Bergström, D.; Powell, J.; Kaplan, A.F.H. The absorptance of steels to Nd: YLF and Nd: YAG laser light at room temperature. Appl. Surf. Sci. 2007, 253, 5017–5028. [Google Scholar] [CrossRef]
- Dahotre, N.B.; Harimkar, S.P. Laser Fabrication and Machining of Materials; Springer: Boston, MA, USA, 2008; ISBN 9780387723433. [Google Scholar]
- Sharma, A.; Yadava, V. Experimental analysis of Nd-YAG laser cutting of sheet materials—A review. Opt. Laser Technol. 2018, 98, 264–280. [Google Scholar] [CrossRef]
- Costa Rodrigues, G.; Vanhove, H.; Duflou, J.R. Direct diode lasers for industrial laser cutting: A performance comparison with conventional fiber and CO2 technologies. Phys. Procedia 2014, 56, 901–908. [Google Scholar] [CrossRef] [Green Version]
- Steen, W.M. Laser material processing—An overview. J. Opt. A Pure Appl. Opt. 2003, 5, S3. [Google Scholar] [CrossRef]
- Schleier, M.; Adelmann, B.; Neumeier, B.; Hellmann, R. Burr formation detector for fiber laser cutting based on a photodiode sensor system. Opt. Laser Technol. 2017, 96, 13–17. [Google Scholar] [CrossRef]
- Lamikiz, A.; De Lacalle, L.N.L.; Sánchez, J.A.; Del Pozo, D.; Etayo, J.M.; López, J.M. CO2 laser cutting of advanced high strength steels (AHSS). Appl. Surf. Sci. 2005, 242, 362–368. [Google Scholar] [CrossRef]
- Ghany, K.A.; Newishy, M. Cutting of 1.2 mm thick austenitic stainless steel sheet using pulsed and CW Nd: YAG laser. J. Mater. Process. Technol. 2005, 168, 438–447. [Google Scholar] [CrossRef]
- Ramírez, A.; Pascuar, J.; Laserna, J.; Moya, M.V.; Zapatero, J.; Fernández, T. Effect of the cutting conditions with a Nd: YAG laser on stainless steels surface structure and microcomposition. Rev. Metal. 1998, 34, 220–226. [Google Scholar] [CrossRef]
- Grevey, D.F.; Desplats, H. Comparison of the performance obtained with a YAG laser cutting according to the source operation mode. J. Mater. Process. Technol. 1994, 42, 341–348. [Google Scholar] [CrossRef]
- Tahmouch, G.; Meyrueis, P.; Grandjean, P. Cutting by a high power laser at a long distance without an assist gas for dismantling. Opt. Laser Technol. 1997, 29, 307–315. [Google Scholar] [CrossRef]
- Lv, S.; Yang, W. An investigation of pulsed laser cutting of titanium alloy sheet. Opt. Lasers Eng. 2006, 44, 1067–1077. [Google Scholar]
- He, L.; Namba, Y.; Narita, Y. Wavelength optimization for machining metals with the harmonic generations of a short pulsed Nd: YAG laser. Precis. Eng. 2000, 24, 245–250. [Google Scholar] [CrossRef]
- Jarosz, K.; Löschner, P.; Niesłony, P. Effect of cutting speed on surface quality and heat-affected zone in laser cutting of 316L stainless steel. Procedia Eng. 2016, 149, 155–162. [Google Scholar] [CrossRef] [Green Version]
- Patel, A.; Bhavsar, S.N. Experimental investigation to optimize laser cutting process parameters for difficult to cut die alloy steel using response surface methodology. Mater. Today Proc. 2020, 43, 28–35. [Google Scholar] [CrossRef]
- Orishich, A.M.; Shulyatyev, V.B.; Golyshev, A.A. The utmost thickness of the cut sheet for the qualitative oxygen-assisted laser cutting of low-carbon steel. Phys. Procedia 2016, 83, 296–301. [Google Scholar] [CrossRef] [Green Version]
- Salem, H.G.; Abbas, W.A.; Mansour, M.S.; Badr, Y.A. Parametric study on the CW Nd: YAG laser cutting quality of 1.25 mm ultra low carbon steel sheets using O2 assist gas. AIP Conf. Proc. 2007, 888, 186–196. [Google Scholar]
- Rajaram, N.; Sheikh-Ahmad, J.; Cheraghi, S.H. CO2 laser cut quality of 4130 steel. Int. J. Mach. Tools Manuf. 2003, 43, 351–358. [Google Scholar] [CrossRef]
- Ahn, D.G.; Byun, K.W. Influence of cutting parameters on surface characteristics of cut section in cutting of Inconel 718 sheet using CW Nd: YAG laser. Trans. Nonferrous Met. Soc. China 2009, 19, s32–s39. [Google Scholar] [CrossRef]
- Riveiro, A.; Quintero, F.; del Val, J.; Boutinguiza, M.; Comesaña, R.; Lusquiños, F.; Pou, J. Laser cutting using off-axial supersonic rectangular nozzles. Precis. Eng. 2018, 51, 78–87. [Google Scholar] [CrossRef]
- Jiang, D.; Panjehpour, A.; Niazi, S.; Akbari, M. Laser cutting of Al 6061-T6 aluminium alloy sheet: Effect of cutting condition and sheet thickness on the temperature and edge cut quality. Lasers Eng. 2020, 45, 293–308. [Google Scholar]
- Yongbin, Y.; Bagherzadeh, S.A.; Azimy, H.; Akbari, M.; Karimipour, A. Comparison of the artificial neural network model prediction and the experimental results for cutting region temperature and surface roughness in laser cutting of AL6061T6 alloy. Infrared Phys. Technol. 2020, 108, 103364. [Google Scholar] [CrossRef]
- Sharifi, M.; Akbari, M. Experimental investigation of the effect of process parameters on cutting region temperature and cutting edge quality in laser cutting of AL6061T6 alloy. Optik (Stuttg.) 2019, 184, 457–463. [Google Scholar] [CrossRef]
- Leone, C.; Genna, S.; Caggiano, A.; Tagliaferri, V.; Molitierno, R. Influence of process parameters on kerf geometry and surface roughness in Nd: YAG laser cutting of Al 6061T6 alloy sheet. Int. J. Adv. Manuf. Technol. 2016, 87, 2745–2762. [Google Scholar] [CrossRef]
- Joshi, P.; Sharma, A. Optimization of dimensional accuracy for the Nd: YAG laser cutting of aluminium alloy thin sheet using a hybrid approach. Lasers Eng. 2018, 41, 263–281. [Google Scholar]
- Pfeifer, R.; Herzog, D.; Hustedt, M.; Barcikowski, S. Pulsed Nd: YAG laser cutting of NiTi shape memory alloys—Influence of process parameters. J. Mater. Process. Technol. 2010, 210, 1918–1925. [Google Scholar] [CrossRef]
- Tatzel, L.; León, F.P. Impact of the thermally induced focus shift on the quality of a laser cutting edge. J. Laser Appl. 2020, 32, 022022. [Google Scholar] [CrossRef]
- Sołtysiak, R.; Wasilewski, P.; Sołtysiak, A.; Troszyński, A.; Maćkowiak, P. The Analysis of Fiber and CO2 Laser Cutting Accuracy. MATEC Web Conf. 2019, 290, 03016. [Google Scholar] [CrossRef]
- Girdu, C.C.; Gheorghe, C.; Radulescu, C.; Cirtina, D. Influence of Process Parameters on Cutting Width in CO2 Laser Processing of Hardox 400 Steel. Appl. Sci. 2021, 11, 5998. [Google Scholar] [CrossRef]
- Ninikas, K.; Kechagias, J.; Salonitis, K. The Impact of Process Parameters on Surface Roughness and Dimensional Accuracy during CO2 Laser Cutting of PMMA Thin Sheets. J. Manuf. Mater. Process. 2021, 5, 74. [Google Scholar]
- Pramanik, D.; Kuar, A.S.; Sarkar, S.; Mitra, S. Optimisation of edge quality on stainless steel 316L using low power fibre laser beam machining. Adv. Mater. Process. Technol. 2021, 7, 42–53. [Google Scholar]
- Chmelickova, H.; Polak, M. Nd: YAG pulsed laser cutting of metals, Experimental stress analysis. In Proceedings of the 39th International Conference, Tabor, Czech Republic, 29 July–3 August 2001. [Google Scholar]
- Derringer, G.C.; Suich, R. Simultaneous optimization of several response variables. J. Qual. Technol. 1980, 12, 214–219. [Google Scholar] [CrossRef]
- Myers, R.H.; Montgomery, D.C.; Anderson-cook, C.M. Response Surface Methodology: Process and Product Optimization Using Designed Experiments, 4th ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2016. [Google Scholar]
- Xin, L.J.; Wang, Z.Y. Light-gas eccentrically high speed laser cutting of silicon steel on cold rolling production line. Adv. Mater. Res. 2014, 881, 1469–1474. [Google Scholar]
- Kumar Pandey, A.; Kumar Dubey, A. Simultaneous optimization of multiple quality characteristics in laser cutting of titanium alloy sheet. Opt. Laser Technol. 2012, 44, 1858–1865. [Google Scholar] [CrossRef]
- Decker, I.; Ruge, J.; Atzert, U. Physical Models and Technological Aspects of Laser Gas Cutting. Ind. Appl. High Power Lasers 1984, 0455, 81. [Google Scholar]
- Biswas, R.; Kuar, A.S.; Sarkar, S.; Mitra, S. A parametric study of pulsed Nd: YAG laser micro-drilling of gamma-titanium aluminide. Opt. Laser Technol. 2010, 42, 23–31. [Google Scholar] [CrossRef]
- Chien, W.T.; Hung, W.C. Investigation on the Predictive Model for Burr in Laser Cutting Titanium Alloy. Mater. Sci. Forum 2006, 526, 133–138. [Google Scholar] [CrossRef]
Figure 1.
Laser-cut AISI 304 stainless steel specimens.

Figure 2.
Support used to fix the parts and roughness meter.

Figure 3.
Pareto Chart of the Standardized Effects for Ra.

Figure 4.
Contour plot of Ra vs. frequency and pulse width.

Figure 5.
Pareto Chart of the Standardized Effects for Dimensional Error.

Figure 6.
Contour plot of dimensional error vs. pulse width and speed.

Figure 7.
Pareto Chart of the Standardized Effects for Burr thickness.

Figure 8.
Contour plot of burr thickness error vs. frequency and speed.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Factors that were not varied during the experimentation.
| Factor | Value |
|---|---|
| Lamp voltage (V) | 250 |
| Beam diameter (mm) | 0.2 |
| Focal distance (mm) | 120 |
| Type of gas | Compressed air |
| Gas pressure (bar) | 11 |
| Nozzle diameter (mm) | 0.8 |
| Diameter of focal spot (µm) | 200 |
| Focal distance (mm) | 160 |
| Maximum lamp power (W) | 200 |
| Machine power (kW) | 12 |
Table 2.
Levels for the different variables.
| Factor | Low Level | High Level |
|---|---|---|
| Frequency-FR (Hz) | 50 | 80 |
| Pulse width-PW (ms) | 0.4 | 0.6 |
| Speed-SP (mm/min) | 80 | 140 |
Table 3.
Roughness Ra results (average value of the two replicates). SD means standard deviation.
| Exp. | FR (Hz) | PW (ms) | SP (mm/min) | Average Power (W) | Ra (μm) | SD Ra (μm) | Dim. Error (%) | SD Dim. Error (%) | Burr Thickness (µm) | SD Burr Thickness (µm) |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 50 | 0.4 | 80 | 34 | 1.89 | 0.17 | 0.78 | 0.11 | 5 | 0.0 |
| 2 | 80 | 0.4 | 80 | 78 | 3.86 | 0.62 | 0.63 | 0.05 | 9 | 1.4 |
| 3 | 50 | 0.6 | 80 | 57 | 2.32 | 0.18 | 0.60 | 0.02 | 2 | 0.4 |
| 4 | 80 | 0.6 | 80 | 102 | 2.44 | 0.45 | 0.48 | 0.06 | 34 | 4.2 |
| 5 | 50 | 0.4 | 140 | 34 | 2.03 | 0.23 | 0.93 | 0.06 | 6 | 0.7 |
| 6 | 80 | 0.4 | 140 | 78 | 3.76 | 0.78 | 0.61 | 0.17 | 4 | 1.4 |
| 7 | 50 | 0.6 | 140 | 57 | 2.19 | 0.09 | 0.43 | 0.08 | 4 | 0.0 |
| 8 | 80 | 0.6 | 140 | 102 | 3.00 | 0.35 | 0.22 | 0.02 | 9 | 1.1 |
Table 4.
Results of the multiobjective optimization.
| Solution | Frequency (Hz) | Pulse Width (ms) | Speed (mm/min) | Ra (μm) | Dimensional Error (%) | Burr Thickness (µm) |
|---|---|---|---|---|---|---|
| 1 | 80 | 0.6 | 140 | 2.72 | 0.22 | 8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Buj-Corral, I.; Costa-Herrero, L.; Domínguez-Fernández, A. Effect of Process Parameters on the Quality of Laser-Cut Stainless Steel Thin Plates. Metals 2021, 11, 1224. https://doi.org/10.3390/met11081224
AMA Style
Buj-Corral I, Costa-Herrero L, Domínguez-Fernández A. Effect of Process Parameters on the Quality of Laser-Cut Stainless Steel Thin Plates. Metals. 2021; 11(8):1224. https://doi.org/10.3390/met11081224
Chicago/Turabian StyleBuj-Corral, Irene, Lluís Costa-Herrero, and Alejandro Domínguez-Fernández. 2021. "Effect of Process Parameters on the Quality of Laser-Cut Stainless Steel Thin Plates" Metals 11, no. 8: 1224. https://doi.org/10.3390/met11081224
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.