
Abstract
Developments in additive manufacturing have enabled the fabrication of soft machines that can safely interface with humans, creating new applications in soft robotics, wearable technologies, and haptics. However, designing custom inks for the 3D printing of soft materials with Young’s modulus less than 100 kPa remains a challenge due to highly coupled structure-property-process relationship in polymers. Here, we show a three-stage material chemistry process based on interpenetrating silicone double networks and ammonium bicarbonate particles that decouples the transient behavior during processing from the final properties of the material. Evaporation of ammonium bicarbonate particles at the final stage creates gaseous voids to produce foams with a low effective Young’s modulus in the 25 kPa −90 kPa range. Our photoirradiation-assisted direct ink writing system demonstrates the ability to maintain high resolution while enabling controlled loading of ammonium bicarbonate particles. The resultant multi-material possesses programmed porosity and related properties such as density, stiffness, Shore hardness, and ultimate strength in a monolithic object. Our multi-hardness synthetic hand and self-righting buoyant structure highlight these capabilities.
Similar content being viewed by others

Introduction
Additive manufacturing (also known as 3D printing) represents a fundamental change in the way humans create intricate physical objects by removing the need for mold fabrication, and expensive tooling.1,2,3,4,5 For thermosetting elastomers in particular, developments in 3D printing now permit the fabrication of complex geometries6,7,8 impossible to achieve using conventional manufacturing methods. Such 3D printed rubber-like devices find various applications in biomedicine,9 flexible sensors,10 robotics,11 wearables12 and space exploration.13 However, beyond architecture, device performance depends on the properties of the constitutive materials. Unfortunately, the available material space for 3D printing remains limited, especially for soft (E < 100 kPa), highly deformable matter. Furthermore, an ideal ink maintains processability while offering the ability to alter the underlying properties on a voxel by voxel basis for multi-material printing.
A central challenge to designing custom inks for 3D printing soft matter is the structure-property-process relationship in polymers,14,15 In these systems, the microstructural arrangement of the polymer network (e.g., crosslink density, molecular weight between crosslinks, polydispersity, etc.) governs the observed macroscale performance of the material. However, when forming polymer networks from smaller building blocks, the polymerization process (reaction rate, extent reaction) controls the resulting network structure. An ideal soft, thermosetting elastomer possesses a uniform network microstructure (i.e., narrow distribution in molecular weights between crosslinks) and a low density of permanent covalent crosslinks; an ideal 3D printing process immediately stimulates polymerization of the liquid precursors into a solid, self-supporting object to maintain high resolution. Unfortunately, many known chemistries that exhibit abrupt shape fixation upon printing rely on multifunctional crosslinkers that promote rapid gelation at low reaction conversion rates,16,17 When fully reacted, these inks often yield heterogenous or highly crosslinked networks that are brittle and stiff. Thus, in order to print soft elastomers, many conventional techniques accept a slower polymerization reaction to allow for the formation of the desired microstructure. As a result of this slower solidification, printed parts are generally limited in terms of geometric complexity (i.e., overhanging features, unsupported walls) and resolution,8,11,18,19,20,21,22,23 Recently developed dual cure resins overcome the process-property-structure limitation. For example, numerous systems employ an initial photocuring reaction to create a “green-body” that quickly sets the shape prior to a post-print reaction that improves the mechanical toughness24,25,26,27 However, these secondary reactions result in an increase in crosslink density and, as a result, the material’s modulus.
One strategy for creating soft devices without altering the underlying polymer chemistry is to extrinsically reduce the stiffness by creating “cellular solids” or foamed materials. These functional materials are attractive for many commercial applications; for example, foamed polymers improve texture, feel, comfort and safety28 in wearable devices. While previous works29,30,31,32,33,34 directly 3D printed periodic lattice structures from rigid materials, this strategy is limited—the strut thicknesses, orientation, etc. are all dependent on the printer’s resolution and the ability for the deposited material to support itself during processing. For example, spanning structures without beam bending or “sagging” is particularly challenging for soft matter,6,19,35 Additionally, for non-rigid periodic lattices, the printed part’s performance becomes highly anisotropic.36 As an alternative, researchers create stochastic foams by printing polymeric blends with porogens or blowing agents that later dissolve, sublime, or evolve gas37,38,39,40,41,42 There are still key challenges to this approach—blowing agents that release large quantities of gases can permanently alter shape significantly (up to 40× change in volume37) and dissolution is prohibitively slow, particularly in closed cell systems (see Supplementary Fig. 1).
Herein, we introduce a three-stage material chemistry based on interpenetrating silicone double networks (SilDNs) and ammonium bicarbonate particles that decouples the transient behavior during processing from the final properties of the material. Each reactive stage serves a separate purpose; the first stage provides for rapid shape formation during printing, the second stage imparts mechanical robustness and interlayer adhesion, and the final stage converts solid fillers that improve print printability into gaseous voids that yield foams with a low effective Young’s modulus (25 kPa < E < 90 kPa). We adapt this materials family to ultraviolet (UV) assisted direct ink writing (DIW) by characterizing the interplay between photorheological behavior, interlayer bond strength, shape fidelity, and mechanical properties as a function of ink composition. We also systematically investigate print parameters to create design rules for common geometric primitives (i.e., unsupported walls, spanning bridges, overhanging features) used in additive manufacturing. Using this framework and a custom printer with in-line mixing enables dynamic control of the ink composition during 3D printing to create multi-material elastomeric foam devices. To highlight the utility of this new technology, we directly print of a soft robotic actuator, a synthetic hand with differential hardness, and a multimaterial objects of varying density to create self-righting buoyant structures.
Results and discussion
Ultraviolet assisted direct ink writing and materials design
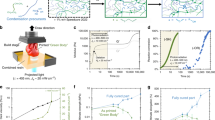
The combination of UV curing and in-line active mixing is particularly attractive for high resolution multimaterial printing as it enables simultaneous control of the shape forming process and the local material composition. In Fig. 1a, we provide a general overview of our custom DIW printer. Briefly, the build head of this printer contains an active mixer that continuously blends incoming material from numerous material reservoirs (shown as the three separate syringes in Fig. 1b). The mixed ink then passes through the nozzle and on to a build stage (Teflon sheet) that is continuously irradiated by light-emitting diodes (LEDs) (λ = 405 nm) to initiate photopolymerization. An attached computer provides fine process control by modulating the relative flow rates of the different syringe pumps, the speed and direction of the build head, and the photoirradiative power. To minimize unwanted photoirradiation, we chose to build the printer with opaque components and encased the entire apparatus in a UV shield. For more information on printer operation, see the Experimental Methods section below.

a Schematic illustration of the extruder design representing active mixing and photoirradiative curing. Layer by layer printed object colored as green to highlight immediate shape fixing during print (green body formation) under near UV lights. Print bed covered with Teflon sheet for easy removal of the final object. b Compositions of the print materials located inside each syringe for multi-material printing. c Schematic illustration of green body formation represented with green color as the first stage. d Schematic illustration of condensation curing represented with blue color as the second stage which completed after 18 h at 20 °C. e Schematic illustration of bicarbonate decomposition represented with the removal of gray ammonium bicarbonate particles between the layers located at the bottom as the third stage which completed after 3 h at 80 °C. Middle images at c, d, and e are illustrations of polymer chains for each stage. f Optical image of the third stage. 3D printed multi-material cube at the end of the second stage located on the left and at the end of the third stage on the right. Dashed line represents material change from foam into silicone region.
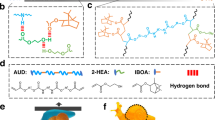
When designing our materials chemistry, we chose polydimethylsiloxane (PDMS), or silicone rubbers, as our model elastomer due to its exceptionally low glass transition temperature (Tg ~ 120 °C).16 As shown in Eq. (1) and Fig. 1c, mercapto- and vinyl- modified polydimethylsiloxane copolymers can be combined to create photocrosslinkable thiol-ene elastomers for 3D printing,15,43,44,45,46,47 Further blending these precursors with condensation based commercial liquid silicone rubbers creates dual-stage resins based on interpenetrating SilDNs.27 During printing, the thiol-ene network forms a weak green-body in response to selective irradiation and then the condensation based precursors [Eq. (2), Fig. 1d] slowly polymerizes hours after printing to drastically increase elongation (dL/L0, 80–280%), strength (σ, 0.05–1.1 MPa), and toughness (TT, 0.02–1.1 MPa) from the neat thiol-ene system,15,27 By adding ammonium bicarbonate particles as a porogen, we create a third-stage, as shown in Eq. (3) and Fig. 1e, which results in a lower stiffness foam. Ammonium bicarbonate is an ideal porogen, particularly for closed cell foams, as it rapidly degrades at modest temperatures to gaseous products (ammonium, carbon dioxide, and water vapor) that can diffuse through the silicone network. Figure 1f shows identical multi-material cubes at different processing steps: after the second stage (left) and after foaming in the third stage (right).
A key benefit of our three-stage chemistry is that the reactions are orthogonal, i.e., non-interacting—we can selectively vary the relative mass fraction of the three material subsystems over a broad range without impacting the others, consistent with previous reports,15,27,48 Our custom printer capitalizes on this feature by dynamically controlling the relative composition of three material reservoirs (shown as syringes in Fig. 1b). The first material reservoir includes a condensation silicone precursor (Mold Max 10 T part A), thiol-ene silicone precursors (4–5% [mercaptopropylmethysiloxane]-dimethylsiloxane copolymer and divinyl polydimethylsiloxane), and a photoinitiator. To prevent the condensation network from prematurely curing, we separate the condensation silicone crosslinker (Mold Max 10 T part B) and store it in the second stock. The third syringe carries the same polymeric composition of the first stock, but with the addition of crushed ammonium bicarbonate particles. When blended materials 1 and 2 yield a photocurable SilDN, while the use of materials 2 and 3 result in a foamed SilDN. We can obtain foams of intermediate porosity by combining varying amounts of all the three material reservoirs. Thus, the active mixing and chemistry permit multimaterial UV DIW with voxel-by-voxel control of the porosity, density, and stiffness.
Processibility of SilDNs for 3D DIW
Photorheological experiments determine the printability of our SilDN blends by assessing the evolution in viscosity under photoexposure. An ideal ink possesses a sufficiently low dark viscosity (i.e., prior to photoexposure) that rapidly increases by orders of magnitude under illumination. In SilDNs, the thiol-ene network polymerize with light to provide shape fixity, while the condensation network provides mechanical integrity, increasing the tensile toughness by over an order of magnitude from the pure thiol-ene material.27 Thus, in order to maximize mechanical performance, we sought to optimize the ratio of these two components for DIW. As shown in Fig. 2a, all compositions exhibit low dark (i.e., unexposed) viscosities (η ~ 10 Pa s) under oscillatory shear (strain rate, ω = 2 Hz, amplitude, Γ = 1%). For blends where the polymeric components are greater than 20% by wt thiol-ene, photoirradiation (λ = 405 nm, Ee = 10 mJ cm−2) quickly induces polymer network formation. Modest photodosages (<200 mW cm−2) corresponding to a few seconds of exposure from our printer results in orders of magnitude increase in viscosity. Consistent with previous silicones15 using thiol-ene click reactions, the viscosity rapidly plateaus as the reaction reaches completion. However, as shown in Fig. 2b, the onset of this plateau occurs at lower photodosages with higher thiol-ene content. Additionally, within these plateau regions, we infer the material’s shape fixity (i.e., the material’s resistance to deformation due to printing forces and gravity) from the final storage modulus, G′. Unsurprisingly, a greater thiol-ene content results in a more rigid structure, as a greater portion of the resin is covalently crosslinked. These results suggest that compositions with a large fraction of thiol-ene precursors will more readily yield high resolution (due to greater shape fixity) structures during UV-assisted DIW printing, consistent with previous reports.45

a Effect of thiol-ene weight fraction on final complex viscosity (η) over time. Rise points start immediately at 20 s with photoirradiation (λ = 405 nm, Ee = 10 mJ cm−2) at the rheometer plate interface. Shaded regions represent one standard deviation. b Effect of thiol-ene weight fraction in print ink composition on final storage modulus (G’). The second y-axis represent required UV energy (mJ·cm−2) for print material to reach gelation point. c Effect of ammonium bicarbonate weight fraction on final complex viscosity (η) over time. Rise points start immediately at 20 s with UV light penetration at the rheometer plate interface. Shaded regions represent one standard deviation. d Effect of each curing stage on complex viscosity (η) over time. 1st stage: thiol-ene crosslinking, 2nd stage: condensation crosslinking, 3rd stage: bicarbonate decomposition. e Young’s modulus values right after the completion of 1st stage during printing. f Young’s modulus values after full processing of the materials. Solid black line indicates expected Young’s modulus from weight fraction of porogen without volume expansion (See Supplementary Note 2 Equation 4, Supplementary Table 1). g Young’s modulus ratio of 1st stage over 3rd stage (E1st/E3rd) which highlights our system’s ability to improve print fidelity (1st stage modulus) while ultimately yielding a soft material (3rd stage modulus).
To assess the impact of porogens, we maintained a polymer composition of 25% thiol-ene network and added varying amount of ammonium bicarbonate particles. As shown in Fig. 2c, an increasing concentration of bicarbonate particles corresponds to an increase in the viscosity both prior to and after photoexposure. This suggests that the bicarbonate loaded inks are more resistant to undesirable post-deposition flow while still maintaining rapid shape fixity upon illumination. Further, Fig. 2d tracks the process for an ink with a polymer content that is 25% by wt thiol-ene with an overall composition that is 10% by wt ammonium bicarbonate. From the complex viscosity, we see a rapid development of the green-body structure during the first photocured stage, followed by a further increase in the mechanical integrity of the material as the condensation network cures slowly at room temperature during the second stage. Finally, the complex viscosity decreases by over 25% during the third stage where the bicarbonate decomposes at elevated temperature. These results suggests that our three-stage ink behaves as designed during UV DIW.
For high resolution printing of complex structures, we desire a material that resists shape change after deposition. While the rapid photopolymerization characterized above minimizes liquid flow of the resin after deposition, the resulting solids can still deform (or slump) in response to gravity or the weight of subsequent layers. This effect is obviously more pronounced in softer materials. Here, our materials platform offers a unique advantage. As shown in Fig. 2e, the solid ammonium bicarbonate particles present in the as-printed green body material (1st stage) act as reinforcement fillers. The Young’s modulus increases with ammonium bicarbonate loading from ~14 kPa in the SilDN (0% by wt bicarbonate) to almost 50 kPa at 50% by wt bicarbonate. Yet, by the time the material is fully processed this trend is reversed (see Fig. 2f). The pure material exhibits a modulus of ~90 kPa which decreases to ~25 kPa for the resin that was initially 50% by wt porogen. Figure 2g depicts the moduli ratio of the green body to that of the final part. These results suggest, counterintuitively, that such foam systems are unique in that the softer the material is after processing, the more likely it is to maintain its printed shape during processing. However, it is important to note that we did observe modest volumetric expansion with increasing bicarbonate loading (∆V ~ 0% for the pure SilDN, ∆V ~ 10% for 50% by wt bicarbonate) which we attribute to the pore formation during the 3rd step (see Supplementary Fig. 2 and Supplementary Note 1 for more details).
Effect of thiol-ene percent on bond strength between printed layers
Beyond being processible by UV DIW, adjacent filaments need to exhibit sufficient cohesion. Otherwise, the printed object will behave differently from the bulk material, exhibiting anisotropy or failing prematurely as layers delaminate from each other (Supplementary Fig. 3). In our material system, we can improve the immediate shape fixity (as inferred from the photorheology above) by increasing the amount of photocurable thiol-ene material in the composition. However, increasing the photocurable component dilutes the slower curing, tough condensation network. Previous work on SilDNs shows that this second network reacts across interfaces to provide for isotropic performance and permit interlayer bonding.27
We systematically probe the interlayer bond strength by varying the fraction of photocurable thiol-ene network within the resin (Fig. 3) while directly 3D printing 90° peel test coupons (Supplementary Fig. 4, Supplementary Table 2). Unsurprisingly, we observe a decrease in the interlayer bond strength as we increase the thiol-ene content. At high thiol-ene loadings (40% and 50% thiol-ene) there is an insufficient density of condensable groups for interlayer crosslinking. These compositions exhibit adhesive failure, or separation along the interface (Supplementary Fig. 3a, b) with bond strengths as low as 0.09 N mm−1. At lower thiol-ene contents, we observe cohesive failure, i.e., failure through the body of the material and not the interface (Supplementary Fig. 3c, d). This failure mode suggests that for compositions below 40% thiol-ene, the interfacial crosslinking between filaments is similar to crosslinking within a filament; the printed part will perform approximately like the bulk material. Within this regime (thiol-ene < 40%), we simply attribute the decrease in measured bond strength to the decrease in the ultimate strength of the base material. As shown previously, the ultimate strength of the SilDN27 falls as you increase the fraction of the weak thiol-ene network (Fig. 3).

Effect of thiol-ene weight fraction on bond strength between layers of the printed objects (blue color). Filled circle markers indicate cohesive failure and open circle markers indicate adhesive failure (Supplementary Fig. 3). Ultimate strength of the molded samples also presented as a comparison (orange color), data imported from reference.27 Error bars represent one standard deviation.
Relationship between print height, thiol-ene content and UV power
In conventional DIW, gravitational forces often cause the liquid ink to spread prior to shape fixation which results in a loss of printed height. In SilDNs, we theorize that the ability to rapidly build a crosslinked thiol-ene network with photoirradiation will minimize height loss. To quantify this performance, we systematically studied the effect of thiol-ene content and UV power on the print height. During this test, we chose a hollow cylindrical structure as the benchmark due to its simple geometry and symmetry which avoids sharp corners and any related G-code based print defects. Before investigating the relationship between print height and thiol-ene content we first measured and mapped the irradiative power around extruder region (Fig. 4a, Supplementary Fig. 5) and divide it into zones where we can smoothly control the irradiative dose. Based on the photorheology (Fig. 2b), deposited filaments containing thiol-ene weight fractions of 20%, 25%, 30% and 40% are expected to exhibit fixation above 176, 134, 108, and 80 mJ cm−2, respectively. In practice, we observe different swell ratios (Fig. 4b) which is defined as the ratio of nozzle diameter over the width of deposited filaments’ cross section. Swell ratios increase since more time is required for print material to develop its green-body strength as inferred from the plateau in storage modulus (Supplementary Fig. 6), and upcoming materials weight with gravity is in effect. We increased the actual material flow rate above the theoretical flow rate to prevent nozzle from clogging, contributing swell ratio increase at all samples. Changes in the printed filament cross section during print, resulted height losses in printed objects at various UV powers and thiol-contents. As shown in Fig. 4c, we immediately realize that samples with 20% thiol-ene content lose up to 80% of their height over the tested UV power range. Following their swell ratio measurements in Fig. 4d, we were only able to measure the samples at 400 mW cm−2, since the samples turned into puddle-like shapes (Fig. 5 bottom row). If we increase the thiol-ene content slightly to 25%, we see drastic improvements in print fidelity. At 50 mW cm−2, the measured height losses drop to less than 30%. Increasing the irradiative power further results in further improvement. Specifically, above 300 mW cm−2 the samples became stable with an observed average height loss of only 1.96%. For the samples containing 30 and 40% thiol-ene content, we obtain the desired print height at ~100 mW cm−2. Beyond that point we started to observe the effects of increased volumetric flow rate as over-extrusion since the green body strength rapidly increases due to the high thiol-ene content which results in a decrease in swell ratio. To prevent the system from clogging during over-extrusion when the extruder tip travels inside the previously deposited layer, we manually trigger the system to move up an additional layer height. The accumulation of these layer height additions manifests as positive height gain (Fig. 4c) beyond the computer-designed height (≥10 mm). To mitigate these height gains, we would recommend altering balance between the flow rate and nozzle speed.49 Figure 4d shows the swell ratios at the top section of the printed objects which bear less weight due to the lack of subsequent layers (see Supplementary Fig. 7 for the swell ratios at the basal sections). In Fig. 5 we summarize the effect of UV power on the final printed object heights at selected thiol-ene weight fractions (example print video shown in Supplementary Movie 1 and print parameters shown in Supplementary Table 3). Future opportunities exist to improve resolution by examining the mathematical relationship between UV power, normal stress, and swell ratio.

a UV power mapping divided into zones around the extruder head. The blue dot indicates the center of the nozzle. b Schematic illustration of swell ratio due to accumulated upper layer weight and normal stress change of the material during curing. c Height losses measured based on changes in thiol-ene weight fraction and UV power. (Computer-designed height 10 mm, see Supplementary Fig. 7). d Effects of UV power and thiol-ene weight fraction on filament swell ratio at the top locations of the printed objects. Swell ratios measured at the basal sections can be seen at Supplementary Fig. 7. Error bars represent one standard deviation.

A simple hollow cylinder with a diameter of 15 mm and desired height of 10 mm used as a benchmark for the tests (Supplementary Fig. 7). For the wall thickness we used single pass of 25G (0.437 mm) nozzle per layer with a constant speed of 5 mm s−1and layer height of 0.35 mm. We use a quarter for scale on the left. Detailed print parameters listed in the Supplementary Table 3.
Since the photocurable thiol-ene network forms the part geometry during the first stage, it is unsurprising that samples with high thiol-ene content, exhibit better shape fidelity. However, based on our bond strength findings, above, thiol-ene content is inversely proportional to interlayer adhesion formed during the second stage. Thus, we need to appropriately select thiol-ene content to balance shape-retention with interlayer adhesion and final mechanical properties. For our print process (irradiation dosage of 300 mW cm−2), ink compositions with 25% thiol-ene show sufficient filament adhesion and print height retention. Therefore, we select this ink for the remaining printed demonstrations.
Mechanical analysis of printed objects
Mechanical performance of the 3D printed objects should at least match the performance of their molded counterparts or exceed them so that we can continue pursuing 3D printing as an alternative fabrication method. Therefore, in our framework, we investigated the mechanical performance of the printed objects based on print direction, material composition and compared the results with molded counterparts. We extract data for Young’s modulus, ultimate strength, toughness and elongation at break from stress–strain curves (Fig. 6a). For 3D printed dumbbell samples, we used three print directions: vertical, horizontal and cross (Supplementary Fig. 8). Young’s modulus results for 3D printed silicone, foam (10 wt%) and molded samples suggests that cross linking density is consistent (Fig. 6b). The fact that fabrication type does not alter Young’s modulus makes 3D printing more desirable than molding by eliminating human error and increasing design complexity. To show the Young’s modulus control we increased the ammonium bicarbonate weight fractions from 10 up to 50% in dumbbell test pieces. The maximum ammonium bicarbonate content we used in 3D printed samples was limited to 10 wt% due to nozzle clogging. This engineering problem can be solved with further design changes of the extruder, but is beyond the scope of this work. Therefore, we molded the rest of the samples to support our hypothesis. As can be seen in Fig. 6c, when we increase the ammonium bicarbonate weight fraction from 10 to 50% the Young’s modulus of the material decreases by a factor of three along a linear pattern. These findings are consistent with stochastic foams where the Young’s modulus is proportional to the volume fraction of the polymer (see Supplementary Note 1 for more information). When we compare the 10 wt% molded sample with its 3D printed counterpart, they overlap within one standard deviation. Results suggest that when higher ammonium bicarbonate weight fractions are printed, they should follow the same pattern. Surprisingly, failure performance of the printed silicone objects significantly changes for ultimate strength (Fig. 6d) and elongation at break (Fig. 6e). Print direction increases the strength and elongation of the fabricated objects in the ascending order of vertical, horizontal and combination of both (i.e., cross). The vertical prints, where the print direction is parallel with the uniaxial testing setup, fails first compared to print directions that are orthogonal to the axis of loading. We observed similar results in our previous work50 where we used a faster curing network. We suggest that cross print direction minimizes the voids between laid filaments by knitting trough and crest points, as also detailed in the previous studies,51,52 resulting in fewer “defects” and a better strength and elongation. Additionally, the slow formation of the condensation network after printing suggests that this secondary crosslinking should be homogenous in the printed object across filament interfaces. This observed enhancement in the failure performance needs further investigation in micro scale. Foam samples with the cross-print direction and 10 wt% ammonium bicarbonate content fall in a similar failure region with their molded counterparts. Increasing the ammonium bicarbonate content will increase defect size in the closed cell foam, enabling control over failure performance via 3D printing once we tune the system for printing high particle contents without clogging. In Supplementary Fig. 9, we provide molded foam sample results to support our claim. The same pattern as seen in ultimate strength and elongation break analysis are also observed in the toughness results shown in Fig. 6f.

a Stress–strain curve for 3D printed and molded dumbbell test pieces. Individual “x” marks represent break points per sample. 3D printed samples categorized by their print directions: vertical, horizontal, and cross (Supplementary Fig. 8) for silicone prints and only cross for foam prints. Shaded regions represent one standard deviation. b Young’s modulus comparison based on fabrication type and print direction. Ultimate strength (c), elongation at break (d), and toughness (e) comparisons based on fabrication type and print direction. Error bars represent one standard deviation.
Design rules for building blocks
There are core building blocks, or geometric primitives, widely used in additive manufacturing53 for guiding design rules and assessing the printability of various architectures. Such determinations are highly dependent on the 3D printing technique, process parameters, and materials. To quantify our process, we systematically scan through parameter domains until failure occurs and set our design rules accordingly. As shown in Fig. 7, we determined the maximum bridge span (L ≤ 3 mm), minimum supported overhang angle (φ ≥ 55°), maximum unsupported overhang (M ≤ 1.5 mm), minimum hole diameter (D ≥ 2.7 mm), minimum unsupported wall thickness (T ≥ 2.1 mm) and maximum unsupported wall height (H ≤ 9.3 mm). Supplementary Table 4 contains the print parameters used while printing these primitive structures. Previously spanning elements were studied based on rheological properties and depositions conditions combined with beam models.54 Their model can be applied in our case and with further study mathematical models for other building blocks can be extracted for simulations of design rules. However, systematical investigation of the print parameters based on flow rate, print speed and print distance is a time saving approach.55 Based on the results presented in Fig. 7, device architectures that exceed these limitations cannot be directly fabricated by our process, altering process parameters or using sacrificial supporting structures may further expand the design space.

This figure presents: maximum bridge span, minimum supported overhang angle, maximum unsupported overhang, minimum unsupported wall thickness and height, and minimum hole diameter.
With this understanding, we can combine these geometric primitives (overhangs, spans, etc.) into functional devices. By following the design rules for L, φ, T and H, we successfully print an monolithic fluidic elastomer actuator in a single print process, including the air-tight internal pathways required for pneumatic actuation56 (Supplementary Fig. 10, Supplementary Movie 2). At the dimensions for wall thickness (T = 2.1 mm) and bridge span (L = 2.8 mm) (Fig. 8a, b), SilDN pneumatic actuators achieve high bend angles (125°) at low pressure levels (32.7 kPa) (Supplementary Fig. 11). Such soft pneumatic actuation enables delicate object handling at lower actuation pressures to minimizes the energy requirements of grasping. In Fig. 8, we employ two of these actuators as end-effectors to create a simple soft robotic manipulator. Modest pressure values of ΔP = −7.93 kPa, 0 kPa, and 10.5 kPa correspond to fully open (Fig. 8c), unactuated (Fig. 8d) and closed (Fig. 8e) configurations, respectively. With this device, we can delicately manipulate a cherry without bruising the fruit at an applied grasping pressure of 21.4 kPa (Fig. 8f, Supplementary Movie 3).

a Cross section view of the designed pneu-net actuator in CAD. b Cross-sectional cut of the printed pneu-net actuator highlighting common building blocks used during fabrication such as bridges and thin walls. These soft, thin features begin to deform under gravity when the part is dissected though some shape distortion at the edges is the result of the extruder toolpath. c 3D printed silicone pneu-net design. Two of them attached into a housing and turned into a soft robotic gripper. Open position achieved at vacuum ∆P = −7.93 kPa. Normal stance position (d) ∆P = 0 kPa. Actuated position (e) ∆P = 10.5 kPa. f Soft robotic gripper lifting a cherry at ∆P = 21.4 kPa. g Multi-material 3D printed hand design. Palm is printed with silicone and fingers printed with foam material. Corresponding Shore hardnesses in 00 scale are 57 and 51. h Density control by changing print material. Cube on the left printed with only silicone material possessing ⍴ = 0.96 ± 0.03 g ml−1 and cube on the right printed with only foam (10 wt%) material possessing ⍴ = 0.71 ± 0.05 g ml−1. We used food grade anti wear hydraulic fluid as the medium. i Optical image of the foam region under microscope to highlight cell structures between layers. j Transition layer from foam to silicone after material change command. Small bubbles interfered the silicone layer, since the mixed material residency time is 25 s in the mixing chamber. k Silicone to silicone layer interface. l Time-lapse of the buoyancy control with a pre-programmed multi-material cube.
Multi-material 3D foam printing
Multi-material foam printing enables the control of mechanical properties such as Shore hardness and density. By alternating the ratio of flow rates of syringes 1 and 3 (Fig. 1b), we can control the amount of bicarbonate porogens in the printed material (Supplementary Fig. 12). When we apply heat, the ammonium bicarbonate particles evolve to create gas-filled voids [Eq. (3), Fig. 1c] and results in a porous, more complaint material. In Fig. 8g, we print a multi-material hand containing a SilDN palm (Shore hardness 00–57) with softer foam fingers (Shore hardness 00–51). Similarly, multi-material porosity control enables local programming of density. In Fig. 8h, we fabricate a pure SilDN cube (⍴ = 0.96 ± 0.03 g ml−1) that sinks and a less dense (10% by wt ammonium bicarbonate, ⍴ = 0.71 ± 0.05 g ml−1) foam cube that floats when immersed in hydraulic fluid (Supplementary Movie 4). According to previous work,48 we expect ammonium bicarbonate-based silicone foams to be closed cell at this volume fraction. Microscopy confirms a close cell structure suggesting the ability for the evolved gasses to escape via diffusion through the polymer network. Important to note that the pores seem to form uniformly across layers (Fig. 8i, SEM images in Supplementary Fig. 13), which we attribute to a kinetically stable dispersion of the particle in the ink on the timescale of printing (see Supplementary Fig. 14).
Our printer uses on-the-fly mixing to permit dynamic variation of the porosity within the object. However, when we observe the transition region from foam (Supplementary Fig. 15) to neat (i.e., no porogen) silicone (Fig. 8j), we observe some pores in the neat SilDN layers extruded after executing the material change command in the printer. We calculate a long residency time (t ~ 25 s) of the incoming materials inside the extruder mixer, thus our material change is not immediate. This interference issue can easily be accommodated by adjusting the timing of material change command with incorporation of residency time in the slicing software. We also observe small pores in the neat SilDN layers even with the absence of porogen (Fig. 8k). We classify these instances as “air bubble defects” which are common in such DIW processes because of the start and stop sequences before each reservoir engages (Fig. 1b). These air bubbles can be avoided by adding a purging sequence. Regardless, we still observe a significant difference in the density of the neat and foamed SilDN and can print structures with select regions of high and low density (Fig. 8l). This density control allows us to create self-righting buoyant structures, as evidenced by the rotation of the object when dropped into liquid medium (Supplementary Movie 5).
Conclusion
The present work introduces a platform for UV assisted DIW of foam elastomer inks based on three orthogonal reactions. Each reaction serves a distinct purpose in developing the transient behavior during printing or final elastomer properties. We developed a systematic approach to both assess the material composition’s impact on photopolymerization, interlayer adhesion, shape fidelity, and mechanical properties while also quantifying the accessible design space as a function of print parameters. As a result, we can directly print tall (~9.3 mm) geometries comprised of unsupported spanning features and thin walls (~2.1 mm). We demonstrate the ability to maintain this high resolution and geometric complexity at low moduli (0.025 MPa < E < 0.09 MPa) by printing a soft robotic gripper. Further, our custom UV DIW printer with active in-line mixing enables dynamic control of ink composition which we employ to control the loading of ammonium bicarbonate particles. The resultant multi-material possess programmed porosity and related properties such as density, stiffness, Shore hardness, and ultimate strength in a monolithic object. Our multi-hardness synthetic hand and self-righting buoyant structure highlight these capabilities.
To fully capture to potential of this platform, additional development is needed. First, we only directly printed inks with modest bicarbonate ratios but this restriction does not represent a theoretical limitation. As the particle loading increases beyond the percolation threshold, the viscosity can quickly grow to exceed the capabilities of our printer hardware. Future iterations should account for these rheological considerations (e.g., increasing the dimension of fluidic components). Additionally, we noticed a large variance in bicarbonate particle morphology and large particles would occasionally clog the printer’s nozzle. Milling of the bicarbonate particles could enhance printing by both reducing particle size and collapsing the size distribution. This pre-processing would result in foams possessing smaller, more uniform pores. We also anecdotally observed a varying degree in permanent volume change during the third stage (see Supplementary Note 1). We hypothesize that this shape change is due to rapid decomposition of the bicarbonate prior to the condensation network polymer fully forming. The evolved gases cannot quickly diffuse out of the material, the pores expand and the condensation reactions lock in this new dimensional configuration. Slowing the rate of bicarbonate decomposition (i.e., lowering the temperature) relative to the rate of diffusion of the gaseous byproducts or increasing the resistance to pores expanding (i.e., increasing ambient pressure) would minimize such volume changes. Beyond such material and process modifications, appropriate design can plan to accommodate the modest volumetric expansion (i.e, by reducing printed dimension in highly foamed regions of material). Future work should also consider alternative fillers beyond bicarbonate porogens. Active mixing of conductive fillers could multimaterial composites with functional electronic, magnetic, or mechanical properties. Within our developed framework, there are also opportunities to alter the polymer chemistry, e,g, switching the condensation-based component. In an initial demonstration (see Supplementary Fig. 15), we use multiple SilDN polymer chemistries in our multimaterial printer to further expand the range of available printed properties. Since the latent condensation reactions of multi-stage reasons are known to bond across material interfaces,27,57 we propose our framework may extend to multimaterial printing of even disparate polymer chemistries like silicones, polyurethanes, and hydrogels.
Experimental section
Preparation of SilDNs
We prepare initial ink compositions by using simple one-pot mixing process of base PDMS silicone (MoldMax Series, Smooth-on, PA), second network bonding agent (thiol-ene) and a photoinitiator blend (80 wt% 2-hydroxy-2-methylpropiophenone and 20 wt% diphenyl [2,4,6-trimethylbenzoyl] phosphine oxide) to test SilDNs’ compatibility for UV-DIW. We then load the composition into a 90 ml plastic cup and mix it by using planetary speed mixer (DAC 400 VAC, Flack Tek Inc, Germany) at 2000 rpm for 2 min. Most of the air bubbles burst in the mixing process, due to low viscosity of the material composition. We mix the composition under UV filtered lights at room temperature to prevent pre-photopolymerization. Selected final ink composition includes 75 wt% Mold Max 10 T (MM10T), 25 wt% thiol-ene blend (61.7 wt% DMS-V21 and 38.3 wt% SMS042), and 1.6% (w v−1) photoinitiator (Supplementary Fig. 16). In Supplementary Table 5 we list specific compositions for all tested inks. Finally, we verify on-the-fly mixing of the material at the process of UV assisted DIW after the validation of final ink composition. By doing so, we reduce the number of variables investigated that might cause layer delamination.
Preparation of foam ink and foaming
We create the foam ink by adding ammonium bicarbonate particles (>99.0%, Sigma Aldrich) to MM10T part A. A laboratory mixer (Silverson, L5MA) operating above 6000 rpm for at least 5 min breaks up the irregular shaped ammonium bicarbonate clumps to reduce particle size and mixes them into the liquid silicone resin. We then combine the remaining components (MM10T Part B, thiol-ene silicone) as prescribed above. Pore formation occurs by thermally decomposing (Tdecomp = 36 °C) the ammonium bicarbonate after printing. While the rate of decomposition varies with object geometry, ammonium bicarbonate concentration, and environmental conditions, we found a 3 h treatment at 80 °C sufficient to remove all porogens.
Measurement of photorheological properties
We collect all rheological data using a hybrid rheometer (Discovery HR2, TA Instruments, DE) with attached light source (OmniCure S2000, bandpass filter λ = 405 nm). This set up transmits light through a transparent acrylic bottom plate (d = 25 mm) into the sample. We set the light intensity at this interface to be 10 mW cm−2 as confirmed by radiometry (Model 222, 405 nm probe, G&R Labs Inc.). In addition, a thermoelectric recirculating chiller (TCube Edge, Solid State Cooling Systems) connected to an upper heated plate (UHP, TA Instruments) controls the temperature of the sample during measurement (Supplementary Fig. 17). We conduct constant amplitude, oscillatory measurements (γ = 1% strain, ϖ = 2 Hz, gap = 500 microns) while tracking the storage and loss moduli, the complex viscosity, and the shrinkage during process conditions.
3D printer design and fabrication process
We developed a customized 3D printing system for UV assisted DIW (Supplementary Fig. 18). The three-axis printing device (TAZ Pro, Lulzbot, ND) used as the base motion stage for in-house designed multi-material extruder (Supplementary Fig. 19). 3.175 mm thick ember colored acrylic sheets (Plexiglass, ePlastics, CA) enclose the printing system for UV filtering. Material flows into the extruder by four high precision syringe pumps (PHD Ultra 4400, Harvard Apparatus, MA), located outside of the UV shield, via UV resistant tubing. We 3D print the custom design extruder body by using black colored digital acrylonitrile butadiene styrene to prevent UV penetration while active mixing (at 300 rpm) of the supplied inks. Moreover, we design internal extruder channels and select tubing diameters/lengths based on the ink viscosity using Poiseuille’s equation58 to achieve equal fluid pressures at the mixer entrances.
We achieved UV assisted DIW of SilDNs by following these steps: (1) Prepared inks loaded into 60 ml syringes, then attached into high precision pumps. (2) Desired objects sliced layer-by-layer using open-source software called “Slic3er” and loaded into printer’s hard drive. (3) Near UV intensity (405 nm wavelength) selected by using a custom controller (Supplementary Fig. 18c). The print started by selecting object’s G-code file and material deposited onto the Teflon substrate laid on top of the print bed (Supplementary Fig. 20) for easy removal of the printed objects. We achieved multi-material foam printing by alternating pumps at different locations on the same object. When the G-code file initiates material swap command, it takes 25 sec for new material to come out of the nozzle due to the mixer’s residence volume. We use a 25 gauge (Inner diameter (ID): 0.437 mm) nozzle for SilDN printing and an 18 gauge (ID: 1.041 mm) nozzle (Micron-S, Fisnar, WI) for multi-material foam printing. Nozzle diameter increased to prevent material jamming at the tip due to introduced ammonium bicarbonate particles. In Supplementary Table 4, we list detailed print parameters for SilDN printing and multi-material foam printing. Upon fabrication, samples left for 18 h condensation cure in a laboratory environment at 25 °C, followed by overnight heat cure at 60 °C to meet curing requirements.59
UV LED power characterization and location mapping
We observed the change in 405 nm near UV LED (A008-UV400-65, LED supply, VT) intensity (mW cm−2) and operation temperature (°C) with supplied energy (Supplementary Fig. 21a). Stabilized operation conditions finalized by using active cooling and aluminum heatsink. Lens selection made based on the projection area at a constant height of 45 mm (Supplementary Figure 21b). Accordingly, we designed near UV LED housing assembly (Supplementary Fig. 21c, d). The experimental setup consisted of a thermal camera (T650sc, FLIR, CA) and a UV intensity meter (Model 222, G&R Labs, CA) with a 405 nm wavelength probe (Supplementary Fig. 22). For UV assisted DIW, a custom design extruder equipped with 4 UV LED housings at four directions. Finally, we conduct UV intensity location mapping, starting from the nozzle as the center of the map we measure the UV power of the surrounding areas within a 50 mm radius (Supplementary Fig. 5) for each mapping point spaced at 10 mm increments to understand the UV intensity characterization during the print.
Measurement of bond strength
We 3D printed 36 peeling test coupons containing 20, 25, 27, 30, 40, and 50% thiol-ene amounts (6 coupons per composition). After curing requirements59 met for MM10T, we followed the test protocol for 90° peel resistance of adhesives based on ASTM d6862-11.60 Peel test coupons bonded to glass substrates located in the experimental setup (Supplementary Fig. 4) using a silicone adhesive (Sil-Poxy, Smooth-on, PA). Experiments conducted after allowing the bonding agent to cure for 12 h. Later, we collected peel test data at 300 mm min−1 pull speed using a universal testing machine (Instron 5943, Instron, USA) with an attached load sensor (2530-5kN, Instron, USA) has 0.1 N resolution. Test samples held by pneumatic clamps (1 kN, 2712-041, Instron, USA) at a pressure, ΔP = 103.4 kPa. Finally, we reported peak values for cohesive failures and an average of saw tooth behavior values for adhesive failures (Supplementary Fig. 3).
Dimensional accuracy measurements
We conduct height loss tests on 60 thin-walled cylinders 3D printed under different UV power conditions (400, 300, 200, 100, 50 mW cm−2) and thiol-ene percent (40, 30, 25, 20%). Each condition tested systematically using three samples. We calculated the height loss per sample over the desired height of 10.05 mm using a macroscope (VR3200, Keyence, IL) in observation mode. We cut the cylindrical samples vertically from a single point and laid them horizontal (Supplementary Fig. 23) prior to measurements with parallel lines provided by the device’s software. The designed cylinder was 15 mm in diameter, and we allowed a single nozzle pass (ID: 0.437 mm) per layer for its wall thickness. We list print parameters for height loss test samples in Supplementary Table 3.
We measured the filament swelling ratios on the cross-section area of the previously printed cylinders for height loss measurements by following the same systematical approach for UV power conditions and thiol-ene percent. Cross-section samples randomly selected and vertically extracted with a thickness of 1 mm from each thin-walled cylinder’s circumference (Supplementary Fig. 24). In the removed cross-sections, we measured filament widths at the top, middle, and bottom layer regions under a microscope (VH-ZST, Keyence, IL) for 423 data points (Supplementary Fig. 25). By doing so, the effect of gravity on filament swelling reflected in relation to UV power and thiol-ene percent (Supplementary Fig. 7). We used the same experimental setup for foam cross-section measurements and print transition regions from one material to another.
Mechanical testing
We 3D printed 16 tensile test coupons (4 coupons per test) containing 25% thiol-ene with sizes of 135 × 30 × 1.5 mm (W × L × H). Each sheet cut to the final dumbbell shape and size using ASTM die C punch (gauge length 33 mm, width 6 mm). Later, we draw two dots along the gauge length, ~25 mm apart for optical tracking with a video extensometer attachment (Supplementary Fig. 26). Tensile testing conducted to collect stress–strain behavior using a universal testing machine (Instron 5943, Instron, USA). Pneumatic clamps held samples at a pressure, ΔP = 6.89 kPa. We pulled the samples at a rate of 75 mm min−1 with an attached 1000 N load cell during the test (Supplementary Movie 6). Young’s modulus (E 100%) calculated over a 5–100% strain regime for the fully cured samples (Fig. 6). However, when making Young’s modulus comparisons between the weaker intermediate material (after 1st stage) and final material in Fig. 2, we use the strain regime of 5–35%. Molded counterparts also tested by following the same steps. Finally, we conducted Shore hardness tests (Supplementary Fig. 27) using type 00 durometer (Model 1600, REX Gauge, IL).
Data availability
The data that support the findings of this study are available on request from the corresponding author T.W.
References
Lipson H. and Kurman, M. Fabricated: The New World of 3D Printing (WILEY, 2013).
Ngo, T. D., Kashani, A., Imbalzano, G., Nguyen, K. T. Q. & Hui, D. Additive manufacturing (3D printing): a review of materials, methods, applications and challenges. Compos. Part B Eng. 143, 172–196 (2018).
Gibson, I., Rosen, D. W. & Stucker, B. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping and Direct Digital Manufacturing, 2nd ed. (New York: Springer-Verlag, 2015).
Redwood, B., Schöffer, F. & Garret, B. The 3D Printing Handbook: Technologies, Design and Applications. 3D Hubs B.V., 2017.
Gordon, R. Trends in commercial 3D printing and additive manufacturing 3D Print. Addit. Manuf. 2, 89–90 (2015).
Truby R. L. & Lewis, J. A. Printing Soft Matter in Three Dimensions, Vol. 540, 371–378 (Nature Publishing Group, 2016).
Trimmer, B., Lewis, J. A., Shepherd, R. F. & Lipson, H. 3D printing soft materials: what is possible? Soft Robot. 2, 3–6 (2015).
Lewis, J. A. Direct ink writing of 3D functional materials. Adv. Funct. Mater. 16, 2193–2204 (2006).
Ghilan, A. et al. Trends in 3D printing processes for biomedical field: opportunities and challenges. J. Polym. Environ. 28, 1345–1367 (2020).
Visser, C. W., Amato, D. N., Mueller, J. & Lewis, J. A. Architected polymer foams via direct bubble writing. Adv. Mater. 31, 1904668 (2019).
Walker, S. Yirmibeşoğlu, O.D., Daalkhaijav, U. & Mengüç, Y. Additive manufacturing of soft robots. Robot. Syst. Auton. Platforms, pp. 335–359 https://doi.org/10.1016/B978-0-08-102260-3.00014-7 (2019).
Senthil Kumar, K., Chen, P.-Y. & Ren, H. A review of printable flexible and stretchable tactile sensors. Research 2019, 3018568 (2019).
Crawford, M. Soft robots are essential for future space exploration. ASME. https://www.asme.org/topics-resources/content/soft-robots-are-essential-for-future-space-exploration (Accessed 14 May 2020).
Herzberger, J. Sirrine, J. M., Williams, C. B. & Long, T. E. Polymer design for 3d printing elastomers: recent advances in structure, properties, and printing. Prog. Polym Sci. 97, 101144 https://doi.org/10.1016/j.progpolymsci.2019.101144 (2019).
Wallin, T. J. et al. Click chemistry stereolithography for soft robots that self-heal. J. Mater. Chem. B 5, 6249–6255 (2017).
Wallin, T. J., Pikul, J. & Shepherd, R. F. 3D printing of soft robotic systems. Nat. Rev. Mater. 3, 84–100 (2018).
Ligon, S. C., Liska, Stampfl, J., Gurr, M. & Mülhaupt, R. Polymers for 3D printing and customized additive manufacturing. Chem. Rev. 117, 10212–10290 (2017).
Yirmibesoglu, O. D. et al. Direct 3D printing of silicone elastomer soft robots and their performance comparison with molded counterparts. in Proceedings of IEEE International Conference on Soft Robotics (RoboSoft) pp. 295–302, https://doi.org/10.1109/ROBOSOFT.2018.8404935 (2018).
Walker, S. et al. Zero-Support 3D printing of thermoset silicone via simultaneous control of both reaction kinetics and transient rheology. 3D Print. Addit. Manuf. https://doi.org/10.1089/3dp.2018.0117 (2019).
Morrow, J., Hemleben, S. & Menguc, Y. Directly fabricating soft robotic actuators with an open-source 3-D printer. IEEE Robot. Autom. Lett. 2, 277–281 (2017).
Ober, T. J., Foresti, D. & Lewis, J. A. Active mixing of complex fluids at the microscale. Proc. Natl. Acad. Sci. U.S.A. 112, 12293–12298 (2015).
Hardin, J. O., Ober, T. J., Valentine, A. D. & Lewis, J. A. Microfluidic printheads for multimaterial 3D printing of viscoelastic inks. Adv. Mater. 27, 3279–3284 (2015).
Muthusamy, M., Safaee, S. & Chen, R. Additive manufacturing of overhang structures using moisture-cured silicone with support material. J. Manuf. Mater. Process. 2, 24 (2018).
Zhang, B., Kowsari, K., Serjouei, A., Dunn, M. L. & Ge, Q. Reprocessable thermosets for sustainable three-dimensional printing. Nat. Commun. 9, 1–7 (2018).
DLS 3D Printing Technology|Carbon. https://carbon3d.com/carbon-m2-l1-3d-printers/our-technology/ (Accessed 12 Sep 2020).
Schaffner, M. et al. 3D printing of robotic soft actuators with programmable bioinspired architectures. Nat. Commun. 9, 878 (2018).
Wallin, T. J. et al. 3D printable tough silicone double networks. Nat. Commun. 11, 1–10 (2020).
Liu, P. S. and Chen, G. F. Applications of polymer foams. in Porous Materials, pp. 383–410 (2014).
Xu, P. A. et al. Optical lace for synthetic afferent neural networks. Sci. Robot. 4 https://doi.org/10.1126/scirobotics.aaw6304 (2019).
Dong, G. Tang, Y. & Zhao, Y. F. A survey of modeling of lattice structures fabricated by additive manufacturing. J. Mech. Des. 139 https://doi.org/10.1115/1.4037305 (2017).
Yuan, S. et al. 3D soft auxetic lattice structures fabricated by selective laser sintering: TPU powder evaluation and process optimization. Mater. Des. 120, 317–327 (2017).
Park, J. H. & Park, K. Compressive behavior of soft lattice structures and their application to functional compliance control. Addit. Manuf. 33, 101148 (2020). May.
Rethinking foam—the Carbon lattice innovation—Carbon 3D. https://carbon3d.com/resources/whitepaper/rethinking-foam-carbons-lattice-innovation/ (Accessed 16 Sep 2020).
Zhang, F., Ma, Y., Liao, J., Breedveld, V. & Lively, R. P. Solution-based 3D printing of polymers of intrinsic microporosity. Macromol. Rapid Commun. 39, 1800274 (2018).
Lewis, J. A. Direct-write assembly of ceramics from colloidal inks. Curr. Opin. Solid State Mater. Sci. 6, 245–250 (2002).
Chen, W. et al. Stiff isotropic lattices beyond the Maxwell criterion. Sci. Adv. 5, eaaw1937 (2019).
Wirth, D. M. et al. Highly expandable foam for lithographic 3D printing. ACS Appl. Mater. Interfaces https://doi.org/10.1021/acsami.0c02683 (2020).
Chen, Q., Cao, P.-F. & Advincula, R. C. Mechanically robust, ultraelastic hierarchical foam with tunable properties via 3D printing. Adv. Funct. Mater. 28, 1800631 (2018).
Chen, Q. et al. 3D printed multifunctional, hyperelastic silicone rubber foam. Adv. Funct. Mater. 29, 1900469 (2019).
Wu, A. S. et al. 3D printed silicones with shape memory. Sci. Rep. 7, 1–6 (2017).
Marascio, M. G. M., Antons, J., Pioletti, D. P. & Bourban, P.-E. 3D printing of polymers with hierarchical continuous porosity. Adv. Mater. Technol. 2, 1700145 (2017).
Miriyev, A., Stack, K. & Lipson, H. Soft material for soft actuators. Nat. Commun. 8, 596 (2017).
Wang, K. et al. 3D printing of viscoelastic suspensions via digital light synthesis for tough nanoparticle–elastomer composites. Adv. Mater. 32, 2001646 (2020).
Sirrine, J. M. et al. Functional siloxanes with photo-activated, simultaneous chain extension and crosslinking for lithography-based 3D printing. Polymer 152, 25–34 (2018).
Zheng, S., Zlatin, M., Selvaganapathy, P. R. & Brook, M. A. Multiple modulus silicone elastomers using 3D extrusion printing of low viscosity inks. Addit. Manuf. 24, 86–92 (2018).
Xiang, H. et al. UV-curable, 3D printable and biocompatible silicone elastomers. Prog. Org. Coat. 137, 105372 (2019).
Eckel, Z. C. et al. Additive manufacturing of polymer-derived ceramics. Science 351, 58–62 (2016).
Mac Murray, B. C. et al. Poroelastic foams for simple fabrication of complex soft robots. Adv. Mater. 27, 6334–6340 (2015).
Yuk, H. & Zhao, X. A new 3D printing strategy by harnessing deformation, instability, and fracture of viscoelastic inks. Adv. Mater. 30, 1704028 (2018).
Yirmibeşoğlu, O. D., Oshiro, T., Olson, G., Palmer, C. & Mengüç, Y. Evaluation of 3D printed soft robots in radiation environments and comparison with molded counterparts. Front. Robot. AI 6, 40 (2019).
Plott, J., Tian, X. & Shih, A. J. Voids and tensile properties in extrusion-based additive manufacturing of moisture-cured silicone elastomer. Addit. Manuf. 22, 606–617 (2018).
Plott, J. & Shih, A. The extrusion-based additive manufacturing of moisture-cured silicone elastomer with minimal void for pneumatic actuators. Addit. Manuf. 17, 1–14 (2017).
Formlabs, Formlabs Design Guide. https://archive-media.formlabs.com/upload/formlabs-design-guide.pdf (Accessed 29 Jul 2020).
Smay, J. E., Cesarano, J. & Lewis, J. A. Colloidal inks for directed assembly of 3-D periodic structures. Langmuir 18, 5429–5437 (2002).
He, Y. et al. Research on the printability of hydrogels in 3D bioprinting. Sci. Rep. 6, 1–13 (2016).
Ilievski, F., Mazzeo, A. D., Shepherd, R. F., Chen, X. & Whitesides, G. M. Soft robotics for chemists. Angew. Chem. Int. Ed. 50, 1890–1895 (2011).
O’Brien K. W. et al. Elastomeric passive transmission for autonomous force-velocity adaptation applied to 3D-printed prosthetics. Sci. Robot. 3 https://doi.org/10.1126/scirobotics.aau5543 (2018).
Sutera, S. P. & Skalak, R. The history of Poiseuille’s law. Annu. Rev. Fluid Mech. 25, 1–20 (1993).
Mold MaxTM 10T Product Information | Smooth-On, Inc. https://www.smooth-on.com/products/mold-max-10t/ (Accessed 31 May 2020).
ASTM D6862–11(2016) Standard Test Method for 90 Degree Peel Resistance of Adhesives. https://www.astm.org/Standards/D6862.htm (Accessed 31 May 2020).
Acknowledgements
The authors gratefully acknowledge John Walczak for technical support on pump control software development, David Perek for valuable guidance on UV LED circuit cooling, and Joe Aase for additive manufacturing support. The authors also would like to thank Facebook Reality Labs’ machine shop for their fabrication support and part supply.
Author information
Authors and Affiliations
Contributions
O.D.Y., T.W., K.H. and Y.M. created the project and planned the experiments. O.D.Y., T.W., L.S., R.M., carried out the experiments. O.D.Y., T.W., K.H., J.D. and Y.M. contributed the interpretation of the results and provided critical feedback. O.D.Y. took the lead in writing the manuscript with the support from T.W. All authors helped revise the manuscript.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Peer review information Communications Materials thanks the anonymous reviewers for their contribution to the peer review of this work. Primary Handling Editor: John Plummer. Peer reviewer reports are available.
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Yirmibesoglu, O.D., Simonsen, L.E., Manson, R. et al. Multi-material direct ink writing of photocurable elastomeric foams. Commun Mater 2, 82 (2021). https://doi.org/10.1038/s43246-021-00186-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s43246-021-00186-3
This article is cited by
-
Vision-controlled jetting for composite systems and robots
Nature (2023)
-
A multimaterial 3D printing-assisted micropatterning for heat dissipation applications
Advanced Composites and Hybrid Materials (2023)
