
Modern Powder Metallurgy: Chemical Composition Design for Improved Heat Resistant Alloys
by
 , ,
, ,
Igor Razumovskii
1,*,† ,
,
Alla Logacheva
1,
Vsevolod Razumovskiy
2,
Ivan Logachev
1 and
Mikhail Razumovsky
1,3
1
Joint Stock Company “Kompozit”, Pionerskaya Street 4, 141070 Korolev, Russia
2
Materials Center Leoben Forschung GmbH, Roseggerstrasse 12, 8700 Leoben, Austria
3
Department of Physical Chemistry, National University of Science and Technology (MISiS), Leninsky Prospect 4, 119049 Moscow, Russia
*
Author to whom correspondence should be addressed.
†
Corporation email address of Joint Stock Company “Kompozit” is [email protected] .
Metals 2021, 11(8), 1215; https://doi.org/10.3390/met11081215
Submission received: 20 June 2021
/
Revised: 24 July 2021
/
Accepted: 28 July 2021
/
Published: 30 July 2021
(This article belongs to the Special Issue Mesoscale Simulations for AM Alloys)
Abstract
:The modern approach to the design of heat-resistant metal alloys (HRAs) is analyzed, according to which the creep rupture characteristics of an alloy are mostly determined by the strength of interatomic bonding at grain boundaries (GBs) and in the bulk of a matrix phase. The main attention is paid to the concept of “low alloying additions” to polycrystalline alloys with transition metals, because of which the cohesive strength of the GBs and the cohesion energy of the alloy matrix are increased. This approach is especially important in relation to alloys obtained by powder metallurgy, which, in the compacted state, are fine-grained polycrystals. The methodology for calculating the key parameters of the theory (the energy of impurity segregation to the grain boundaries Egb and to the free surface Efs, as well as the values of the partial molar energy of the cohesion of the alloys) from the first principles is given. The results of applying the theory to the study of Ni-, Cr- and Ti-based alloys and the development of new HRAs based on them are presented. Typical defects in the microstructures of objects obtained using additive technologies (AT) and the application efficiency of standard methods of processing powder alloys (Hot Isostatic Pressing (HIP), heat treatment (HT)) to improve the microstructure and increase the mechanical properties are considered.
1. Introduction
Modern powder metallurgy (P/M) technologies are characterized using computer methods for designing new materials, starting from the stage of selecting the chemical composition of alloys and subsequent quality control of technological operations and the product throughout the production cycle. The development of aerospace technology requires constant improvement of the operational characteristics, reliability, and service life of aircraft structural elements. The critical parts of gas turbine engines are the blades and disks, the destruction of which puts the entire engine out of action. Blades and discs are usually made of nickel-based heat-resistant alloys (HRAs), the most important performance characteristics of which are creep and fatigue resistance [1,2,3,4].
One of the weakest elements of the microstructure of polycrystalline parts is the high-angle grain boundaries (GBs), which, in comparison with the bulk, are characterized by increased diffusion permeability [5,6], which leads to the acceleration of the creep of parts at high temperatures and loads. This is why one of the main achievements of the last few decades in the field of the production of blades made of Ni-based HRAs is the development of technology for casting single-crystal parts, which allows one to eliminate high-angle GBs.
However, single crystals are inferior to polycrystalline objects in another key characteristic, namely fatigue resistance, which is especially important for the operating conditions of gas turbine disks. Therefore, for the manufacture of disks from nickel HRAs, P/M technology is usually used, which makes it possible to obtain disks of aircraft and rocket engines with a fine-grained structure and a homogeneous chemical composition [7,8,9].
Additive technologies (AT) are included in the field of P/M, which are of particular interest for aerospace engineering, since AT makes it possible to synthesize finished products of complex shape from powders of structural and functional alloys using 3D computer models [10,11,12,13]. The essence of AT consists in the layer-by-layer synthesis of a model or finished product according to a digital computer-aided design (CAD) model, without the use of special technological equipment. Similar approaches can be easily seen in the construction industry, where huge objects are created from individual small bricks according to given drawings. As "bricks" in AT, powders of various materials are usually used, during the melting of which layers of the created object are formed.
The objects obtained from powders in the synthesized state are polycrystals, in which the "weakest" elements of the microstructure are high-angle GBs. GBs have a great influence on the performance characteristics of polycrystalline alloys, and their properties depend on the chemical composition. The chemical composition of the GBs in polycrystals may differ significantly from the average chemical composition of the alloy due to the segregation of some alloying elements and impurities to the GBs. There are several surfactant elements that can enrich GBs, which are referred to as “grain boundary elements“ [2]. GB elements in their turn can be divided into “useful“ microalloying additions and “harmful“ impurities. It is considered that “useful“ microalloying additions, such as boron, segregate to GBs and strengthen the interatomic bonds on the GB. “Harmful“ impurities also segregate to GBs but reduce their cohesive strength.
This is why it is practically important to develop the theory of "microalloying" for the P/M alloys with a focus on GB-active additions. In our opinion, the most powerful methodology that can simultaneously access the effect of the segregating elements on the GB cohesive properties and GB chemical composition is density functional theory (DFT)-based predictive computer modeling. Let us review below the main results of this theoretical approach and its capability to identify "useful" alloying elements that enrich GBs and increase their cohesive strength in several classes of alloys.
2. Theoretical Evaluation of the Effect of Alloying on the GB and Bulk Cohesion
The segregation energy is a basic thermodynamic quantity that determines the propensity of an alloying element to segregate to an interface and that can be directly calculated using DFT computational methods [14]. The sign of the energy (negative or positive) indicates whether the solute is more thermodynamically stable at the interface or in the bulk, and the absolute value indicates how strong this propensity is. The segregation energy can be efficiently used to calculate the equilibrium GB and bulk concentration of the alloy, using, for instance, the McLean segregation isotherm [15], if the initial composition of the considered alloy phase is known.
Once the segregation behavior (bulk/GB concentration) of the alloying element is known, its effect on the bulk or GB cohesive strength can be determined using two of the fundamental quantities: the work of separation [16] and the partial cohesive energy [17].
A theoretical solution to the evaluation of the cohesive strength of an interface has been proposed by Rice, Thomson, and Wang [18]. The Rice–Thomson–Wang approach is centered around the ideal work of interface (GB) separation, Wsep, which controls the mechanical strength of an interface [16]. Wsep is defined as the reversible work required to cleave a GB into two free surfaces (FSs):
where γgb and γfs are the energies of the respective GB and FSs per unit area.
Wsep = 2γfs − γgb
The segregation of the impurity to the GB changes the work of separation of the GB, and the cohesive strength of the GB containing the segregated solute can be calculated using the parameter η (also referred to as the strengthening energy) [19]:
where Wsep and Wsep (0) stand for the work of separation with and without segregating atoms and Γ is the interfacial excess of these atoms. Under special conditions, η can be calculated from DFT directly using the GB and free surface segregation energies of the solute atoms:
where Egb and Efs are the impurity segregation energies to the GB and the corresponding free surface, respectively.
η = (Wsep − Wsep (0))/Γ
η =Egb − Efs
The alloying elements remaining in the solid solution (matrix phase) affect its cohesive properties as well [17,19,20]. In Reference [17], the partial cohesive energy is proposed as a parameter suitable to characterize the contribution of a solute to the bond strengthening in the bulk of the matrix phase. Changes in the partial cohesive energy of the matrix phase upon alloying were found to possess a good correlation with the alloy resistance to creep rupture in Ni-based single crystal superalloys [17].
In the dilute limit approximation, the cohesive energy Ecoh can be presented as a sum of the cohesive energy of the major (matrix) element (for example, Ni), Ecoh(0), and the corresponding partial contributions from the alloy components, which can be directly calculated in DFT [17]:
Here, χi = ∂Ecoh/∂ci is the partial molar cohesive energy of the ith alloy component in the alloy and ε is the additional gain of the cohesive energy due to alloying. The partial molar cohesive energy χi characterizes the influence of an alloying element on the cohesion and consequently on the strength properties of the alloy. If χ is positive, the corresponding element should increase the cohesive energy and the strength of the alloy. The greater the value of χ, the more effectively the alloying element should increase the creep strength.
A combination of Egb, η, and χi provides one with a powerful composition design tool for HRAs. According to these criteria, the most "useful" alloying elements (at given conditions) should simultaneously increase the cohesive strength of the GB and the solid solution (matrix phase) during alloying. The inhomogeneous distribution of surfactant elements in the microstructure of the alloy due to GB segregation makes it possible to introduce "useful" additives into the alloy in small amounts. Such calculation-based concepts of micro- or low-alloying additions have been successfully implemented in the design of new face-centered cubic (fcc) Ni-, body-centered cubic (bcc) Cr-, and hexagonal close packed (hcp) Ti-based HRAs [17,19,20,21,22] and are presented and discussed in more detail below.
3. Results of the Technological Application
3.1. Titanium-Based Alloys
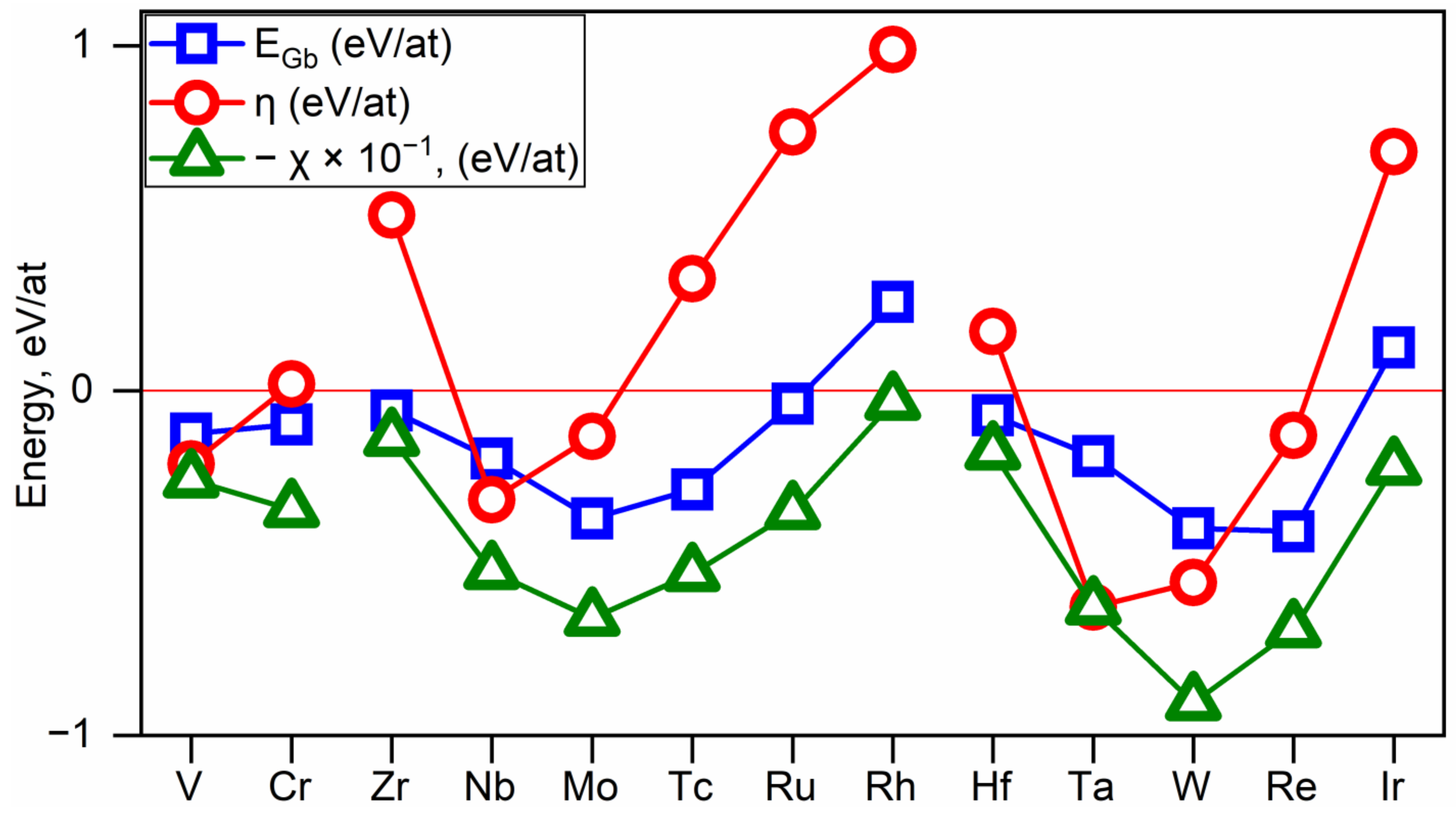
Calculated values of the parameters Egb, η, and χi for the segregation of refractory metals V, Cr, Zr, Nb, Mo, Ru, Hf, Ta, W, Re, and Ir on a special GB Σ 13[1 −1 0 0](1 1 −2 4) for the hcp phases of titanium are shown in Figure 1 [23].
It follows from Figure 1 that W, Ta, Re, Nb, Mo, and V contribute to the increase in the cohesive strength of both the α-matrix and the GB in titanium alloys with a hcp lattice. It is known that doping of titanium HRAs with a significant amount of W (5–7.5 wt.%) ensures the achievement of high heat resistance and the preservation of the working capacity of alloys up to a temperature of 750 °C when tested for durability and up to 800 °C under short-term loading [24]. In turn, the typical alloying element of titanium HRAs is Mo.
The chemical compositions of the titanium-based alloys under investigation are shown in Table 1.
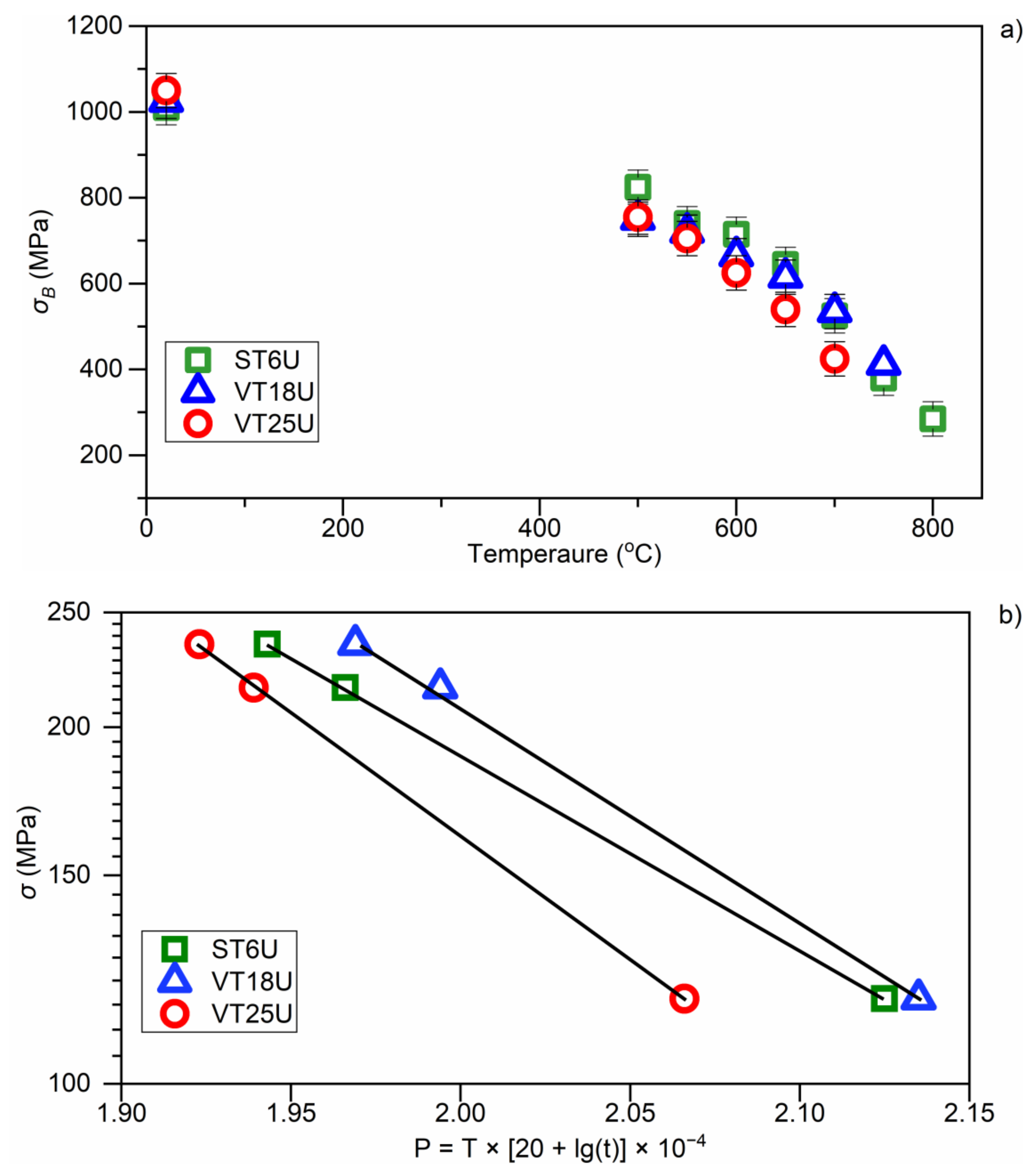
Of interest is the use of W, Ta, Re, Nb, Mo, and V as low-alloying additions, the introduction of which is especially important for strengthening the GB in titanium HRAs obtained by P/M. The results of applying this approach, obtained by the author [27] for the experimental alloy ST6U, are shown in Figure 2. Figure 2 demonstrates the values of the short-term and long-term strength (the Larson–Miller diagram; P = T × [20 + lg(t)]) of the experimental alloy ST6U in comparison with the titanium HRAs VT18U and VT25U [26].
The short-term strength σb of the experimental alloy ST6U in a wide temperature range of 20–800 °C is not inferior to the titanium alloys VT18U and VT25U; see Figure 2a. According to the results of tests for long-term strength at high test temperatures T and long time-to-rupture (large values of the parameter P), the experimental alloy ST6U is compared in long-term strength with the alloy VT18U and still exceeds the alloy VT25U—for example, at a temperature of 800 °C under a load of 118 MPa. Judging by the nature of the change in the characteristics of lg(σ) − P in the Larson–Miller diagram [23,27], the ST6U alloy has greater structural stability compared to its analogues.
3.2. Nickel-Based Alloys
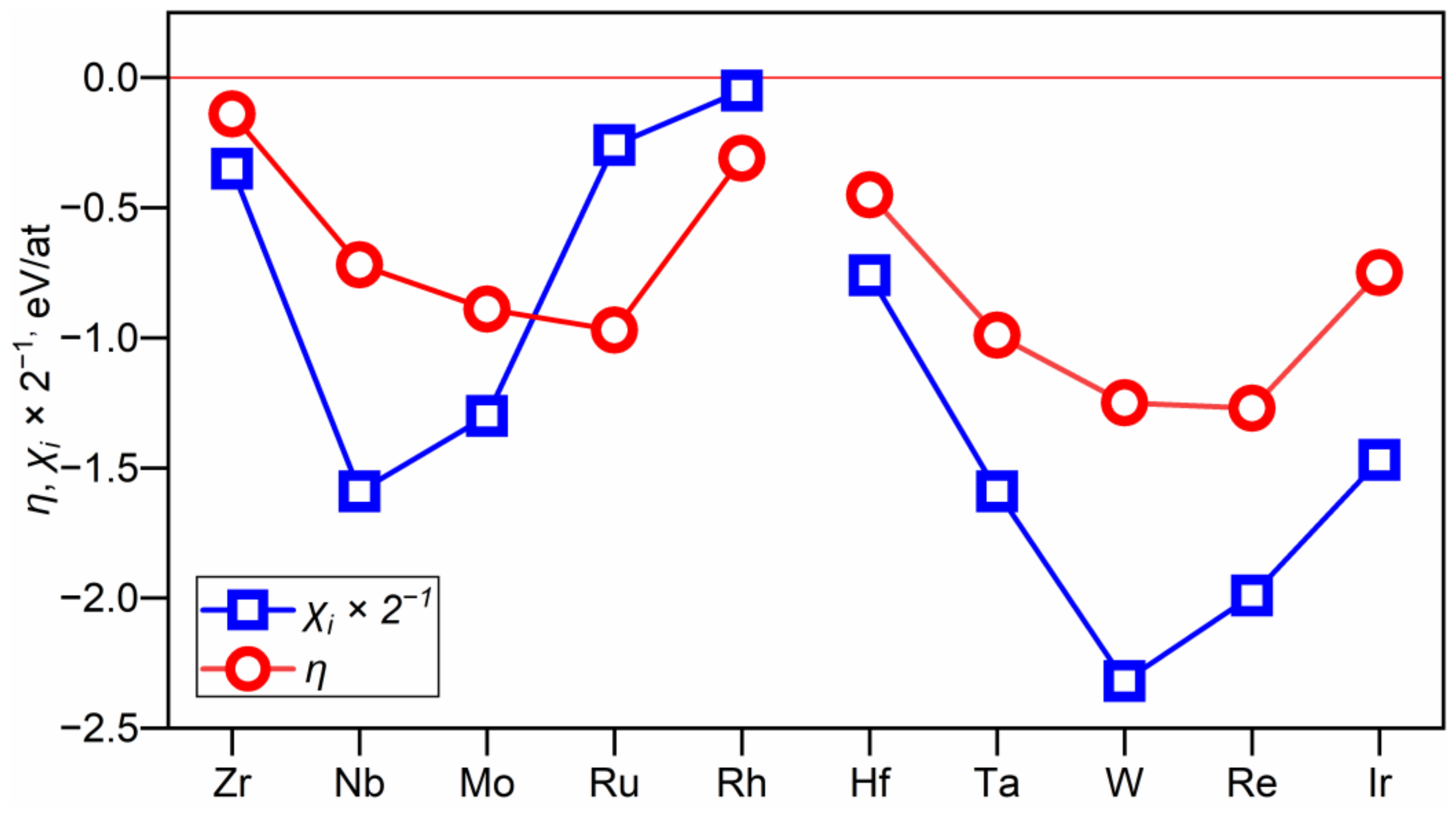
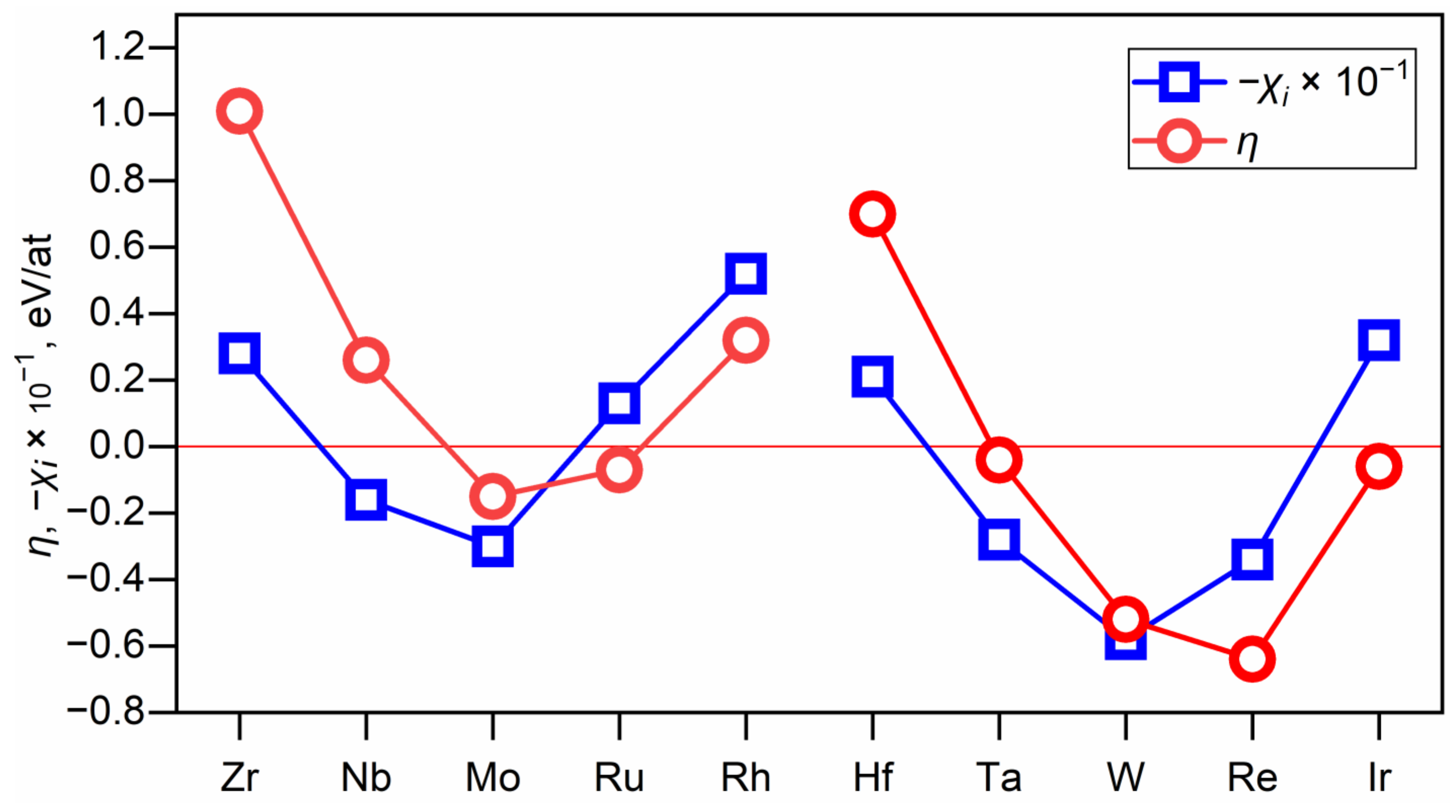
Figure 3 shows the results of calculating the parameters χi × 2−1 and η in nickel alloys doped with refractory transition metals (Zr, Nb, Mo, Ru, Rh, Hf, Ta, W, Re, and Ir); to study segregation, a special GB ∑5 (210)[100] of the nickel fcc lattice was used [19,23].
The authors [19,23] found that all the considered refractory metals are characterized by negative values of the Egb and η parameters in nickel alloys; that is, they tend to segregate to the GB and increase the cohesive strength of the GB. At the same time, refractory metals increase the cohesion energy of the matrix—a solid solution based on nickel; see Figure 3. Note the correlation in the behavior of the parameters η and χ when alloying nickel alloys with refractory metals. According to the favorable combination of a high tendency to GB segregation, the effect of strengthening of GB, and the increase in the cohesion energy of the matrix, the authors [19,23] distinguish Zr, Nb, Hf, and Ta among refractory metals, which were recommended for introduction as “low-alloying” additions in nickel HRAs obtained by P/M and having a fine-grained polycrystalline structure.
This approach was used by the authors [19,23,28] to improve the performance characteristics of the Ni-based superalloy EP741NP produced by P/M. To strengthen GBs, the recommended refractory metals (Zr, Nb, Hf, Ta) were introduced into the chemical composition of the EP741NP alloy in small amounts in the form of a package, which made it possible to form a new Ni-based superalloy, NGK6 [29]. The chemical compositions of the nickel-based alloys under investigation are shown in Table 2.
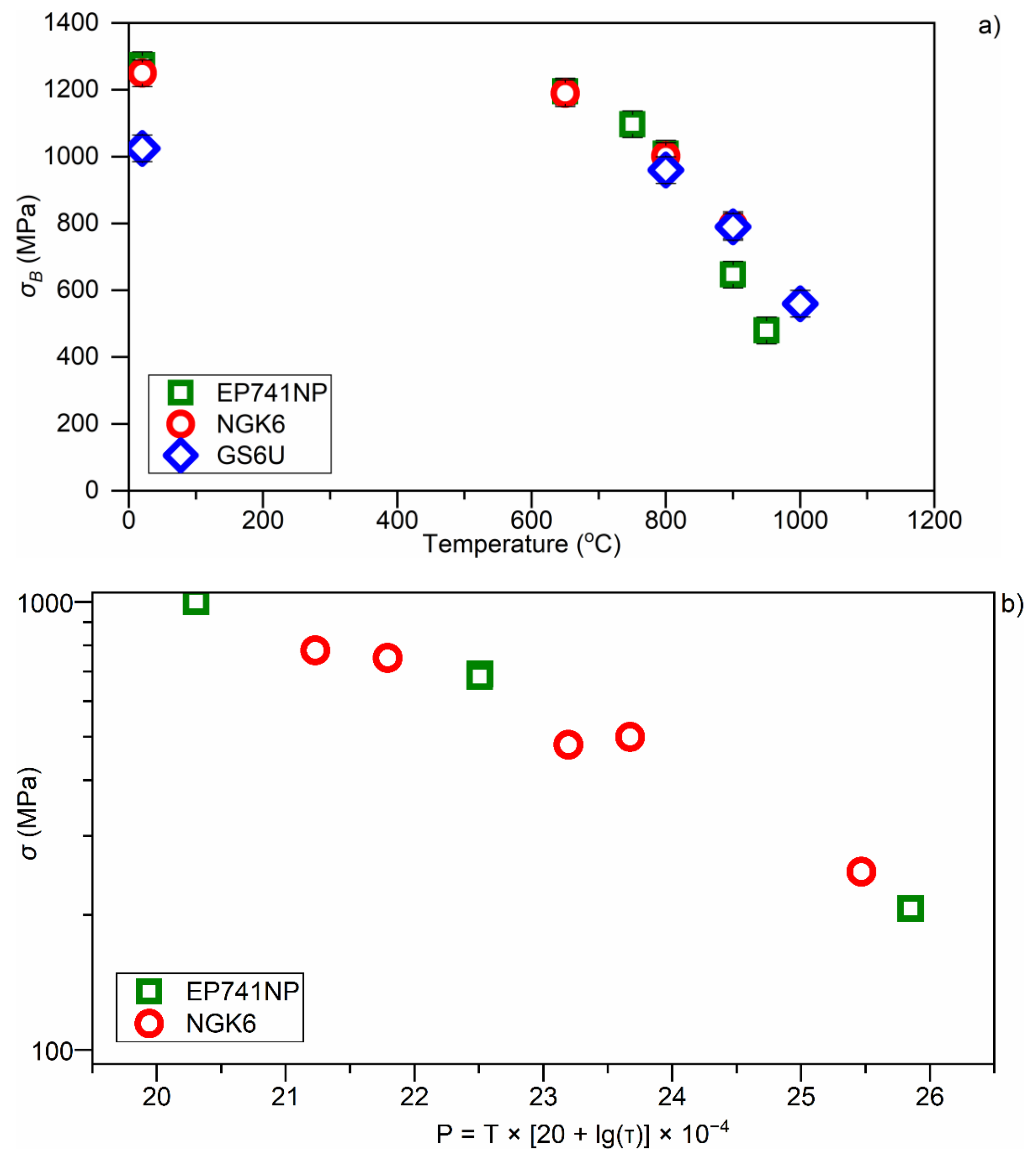
The results of measuring the mechanical properties of the experimental NGK6 alloy are presented in Figure 4 in comparison with similar data for cast GS6U and P/M EP741NP Ni-based superalloys [19,23].
At room temperature, both P/M alloys (EP741NP, NGK6) have a higher strength σb in comparison with the cast GS6U alloy (Figure 4a). However, this difference decreases with increasing temperature; at a temperature of approximately 800 °C, the values of σb of the cast and P/M alloys almost coincide. At 900 °C, the values of σb of the experimental P/M NGK6 alloy and the cast GS6U alloy continue to coincide and exceed the strength of the well-known EP741NP powder alloy by almost 150 MPa. The creep resistance indices of the EP741NP and NGK6 P/M alloys are shown in Figure 4b in the form of a Larson–Miller diagram. It follows from the diagram that, at high test temperatures T and long life τ (large values of parameter P), the experimental NGK6 P/M alloy tends to have better creep resistance than the well-known EP741NP P/M alloy.
3.3. Chromium-Based Alloys
Figure 5 shows the results of calculating the parameter for the segregation of refractory metals Zr, Nb, Mo, Ru, Hf, Ta, W, Re, and Ir on a special GB ∑5 (210)[100] BCC of the chromium lattice, as well as the values of the parameter χ [21,23].
From Figure 5, it follows that among 4d transition metals, only Mo is an effective strengthener of both the GB and the matrix volume, and among 5d strengtheners are Ta, W, and Re; Nb, Ru, and Ir are also noted, which strengthen the GB but, at the same time, slightly soften the BCC matrix.
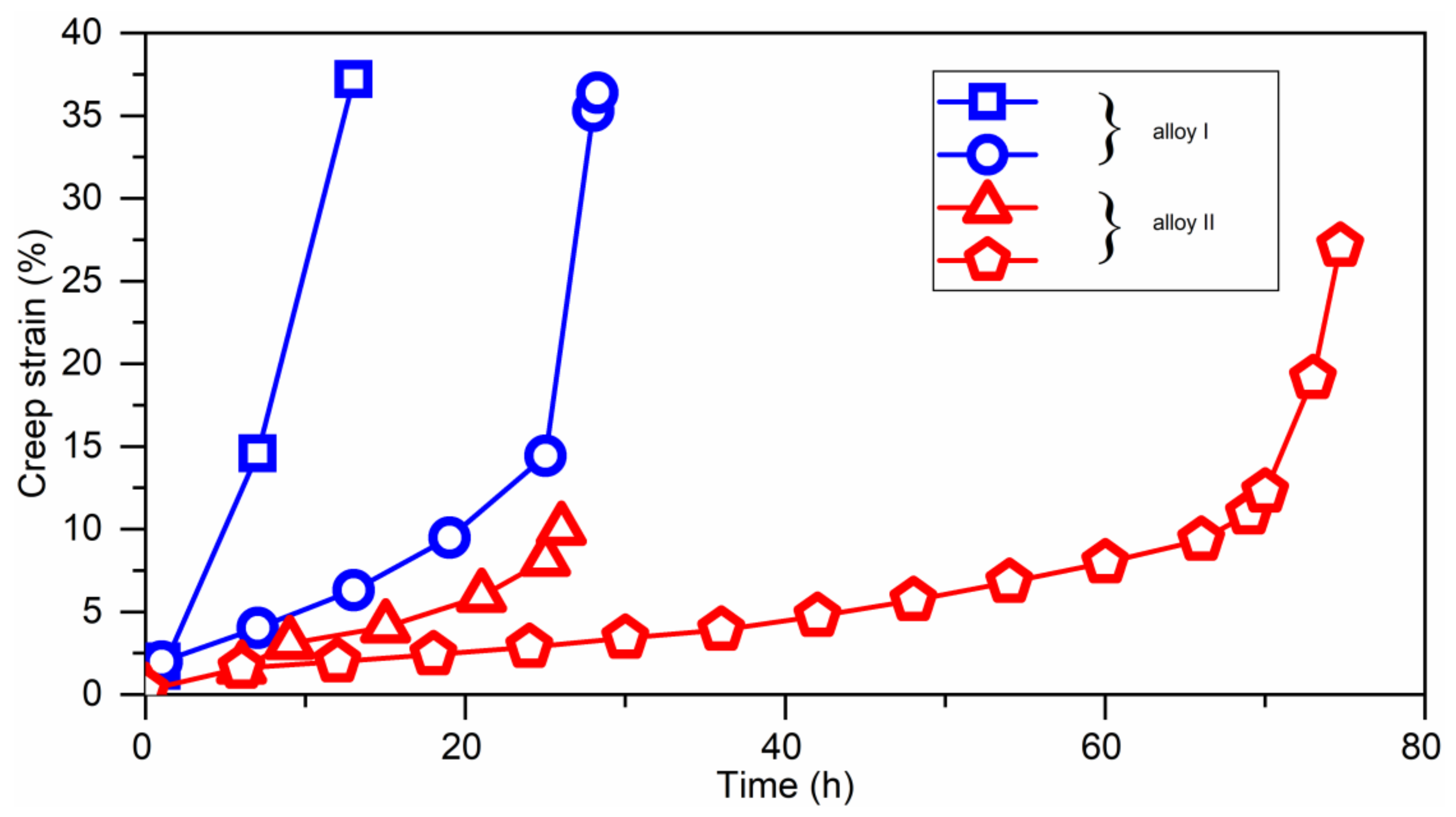
The obtained calculated data were used in [21] to modify the alloying system of the chromium–nickel HRA Cr-32.7 Ni-1.92 W-0.3 Ti-0.3 V (wt.%, alloy I), the structure of which consists of two main phases: solid solutions based on Cr (α) and Ni (γ). To increase the creep resistance of a two-phase α + γ structure, it is necessary to increase the cohesive strength of both phases. In chromium-based alloys, Mo, Ta, W, and Re can be used as effective strengtheners, and the effect of Nb, Ru, and Ir is multidirectional: these elements slightly soften the α matrix but increase the cohesive strength of the GB. Since Ta and Nb are both effective GB strengtheners in nickel, the authors [21,30] chose these elements as "useful" small additions in alloy I and obtained the following chemical composition of the experimental alloy II: (Cr-32.2 Ni-2.06 W-0.08 Ti-0.29 V) + [0.15 Ta, 0.16 Nb] (wt.%).
Figure 6 shows the results of creep tests at 800 °C for alloys I and II, which show a significant increase in the creep resistance of the experimental alloy II with the low-alloying additions (Ta, Nb) compared to the original alloy I.
4. Results of Experimental Studies of the GB Segregation
In addition to the theoretical estimation of GB segregation parameters, there are several experimental methods for measuring the segregation coefficient s, defined as
where cgb and c are the concentrations of the component on the GB and in the volume of the solid solution, respectively.
s = cgb/c
Experimental data on the segregation of transition metals to HRA interfaces are scarce. Nevertheless, there are some examples of studying segregation in nickel HRAs. GB microchemistry in Ni-based HRA Astroloy (alloying system Ni-Co-Cr-Mo-Al-Ti-Zr-B-C) was investigated by Blavette et al. [31]. Atom probe tomography revealed the presence of B, Mo, and Cr at GBs, which agrees well with theoretical predictions [19]. N18 Ni-based HRA (alloying system Ni-Co-Cr-Mo-Al-Ti-Hf-Zr-B-C) investigated in Reference [32] was fabricated by P/M. Transmission electron microscopy and atom probe tomography study were combined in order to characterize the structural type (high angle) and chemical composition of the GB under investigation. It was also observed that B, Mo, and Cr enriched the GB, whereas no segregation of Zr was found. More results on the influence of small additions of the “grain boundary elements”, such as B, C, and Zr, on the Ni-based HRAs’ performance can be found in the literature (see, for instance, Reference [2] for review).
The coefficient of GB segregation s can also be determined experimentally using a diffusion experiment. It consists in measuring the diffusion penetration profiles of a given element along the GB in different GB diffusion regimes—B and C—according to the Harrison classification [33].
The main idea of this approach is that in regime B (relatively high temperatures), processing of the experimental profile allows us to determine the value of the triple product of P = s×δ×Dgb (where Dgb is the GB diffusion coefficient, δ is the diffusion width of the GB, and s is the GB segregation coefficient). In regime C (low temperatures), the value of the GB diffusion coefficient Dgb can be determined. Thus, the combination of regimes B and C makes it possible to calculate the value of the GB segregation coefficient: s = P/(δDgb).
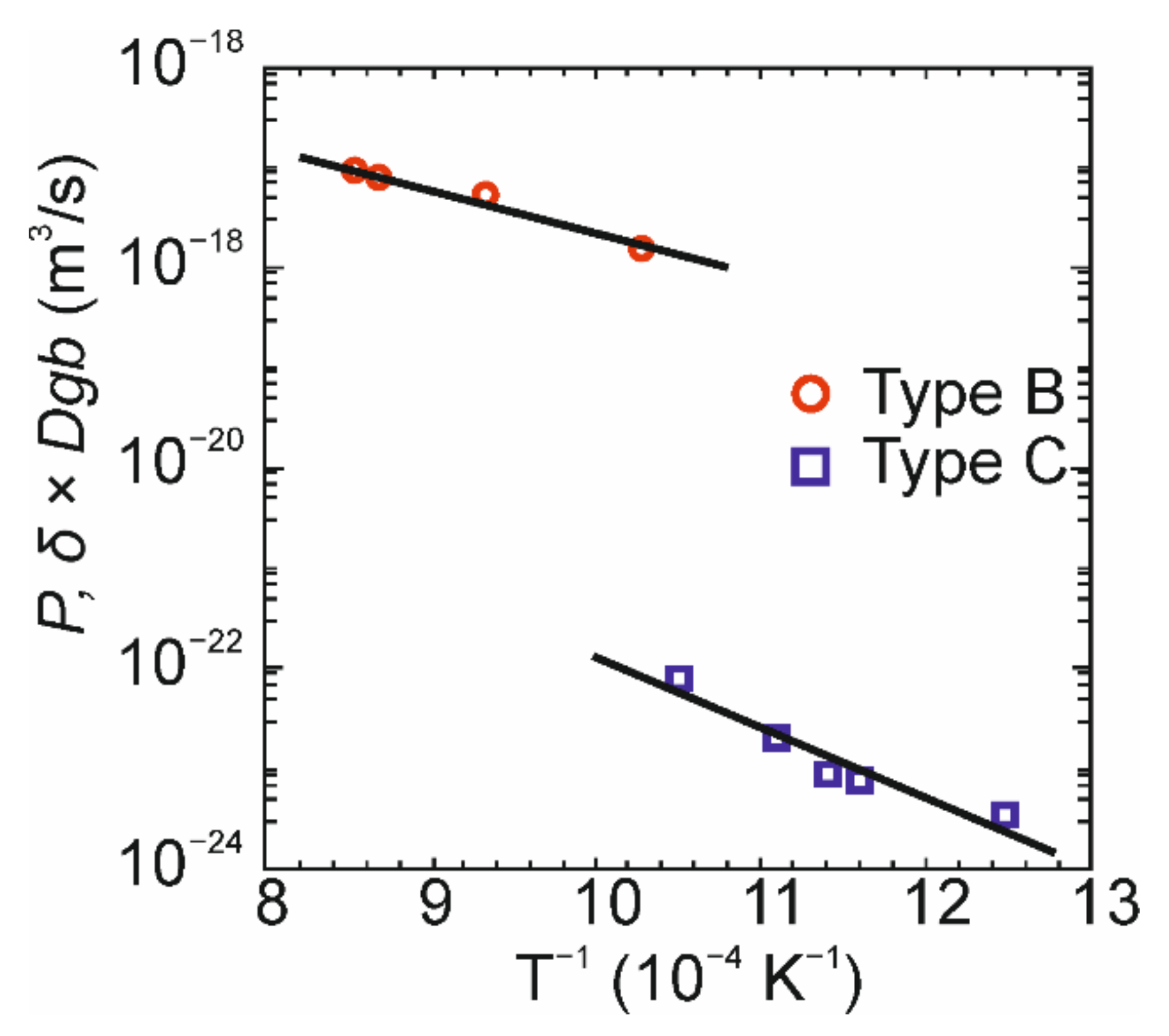
As an example of using a diffusion experiment to determine the GB segregation coefficient, the results are presented of [34], which investigated the diffusion of carbon (the radioactive isotope 14C) in niobium polycrystals. The temperature dependence of the grain boundary diffusion parameters obtained by the authors [34], measured in the diffusion regimes B and C, is shown in Figure 7.
Figure 7 shows that there is a significant difference between the values of the triple product P, extrapolated to the low-temperature region, and the value of δ × Dgb. The ratio of P to δ × Dgb is equal to the GB segregation coefficient s, the temperature dependence of which, as shown in Figure 7, corresponds to the Arrhenius equation:
with an enthalpy of segregation Hs = 49.9 kJ/mol and an s value of the order of 103 at (0.35–0.5), Tm (Tm is the melting point Nb). R is universal gas constant.
s = 4.7 × exp [Hs/(R × T)]
In [35], a detailed comparison of the parameters of the GB segregation of elements determined by the diffusion experiment and the calculation from the first principles in the framework of the density functional theory (DFT) is carried out. The authors [35] investigated the characteristics of segregation of several elements—Ag, Au, Se, Ge, Ni, Co, and Bi—on GB in copper. It is shown that in the case of model objects—Cu bicrystals for diffusion and a special GB Σ5 (210)[100] for DFT calculations—a good correlation is observed between the theoretical and experimental data in the case of Ag and Bi. According to the authors [35], a combination of experimental and theoretical studies is the best way to study the segregation of components at the interfaces of solids.
5. Defects and Properties of Additive Objects
The method of constructing an object by sequentially applying layers of material to the substrate makes AT similar to traditional technologies for applying protective coatings to the surfaces of parts. In some methods of applying protective coatings to the surface, technological techniques typical of modern AT are used: laser and electron-beam cladding. This technological proximity indicates the possibility of using the extensive experience gained in cladding to improve the quality of AT objects.
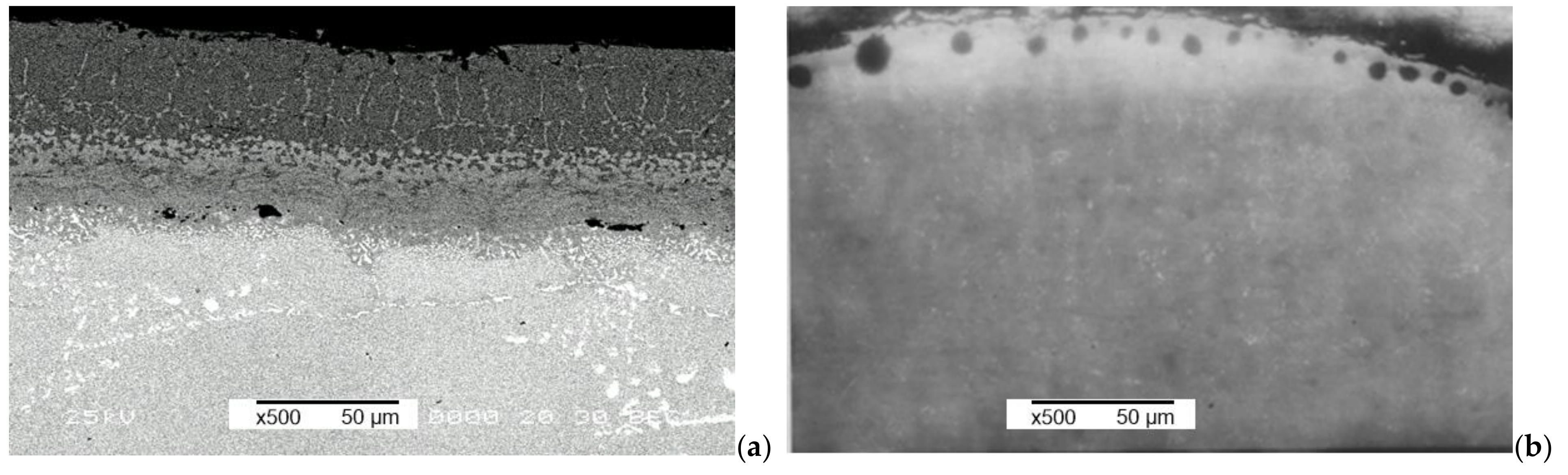
Heat-resistant aluminide coatings are usually used to protect the surface layer of blades made of Ni-based superalloys [36]. In [37], a composite coating was used to protect the surfaces of single-crystal blades made of GS32 superalloy; see Table 2. As the first layer, an alloy of the Ni-Cr-Al-Ta-W-Hf-Si-Y alloying system was used, which was applied to the surface by electric arc cathode sputtering. To obtain the second layer, aluminizing was performed in a gas medium containing aluminum halides at a temperature of 1000 °C. Thus, a composite protective coating was created on the surfaces of the blades; see Figure 8. Characteristic defects in the zone of diffusion interaction of the coating with the protected material are micropores, as seen in Figure 8a, which have a negative effect on the protective properties of the coatings. During the operation of a gas turbine engine at elevated temperatures, micropores coagulate, as seen in Figure 8b, which causes the protective coating to peel away from the surface of the blade. These phenomena eventually reduce the performance of the blades.
Hot isostatic pressing (HIP) is a universal method of densification for both the cast structure of gas turbine engine blades and protective coatings [37,38]. The results of quantitative characterization of the porosity in the protective coating on the outer surface of the blade before and after the HIP demonstrate that in the initial state of the coating layer, pores up to 8 microns in size are observed. The use of HIP reduces the maximum pore size to ~1.5 microns, while completely healing at a fine porosity of <0.5 microns. The “healing” of pores and microcracks in the protective coating area with the help of HIP is accompanied by an improvement in the fatigue strength of the gas turbine engine blades [39].
Considering the analogy of the processes of the formation of composite coatings and the synthesis of AT objects, it seems appropriate to use HIP for treating additive parts [39,40]. When predicting the impact of HIP on the structure and properties of the material, it should be borne in mind that during the HIP process, both positive and negative changes in the material can occur in terms of performance characteristics. The positive effect is both complete and partial removal of the pores, which usually leads to improved performance characteristics.
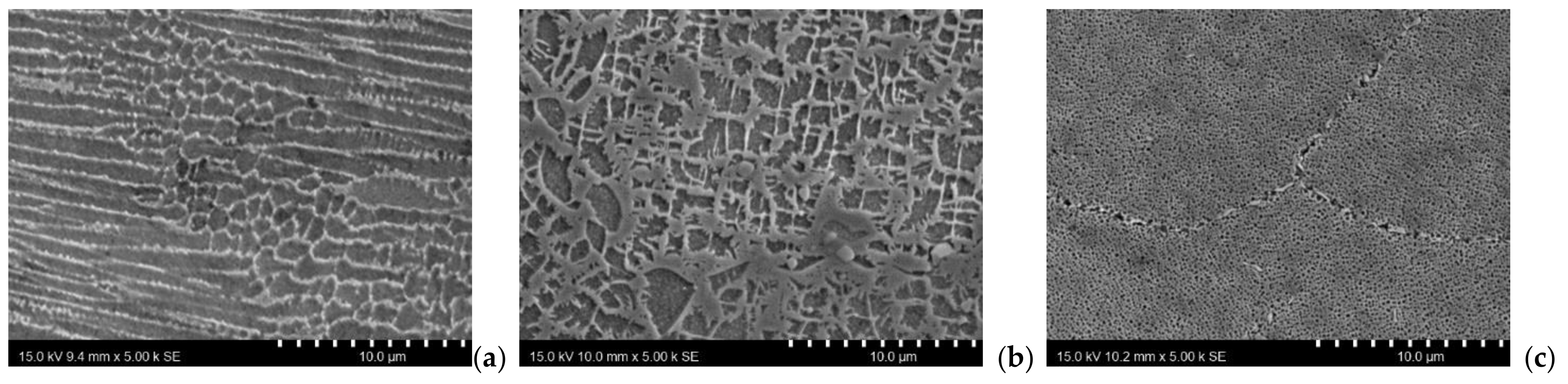
However, in the process of HIP in both cast alloys and additive objects, the optimal microstructure is usually not formed, but is provided by a special heat treatment (HT). Figure 9 shows the microstructure of Ni-based superalloy EP741NP, obtained by selective laser melting (SLM). In the initial as-built state, as shown in Figure 9a, a layered microstructure is observed, the characteristic defects of which are different types of pores [41]. After HIP, applied to heal the porosity, a "rough" irregular γ-γ’- microstructure is formed with a particle size of the γ’- phase of up to 4 microns (Figure 9b, SLM + HIP). The complex treatment (Figure 9c, SLM + HIP + HT) ensures the formation of a regular γ-γ’- microstructure typical of HRAs, with a uniform distribution in the matrix of γ’-phase particles with a size of around 0.3 microns. This microstructure is optimal for the EP741NP Ni-based HRAs, obtained using traditional P/M technology.
Table 3 demonstrates the mechanical properties of the EP741NP alloy obtained by the SLM method in various states. For the EP741NP alloy, a significant increase in the ultimate tensile strength (UTS) is observed after each processing stage. The increase in the strength of additive objects after HIP can be associated with the densification of the microstructure due to the removal of various types of pores. However, the HIP does not ensure the formation of an optimal γ-γ’- microstructure in the alloy or the achievement of maximum strength. A regular γ-γ’- microstructure with an optimal particle size of the γ'- phase is formed in the case when AT objects are subjected to heat treatment after HIP.
A large-scale quantitative study of the porosity in the Ni-based superalloy EP648 obtained by various methods—by means of deformation, investment casting, and selective laser melting—was carried out in [42]. The results of quantitative metallographic analysis of porosity in samples obtained by various methods are shown in Table 4.
The data in Table 4 demonstrate that in the AT objects (SLM) in the initial state, the volume fraction of pores is two times greater than in the cast and an order of magnitude greater than in the deformed one. However, after the HIP, it decreases sharply, and after complete heat treatment, the volume fraction and the number of pores of the synthesized and deformable material are at the same level. This confirms the need for a HIP for parts manufactured by the SLM method.
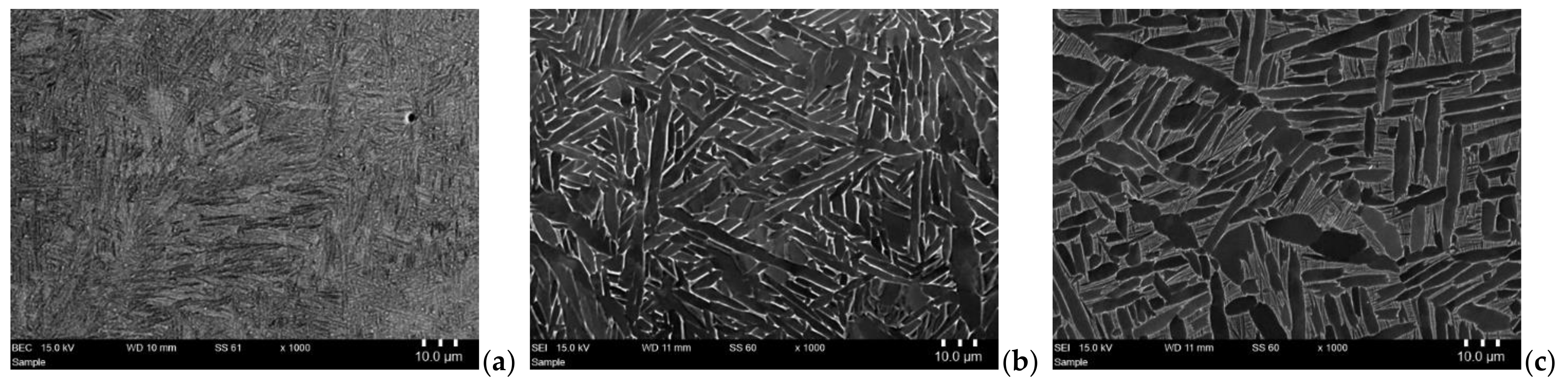
The microstructure of the electron beam melted (EBM) Ti-based alloy VT6S in various states is shown in Figure 10 [41]. In the as-built state (EBM), a lamellar (α + β) structure is observed, which is significantly more dispersed compared to the cast and deformed states; see Figure 10a. Carrying out the HIP leads to a decrease in porosity, but at the same time, there is a coarsening of the microstructure, as seen in Figure 10b, which can be further changed by heat treatment; see Figure 10c. The mechanical properties of the alloy in various states are shown in Table 5.
6. Conclusions
A modern approach to the design of polycrystalline Ni-, Ti-, and Cr-based HRAs is analyzed. It is assumed that the creep rupture characteristics of HRAs are mostly determined by the strength of interatomic bonding at grain boundaries (GBs) and in the bulk of the matrix. The key parameters of the theory are the impurity segregation energy at the GB Egb, the strengthening of the boundary because of this segregation η, and the partial molar cohesive energy of the ith alloy component in the alloy χi. All these parameters can be determined using first-principle calculations within the framework of the density functional theory. The results of calculating the parameters of the cohesive strength of Ni-, Cr-, and Ti-based alloys presented in this paper make it possible to identify transition metals that are "useful" for these alloys, use them to modify the alloying system of HRAs, and obtain a series of new HRAs protected by several patents. It is precisely such modified alloys with reinforced GB that can be recommended for obtaining additive objects that are characterized by a developed system of internal interface surfaces.
Author Contributions
I.R. and A.L. formulated the idea of this work and wrote all the sections, except for Section 2 and Section 5. Theoretical Section 2 was written by V.R. Section 5 of this paper, focusing on the additive objects, was prepared and written by I.L. and M.R. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the Russian Foundation for Basic Research, Grant No. 20-03-00387.
Data Availability Statement
Not applicable.
Acknowledgments
The funding of Russian Foundation for Basic Research (Grant No 20-03-00387) is gratefully acknowledged.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Sims, C.; Stoloff, N.; Hagel, W. Superalloys II; John Wiley: New York, NY, USA, 1987. [Google Scholar]
- Reed, R. The Superalloys. Fundamentals and Applications; Cambridge University Press: New York, NY, USA, 2006. [Google Scholar] [CrossRef]
- Kablov, E. Cast Blades of Gas Turbine Engines: Alloys, Technologies, Coatings; MISiS: Moscow, Russia, 2001. (In Russian) [Google Scholar]
- Logunov, A. Nickel Superalloys for Gas Turbine Blades and Disks; Izd. Dom Gazoturb. Tekhnol.: Rybinsk, Russia, 2017. (In Russian) [Google Scholar]
- Bokstein, B.; Mendelev, M.; Srolovitz, D. Thermodynamics and Kinetics in Materials Science; Oxford University Press: Oxford, UK, 2005. [Google Scholar]
- Bokshtein, S.; Ginsburg, S.; Razumovskii, I.; Kishkin, S.; Stroganov, G. Autoradiography of Interfaces and Structural Stability of Alloys; Metallurgiya: Moscow, Russia, 1987. (In Russian) [Google Scholar]
- Koptev, Y.N. (Ed.) 50 Years Ahead of the Century; Ross. Kosm. Agentstvo: Moscow, Russia, 1998. (In Russian) [Google Scholar]
- Beresnev, A.; Logunov, A.; Logacheva, A.; Razumovskii, I. Powder and granular materials. Tekhn. Met. 2009, 12, 24–37. [Google Scholar]
- Garibov, G.; Vostrikov, A. Current trends of PM superalloys discs production technology for gas turbine engines. In Proceedings of Conference on Hot Isostatic Pressing; SF2M Editor: Paris, France, 2005; pp. 86–91. [Google Scholar]
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies: Rapid Prototyping to Direct Digital Manufacturing; Springer Science & Business Media: Berlin, Germany, 2009; p. 484. [Google Scholar]
- Murr, L.; Gaytan, S. Electron beam melting. Compr. Mater. Process. 2014, 10, 135–161. [Google Scholar]
- Gladush, G.; Smurov, I. Physics of Laser Materials Processing: Theory and Experiment; Springer Series in Materials Science; Springer: Berlin, Germany, 2011; Volume 146, p. 534. [Google Scholar]
- Gu, D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Sutton, A.; Balluffi, R. Interfaces in Crystalline Materials. Monographs on the Physics and Chemistry of Materials; Oxford University Press: Oxford, UK, 1995. [Google Scholar]
- Scheiber, D.; Razumovskiy, V.; Puschnig, P.; Pippan, R.; Romaner, L. Ab initio description of segregation and cohesion of grain boundaries in W25 at.% Re alloys. Acta Mater. 2015, 88, 180–189. [Google Scholar] [CrossRef]
- Lejcek, P. Grain Boundary Segregation in Metals; Springer Series in Materials Science; Springer: Berlin, Germany, 2010. [Google Scholar]
- Razumovskii, I.; Ruban, A.; Razumovskiy, V.; Logunov, A.; Larionov, V.; Ospennikova, O.; Poklad, V.; Johansson, B. New generation of Ni-based superalloys designed on the basis of first-principles calculations. Mater. Sci. Eng. A 2008, 497, 18–24. [Google Scholar] [CrossRef]
- Rice, J.; Wang, J.-S. Embrittlement of interfaces by solute segregation. Mater. Sci. Eng. A 1989, 107, 23–40. [Google Scholar] [CrossRef]
- Razumovskiy, V.; Lozovoi, A.; Razumovskii, I. First principles aided design of a new Ni-base superalloy: Influence of transition metal alloying elements on grain boundary and bulk cohesion. Acta Mater. 2015, 82, 369–377. [Google Scholar] [CrossRef]
- Razumovskiy, V.; Lozovoi, A.; Ruban, A.; Razumovskii, I. Analysis of the alloying system in Ni-base superalloys based on ab initio study of impurity segregation to Ni grain boundary. Adv. Mater. Res. 2011, 278, 192–197. [Google Scholar] [CrossRef] [Green Version]
- Razumovskiy, V.; Scheiber, D.; Butrim, V.; Trushnikova, A.; Varlamova, S.; Razumovskii, I.; Beresnev, A. New Cr-Ni-base alloy for high-temperature applications designed based on first principles calculations. Adv. Condens. Matter Phys. 2018, 2018. [Google Scholar] [CrossRef] [Green Version]
- Logacheva, A.; Logachev, I.; Razumovskii, V.; Razumovskii, I.; Kosyrev, K. Development of a theoretical procedure for assessing the balance of the chemical composition of a high-temperature titanium alloy of a next generation and the creation on this basis of a technique for optimizing the compositions of titanium alloys. Titanium 2012, 4, 27–31. [Google Scholar]
- Razumovskii, I.; Razumovskiy, V.; Logachev, I.; Rodin, A.; Razumovsky, M. Segregation of refractory metals at grain boundaries in high-temperature alloys. Russ. Metall. (Metally) 2020, 11, 1292–1299. [Google Scholar] [CrossRef]
- Beresnev, A.; Kobeleva, V.; Logunov, A.; Logacheva, A.; Logachev, A.; Razumovskii, I.; Sokolov, V. Heat-Resistant Titanium Alloy. Russian Patent No. 2396366, 8 October 2010. [Google Scholar]
- Ilyin, A.; Kolachev, B.; Polkin, I. Titanium Alloys. Composition, Structure, and Properties; VILS–MATI: Moscow, Russia, 2009. [Google Scholar]
- Arzamasov, B.; Solov’yeva, T. (Eds.) Spravochnik po Konstruktsionnym Materialam [Handbook on Construction Materials]; Bauman MSTU Publ.: Moscow, Russia, 2006. (In Russian) [Google Scholar]
- Logachev, I. Investigation of the Alloying and Melting of A High-Temperature ST6U Titanium Alloy to Improve the Technology and to Increase the Service Characteristics of the Finished Product. Ph.D. Dissertation, MISiS, Moscow, Russia, 2014. [Google Scholar]
- Razumovskiy, V.; Beresnev, A.; Logacheva, A.; Razumovskii, I. Theoretical analysis of the alloying system and the principles of creating the next generation of nickel superalloys by granular metallurgy. Tsvetn. Met. 2012, 6, 63–67. [Google Scholar]
- Beresnev, A.; Logacheva, A.; Logachev, A.; Logunov, A.; Razumovskii, I.; Taran, P. Heat-resistant granular Ni-based alloy containing C, Cr, Co, W, Mo, Ti, Al, Nb, Ta, Hf, B, Zr, Ce, La, Yt and Ni in specific weight percentage. Russian Patent No. 2396366, 2010. [Google Scholar]
- Butrim, V. Technological aspects of improving the properties and quality of semifinished products made of chromium-based alloys for space technology products. Tekhn. Legk. Splavov 2015, 2, 95–104. [Google Scholar]
- Blavette, D.; Duval, P.; Letellier, L.; Guttmann, M. Atomic-scale APFIM and TEM investigation of grain boundary microchemistry in Astroloy nickel base superalloys. Acta Mater. 1996, 44, 4995–5005. [Google Scholar] [CrossRef]
- Lemarchand, D.; Cadel, E.; Chambreland, S.; Blavette, D. Investigation of grain-boundary structure-segregation relationship in an N18 nickel-based superalloy. Philos. Mag. A 2002, 82, 1651–1669. [Google Scholar] [CrossRef]
- Harrison, L. Influence of dislocations on diffusion kinetics in solids with particular reference to the alkali halides. Trans. Faraday Soc. 1961, 57, 1191–1199. [Google Scholar] [CrossRef]
- Bokstein, B.; Razumovskii, I. Grain boundary diffusion and segregation in interstitial solid solutions based on BCC transition metals: Carbon in niobium. Interface Sci. 2003, 11, 41–49. [Google Scholar] [CrossRef]
- Razumovskiy, V.; Divinski, S.; Romaner, L. Solute segregation in Cu: DFT vs. Experiment. Acta Mater. 2018, 147, 122–132. [Google Scholar] [CrossRef]
- Abraimov, N.; Eliseev, Y. Chemical and Thermal Treatment of Heat-Resistant Steels and Alloys; Intermet Engineering: Moscow, Russia, 2001. [Google Scholar]
- Beresnev, A.; Marinin, S.; Razumovskii, I.; Butrim, V.; Tikhonov, A. Hot isostatic pressing of single-crystal blades of gas turbine engines with protective composite coatings. Compos. Mater. Constr. 2014, 2, 20–23. [Google Scholar]
- Beresnev, A. The effect of hot isostatic pressing on the structure and properties of cast polycrystalline blades of gas turbine engines made of heat-resistant nickel alloys. Russ. Metall. (Metally) 2012, 11, 1292–1299. [Google Scholar]
- Beresnev, A.; Razumovskii, I. Hot isostatic pressing for additive manufacturing. Addit. Technol. 2017, 4, 50–54. [Google Scholar]
- Moussaoui, K.; Rubio, W.; Mousseigne, M.; Sultan, T.; Rezai, F. Effects of selective laser melting additive manufacturing parameters of inconel 718 on porosity, microstructure and mechanical properties. Mater. Sci. Eng. A 2018, 735, 182–190. [Google Scholar] [CrossRef] [Green Version]
- Sentyurina, Z.A.; Logacheva, A.I.; Gusakov, M.S.; Logachev, I.A. Promising directions of research in the field of additive technologies implemented by JSC «Kompozit». In Proceedings of the 14-th International Conference «Novie Materiali I Tehnologii: Poroshkovaya Metallurgiya, Kompozicionnie Materiali, Zashitnie Pokritiya, Svarka», Minsk, Belarus, September 9–11 2020; pp. 604–608. (In Russian). [Google Scholar]
- Ospennikova, O.; Min, L.; Rogalev, A.; Vadeev, B. Investigation of the chemical composition, structure, and mechanical properties of the EP648 alloy obtained by deformation, investment casting, and selective laser melting. Quest. Mater. Sci. 2020, 1, 44–54. [Google Scholar]
Figure 1.
The values of the parameters Egb, η, and χi for α-titanium (hexagonal close packed) [23]. (Reproduced with permission from Razumovskii IM [23]. Copyright (2020) Pleiades Publishing, Ltd.).

Figure 2.
Mechanical testing of the ST6U alloy: (a) tensile strength as a function of temperature; (b) the Larson–Miller diagram [23,27]. (Reproduced with permission from Razumovskii IM [23]. Copyright (2020) Pleiades Publishing, Ltd.).

Figure 3.
The values of the parameters are χi × 2−1 and η (eV/at.) when alloying nickel alloys with refractory transition metals [23]. (Reproduced with permission from Razumovskii IM [23]. Copyright (2020) Pleiades Publishing, Ltd.).

Figure 4.
Mechanical testing of the Ni-based superalloys: (a) tensile strength as a function of temperature; (b) the Larson-Miller parameters P = T × [20 + log(t)] × 10−4 for P/M NGK-6 (circles), cast GS6U (diamonds) and P/M EP741NP (triangles) [19]. (Reproduced with permission from Razumovskii IM [23]. Copyright (2020) Pleiades Publishing, Ltd.).
Figure 4.
Mechanical testing of the Ni-based superalloys: (a) tensile strength as a function of temperature; (b) the Larson-Miller parameters P = T × [20 + log(t)] × 10−4 for P/M NGK-6 (circles), cast GS6U (diamonds) and P/M EP741NP (triangles) [19]. (Reproduced with permission from Razumovskii IM [23]. Copyright (2020) Pleiades Publishing, Ltd.).

Figure 5.
Influence of refractory metals on the cohesive strength of the solid solution χ and the grain boundary in chromium-based alloys [21,23]. (Reproduced with permission from Razumovskii IM [23]. Copyright (2020) Pleiades Publishing, Ltd.).

Figure 6.
Creep curves at a temperature of 800 °C and a load of 100 (blue icons) and 140 MPa (red icons) for alloys I and II [21,23]. (Reproduced with permission from Razumovskii IM [23]. Copyright (2020) Pleiades Publishing, Ltd.).

Figure 7.
The temperature dependence of the parameters P and δ × Dgb (δ = 0.5 nm) for the diffusion of 14C along the GB in niobium, measured in regimes B and C [34]. (Reproduced with permission from Razumovskii IM [34]. Copyright (2003) Springer.).

Figure 8.
Composite coating on the outer surface of the blade with pores; (a) initial state, (b) after long-term use [37]. (Reproduced with permission from Razumovskii IM [37]. Copyright (2014) The Scientific and Technical Center of the Defense Complex “Kompas”).

Figure 9.
Evolution of the microstructure of the Ni-based superalloy EP741NP, obtained by the SLM method: (a) as-built state (SLM); (b) after HIP (SLM + HIP); (c) after heat treatment (SLM + HIP + HT).
Figure 9.
Evolution of the microstructure of the Ni-based superalloy EP741NP, obtained by the SLM method: (a) as-built state (SLM); (b) after HIP (SLM + HIP); (c) after heat treatment (SLM + HIP + HT).

Figure 10.
Microstructure of the electron beam melted Ti-based alloy VT6S in different states: (a) as-built state (EBM); (b) after HIP (EBM + HIP); (c) after heat treatment (EBM + HIP + HT). (Reproduced with permission from Logacheva AI [41]).
Figure 10.
Microstructure of the electron beam melted Ti-based alloy VT6S in different states: (a) as-built state (EBM); (b) after HIP (EBM + HIP); (c) after heat treatment (EBM + HIP + HT). (Reproduced with permission from Logacheva AI [41]).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti-Based Alloys | Chemical Alloy Composition, wt.% | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Alloy grade | Al | V | Sn | Zr | Mo | Nb | Si | W | Hf |
| VT6 | 5.3–6.8 | 3.5–5.3 | - | - | - | - | - | - | - |
| VT6S | 5.3–6.5 | 3.5–4.5 | - | - | - | - | - | - | - |
| VT18U | 6.5 | - | 2.5 | 4.0 | 0.6 | 1.0 | 0.15 | - | - |
| VT25U | 6.5 | - | 1.8 | 3.8 | 4.0 | - | 0.2 | 1.0 | - |
| ST6U | 5.0–7.5 | - | - | 3.0–5.0 | - | - | - | 5.0–7.5 | 0.005–0.2 |
Note: VT6 and VT6S alloys are discussed in Section 5.
Table 2.
Chemical compositions of Ni-based alloys [4].
Table 2.
Chemical compositions of Ni-based alloys [4].
| Ni-Based Alloys | Chemical Alloy Composition, wt.% | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Alloy grade | Cr | Co | W | Mo | Al | Ti | Ta | Nb | Hf | Re | Nb | B | C | Ce |
| NGK6 | 4.5 | 12.0 | 9.0 | 4.0 | 4.7 | 2.2 | 1.5 | 1.7 | 0.5 | 0.04 | - | |||
| EP741NP | 9.2 | 16.1 | 6.7 | 2.6 | 4.8 | 1.5 | - | 1.4 | - | 0.06 | - | |||
| GS6U | 9.0 | 9.5 | 10.2 | 1.8 | 5.6 | 2.4 | - | 1.0 | 0.04 | 0.17 | - | |||
| GS32 | 4.9 | 9.0 | 8.5 | 1.0 | 5.9 | - | 4.0 | - | - | 4.0 | 1.6 | 0.02 | 0.15 | 0.025 |
| EP648 | 33.05 | - | 4.79 | 2.80 | 0.84 | 0.77 | - | 0.76 | - | - | - | - | 0.10 | - |
Table 3.
Evolution of the mechanical properties of the Ni-based superalloy EP741NP obtained by the SLM method during subsequent HIP and HT.
Table 3.
Evolution of the mechanical properties of the Ni-based superalloy EP741NP obtained by the SLM method during subsequent HIP and HT.
| Sample Status | Ultimate Tensile Strength UTS σB, MPa | Yield Strength σ0.2, MPa | Elongation δ, % |
|---|---|---|---|
| SLM | 1083 ± 27 | 853 ± 16 | 10.5 ± 4.3 |
| SLM + HIP | 1292 ± 25 | 811± 5 | 24.9 ± 1.3 |
| SLM + HIP + HT | 1455 ± 52 | 1023 ± 34 | 21.4 ± 6.7 |
| Standard P/M | 1275 | 834 | 13 |
Table 4.
Porosity characteristics of Ni-based superalloy EP648 obtained by various methods [42].
Table 4.
Porosity characteristics of Ni-based superalloy EP648 obtained by various methods [42].
| Sample Status | State | Pore Volume Fraction, % | Maximum Pore Size, Microns | Average Pore Size, Microns |
|---|---|---|---|---|
| Deformation | Initial | 0.013 | 21.9 | 6.6 |
| After quenching | 0.010 | 18.1 | 6.9 | |
| After complete heat treatment | 0.005 | 13.9 | 6.3 | |
| Cast | Initial | 0.007 | 57.9 | 7.1 |
| After quenching | 0.050 | 31.3 | 9.8 | |
| After complete heat treatment | 0.070 | 35.3 | 10.8 | |
| Selective laser melting (SLM) | Initial | 0.147 | 52.9 | 20.1 |
| After HIP | 0.008 | 27.6 | 7.7 | |
| After complete heat treatment | 0.006 | 29.4 | 12.2 |
Table 5.
Mechanical properties of Ti-based alloy VT6S obtained by the EBM method in various states.
| Sample Status | Ultimate Tensile Strength UTS σB, MPa | Reduction in Area ψ, % | Elongation δ, % |
|---|---|---|---|
| EBM | 1024 ± 10 | 44.1 ± 3.4 | 15.9 ± 0.9 |
| EBM + HIP | 1292 ± 25 | 53.6 ± 0.7 | 17.4 ± 0.2 |
| EBM + HIP + HT | 1020 ± 6 | 50.6 ± 3.2 | 13.9 ± 10 |
| Standard | 835–885 | 6–8 | 15–20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Razumovskii, I.; Logacheva, A.; Razumovskiy, V.; Logachev, I.; Razumovsky, M. Modern Powder Metallurgy: Chemical Composition Design for Improved Heat Resistant Alloys. Metals 2021, 11, 1215. https://doi.org/10.3390/met11081215
AMA Style
Razumovskii I, Logacheva A, Razumovskiy V, Logachev I, Razumovsky M. Modern Powder Metallurgy: Chemical Composition Design for Improved Heat Resistant Alloys. Metals. 2021; 11(8):1215. https://doi.org/10.3390/met11081215
Chicago/Turabian StyleRazumovskii, Igor, Alla Logacheva, Vsevolod Razumovskiy, Ivan Logachev, and Mikhail Razumovsky. 2021. "Modern Powder Metallurgy: Chemical Composition Design for Improved Heat Resistant Alloys" Metals 11, no. 8: 1215. https://doi.org/10.3390/met11081215
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.