
X-ray Radiography Inspection of Pores of Thin Aluminum Foam during Press Forming Immediately after Foaming

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental
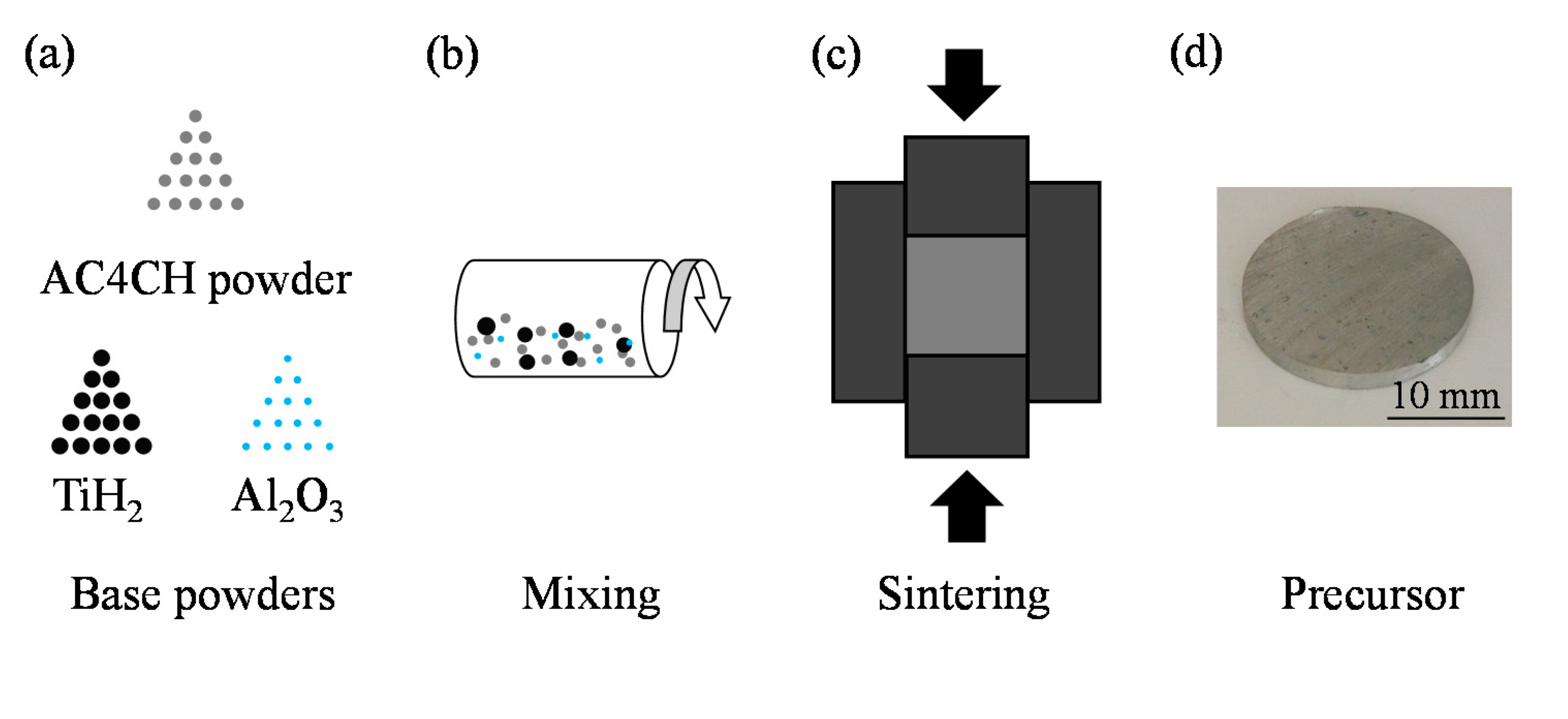
2.1. Precursor of Aluminum Foam
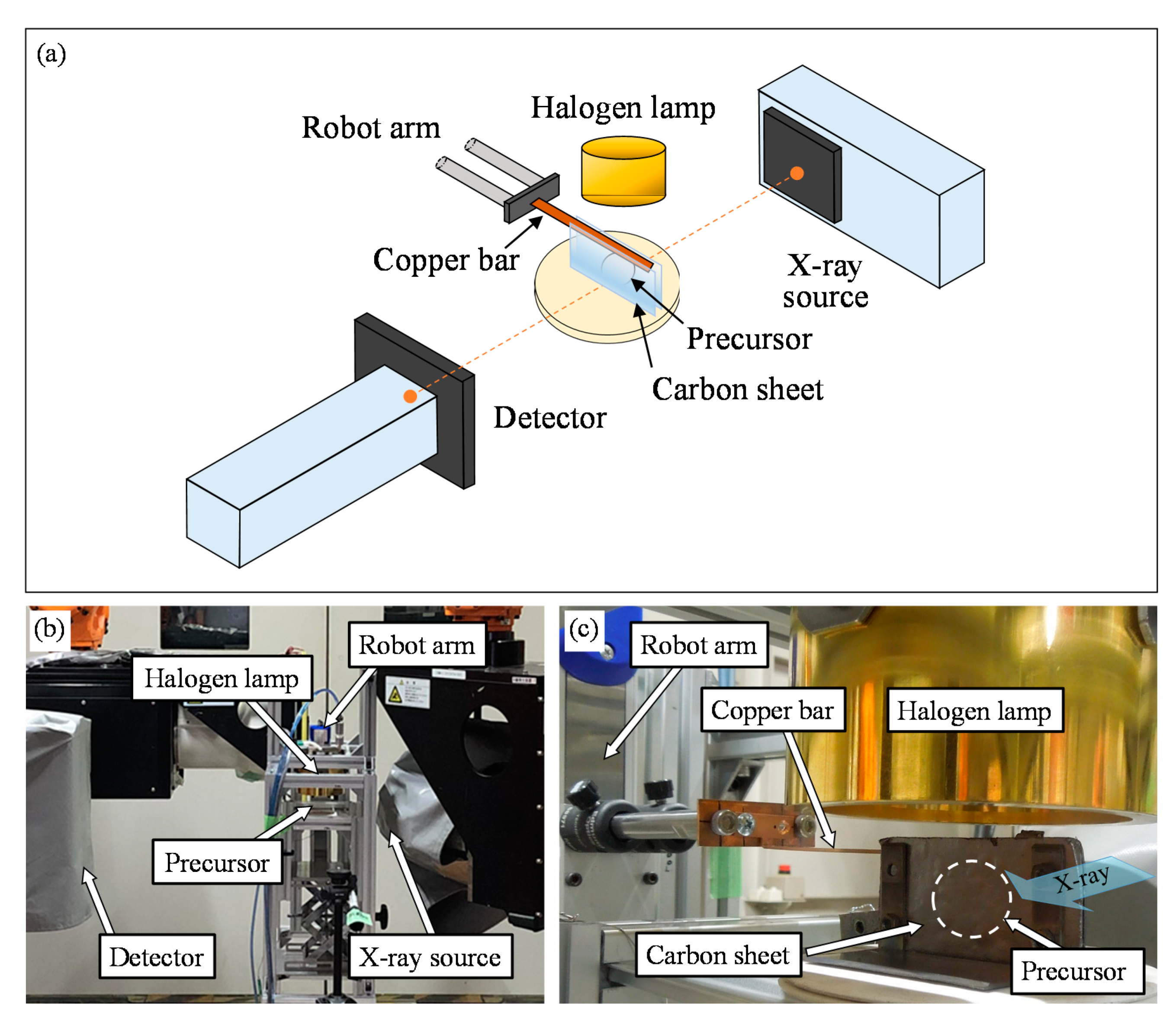
2.2. X-ray Radiography Inspection
2.3. X-ray CT Inspection
3. Results and Discussion
3.1. Foaming without Press Forming
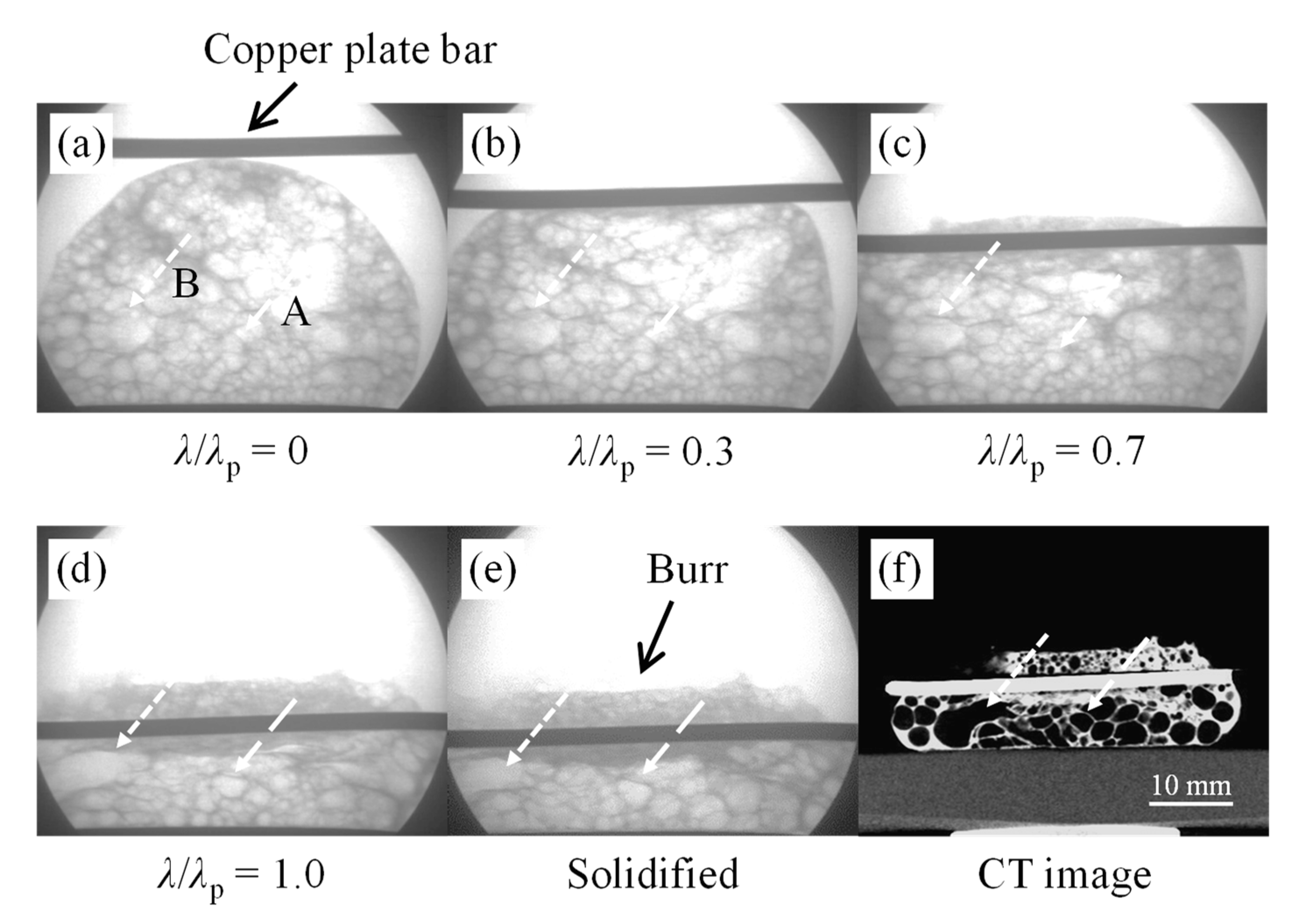
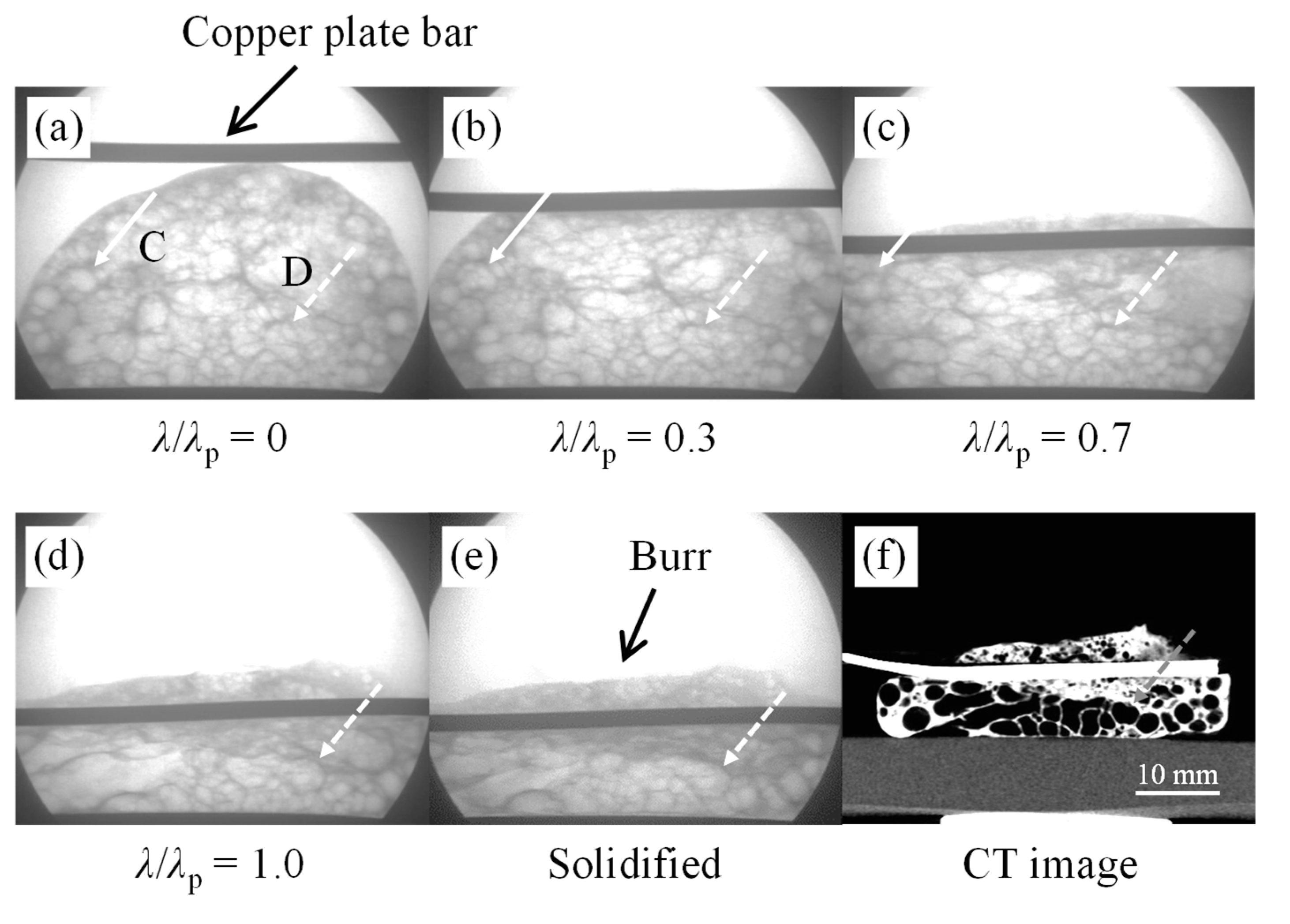
3.2. Observation of Pores during Press Forming
4. Conclusions
- (1)
- It was found that only one or two pores existed in the X-ray transmission direction. Therefore, individual pores can be observed and tracked during press forming.
- (2)
- Press forming can be conducted without the generation of cracks in the aluminum foam, indicating that ductile deformation can be achieved by press forming immediately after foaming.
- (3)
- Although some pores coalesced with other pores, the pores retained without collapsing. In addition, the porosity retained constant during press forming.
- (4)
- Some pores retained their shape during press forming, but their position was changed by the material flow generated during press forming.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Banhart, J. Aluminium foams for lighter vehicles. Int. J. Veh. Des. 2005, 37, 114. [Google Scholar] [CrossRef] [Green Version]
- García-Moreno, F. Commercial Applications of Metal Foams: Their Properties and Production. Materials 2016, 9, 85. [Google Scholar] [CrossRef]
- Matsumoto, R.; Tsuruoka, H.; Otsu, M.; Utsunomiya, H. Fabrication of skin layer on aluminum foam surface by friction stir incremental forming and its mechanical properties. J. Mater. Process. Technol. 2015, 218, 23–31. [Google Scholar] [CrossRef]
- Hangai, Y.; Minh, N.N.; Morita, T.; Suzuki, R.; Matsubara, M.; Koyama, S. Cutting process for aluminum foam fabricated by sintering and dissolution process. Adv. Powder Technol. 2017, 28, 1426–1429. [Google Scholar] [CrossRef]
- Matsumoto, R.; Mori, S.; Otsu, M.; Utsunomiya, H. Formation of skin surface layer on aluminum foam by friction stir powder incremental forming. Int. J. Adv. Manuf. Technol. 2018, 99, 1853–1861. [Google Scholar] [CrossRef]
- Baumgartner, F.; Duarte, I.; Banhart, J. Industrialization of powder compact foaming process. Adv. Eng. Mater. 2000, 2, 168–174. [Google Scholar] [CrossRef]
- Duarte, I.; Banhart, J. A study of aluminium foam formation—Kinetics and microstructure. Acta Mater. 2000, 48, 2349–2362. [Google Scholar] [CrossRef]
- Reglero, J.; Perez, M.A.R.; Solórzano, E.; de Saja, J. Aluminium foams as a filler for leading edges: Improvements in the mechanical behaviour under bird strike impact tests. Mater. Des. 2011, 32, 907–910. [Google Scholar] [CrossRef]
- Duarte, I.; Vesenjak, M.; Vide, M.J. Automated Continuous Production Line of Parts Made of Metallic Foams. Metals 2019, 9, 531. [Google Scholar] [CrossRef] [Green Version]
- Hangai, Y.; Ohashi, M.; Nagahiro, R.; Amagai, K.; Utsunomiya, T.; Yoshikawa, N. Press Forming of Aluminum Foam during Foaming of Precursor. Mater. Trans. 2019, 60, 2464–2469. [Google Scholar] [CrossRef]
- Hangai, Y.; Kawato, D.; Ando, M.; Ohashi, M.; Morisada, Y.; Ogura, T.; Fujii, H.; Nagahiro, R.; Amagai, K.; Utsunomiya, T.; et al. Nondestructive observation of pores during press forming of aluminum foam by X-ray radiography. Mater. Charact. 2020, 170, 110631. [Google Scholar] [CrossRef]
- Hangai, Y.; Ando, M.; Ohashi, M.; Amagai, K. Fabrication of Two-Layered Aluminum Foam with Closed-Cell and Open-Cell Structures and Shaping of Closed-Cell Layer by Press Forming Immediately after Foaming. Metals 2021, 11, 140. [Google Scholar] [CrossRef]
- Contorno, D.; Filice, L.; Fratini, L.; Micari, F. Forming of aluminum foam sandwich panels: Numerical simulations and experimental tests. J. Mater. Process. Technol. 2006, 177, 364–367. [Google Scholar] [CrossRef]
- Nassar, H.; Albakri, M.; Pan, H.; Khraisheh, M. On the gas pressure forming of aluminium foam sandwich panels: Experiments and numerical simulations. CIRP Ann. 2012, 61, 243–246. [Google Scholar] [CrossRef]
- Zhang, X.; Cai, Z.-Y.; Liang, X.-B.; Gao, J.-X. Numerical investigation on the plastic forming of aluminum foam sandwich panel based on three-dimensional mesoscopic and macroscopic models. Int. J. Adv. Manuf. Technol. 2020, 109, 1431–1445. [Google Scholar] [CrossRef]
- Gibson, L.J. Mechanical Behavior of Metallic Foams. Annu. Rev. Mater. Res. 2000, 30, 191–227. [Google Scholar] [CrossRef]
- Toda, H.; Kobayashi, T.; Niinomi, M.; Ohgaki, T.; Kobayashi, M.; Kuroda, N.; Akahori, T.; Uesugi, K.; Makii, K.; Aruga, Y. Quantitative assessment of microstructure and its effects on compression behavior of aluminum foams via high-resolution synchrotron X-ray tomography. Met. Mater. Trans. A 2006, 37, 1211–1219. [Google Scholar] [CrossRef]
- Hangai, Y.; Takahashi, K.; Yamaguchi, R.; Utsunomiya, T.; Kitahara, S.; Kuwazuru, O.; Yoshikawa, N. Nondestructive observation of pore structure deformation behavior of functionally graded aluminum foam by X-ray computed tomography. Mater. Sci. Eng. A 2012, 556, 678–684. [Google Scholar] [CrossRef]
- Hangai, Y.; Ando, M.; Ohashi, M.; Amagai, K.; Suzuki, R.; Matsubara, M.; Yoshikawa, N. Compressive properties of two-layered aluminum foams with closed-cell and open-cell structures. Mater. Today Commun. 2020, 24, 101249. [Google Scholar] [CrossRef]
- Hangai, Y.; Morita, T.; Utsunomiya, T. Functionally graded aluminum foam consisting of dissimilar aluminum alloys fabricated by sintering and dissolution process. Mater. Sci. Eng. A 2017, 696, 544–551. [Google Scholar] [CrossRef]
- Morisada, Y.; Imaizumi, T.; Fujii, H. Determination of strain rate in Friction Stir Welding by three-dimensional visualization of material flow using X-ray radiography. Scr. Mater. 2015, 106, 57–60. [Google Scholar] [CrossRef] [Green Version]
- Morisada, Y.; Imaizumi, T.; Fujii, H. Clarification of material flow and defect formation during friction stir welding. Sci. Technol. Weld. Join. 2014, 20, 130–137. [Google Scholar] [CrossRef]
- Toda, H. X-ray Computed Tomography; KYORITSU SHUPPAN CO., LTD.: Tokyo, Japan, 2019; p. vii. 449p. [Google Scholar]
- Matijasevic-Lux, B.; Banhart, J.; Fiechter, S.; Görke, O.; Wanderka, N. Modification of titanium hydride for improved aluminium foam manufacture. Acta Mater. 2006, 54, 1887–1900. [Google Scholar] [CrossRef] [Green Version]
- Illeková, E.; Harnúšková, J.; Florek, R.; Simančík, F.; Maťko, I.; Švec, P. Peculiarities of TiH2 decomposition. J. Therm. Anal. Calorim. 2011, 105, 583–590. [Google Scholar] [CrossRef]
- Peng, Q.; Yang, B.; Friedrich, B. Porous Titanium Parts Fabricated by Sintering of TiH2 and Ti Powder Mixtures. J. Mater. Eng. Perform. 2017, 27, 228–242. [Google Scholar] [CrossRef]
- Hangai, Y.; Matsushita, H.; Suzuki, R.; Koyama, S.; Amagai, K.; Nagahiro, R.; Utsunomiya, T.; Matsubara, M.; Yoshikawa, N. Refoaming of deformed aluminum foam by precursor foaming process. J. Porous Mater. 2019, 26, 1149–1155. [Google Scholar] [CrossRef]
- García-Moreno, F.; Kamm, P.H.; Neu, T.R.; Bülk, F.; Mokso, R.; Schlepütz, C.M.; Stampanoni, M.; Banhart, J. Using X-ray tomoscopy to explore the dynamics of foaming metal. Nat. Commun. 2019, 10, 1–9. [Google Scholar] [CrossRef]








Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hangai, Y.; Kawato, D.; Ohashi, M.; Ando, M.; Ogura, T.; Morisada, Y.; Fujii, H.; Kamakoshi, Y.; Mitsugi, H.; Amagai, K. X-ray Radiography Inspection of Pores of Thin Aluminum Foam during Press Forming Immediately after Foaming. Metals 2021, 11, 1226. https://doi.org/10.3390/met11081226
Hangai Y, Kawato D, Ohashi M, Ando M, Ogura T, Morisada Y, Fujii H, Kamakoshi Y, Mitsugi H, Amagai K. X-ray Radiography Inspection of Pores of Thin Aluminum Foam during Press Forming Immediately after Foaming. Metals. 2021; 11(8):1226. https://doi.org/10.3390/met11081226
Chicago/Turabian StyleHangai, Yoshihiko, Daisuke Kawato, Masataka Ohashi, Mizuki Ando, Takuya Ogura, Yoshiaki Morisada, Hidetoshi Fujii, Yuichiroh Kamakoshi, Hironao Mitsugi, and Kenji Amagai. 2021. "X-ray Radiography Inspection of Pores of Thin Aluminum Foam during Press Forming Immediately after Foaming" Metals 11, no. 8: 1226. https://doi.org/10.3390/met11081226