
Experimental Determination of the MnO Activity Coefficient in High-Manganese Slags Using the Chemical Equilibrium Method


Abstract
:1. Introduction
2. Materials and Methods
2.1. Principles of MnO Activity Measurement
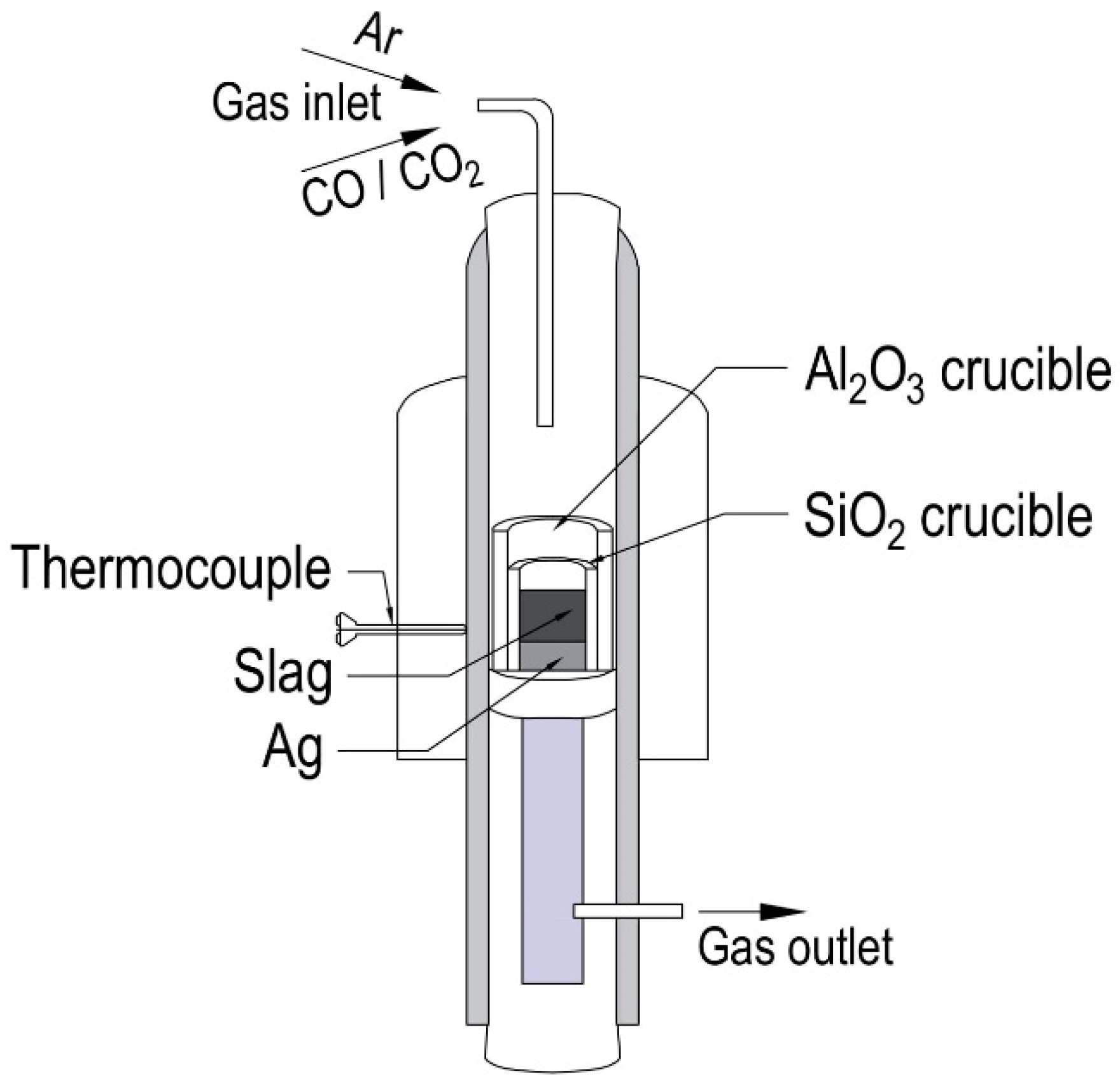
2.2. Apparatus and Experiment
3. Results
Equilibrium between Ag and the MnO-SiO2-Al2O3 Slag
4. Discussion
Thermodynamic Assessment of aMnO and γMnO
5. Conclusions
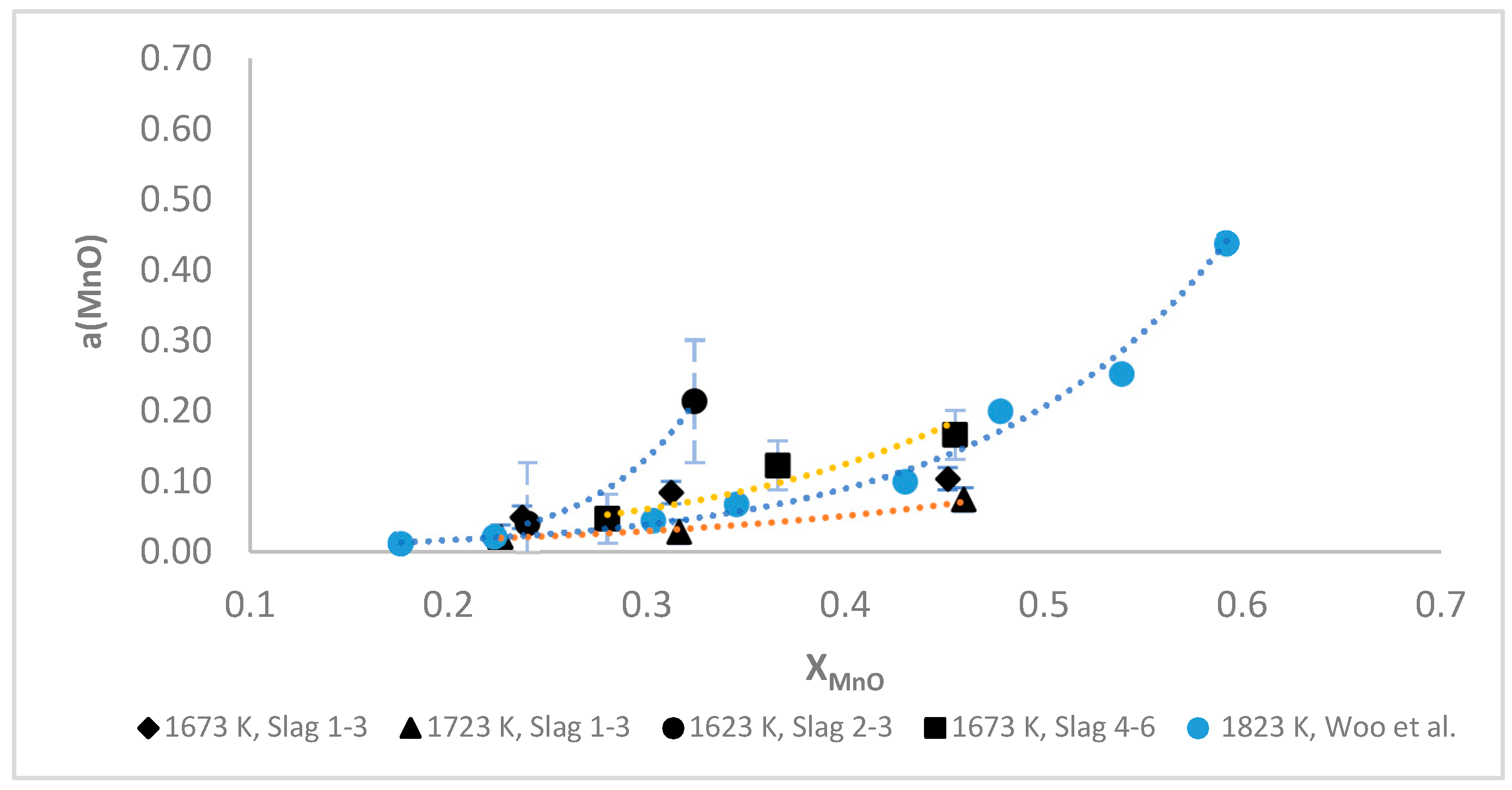
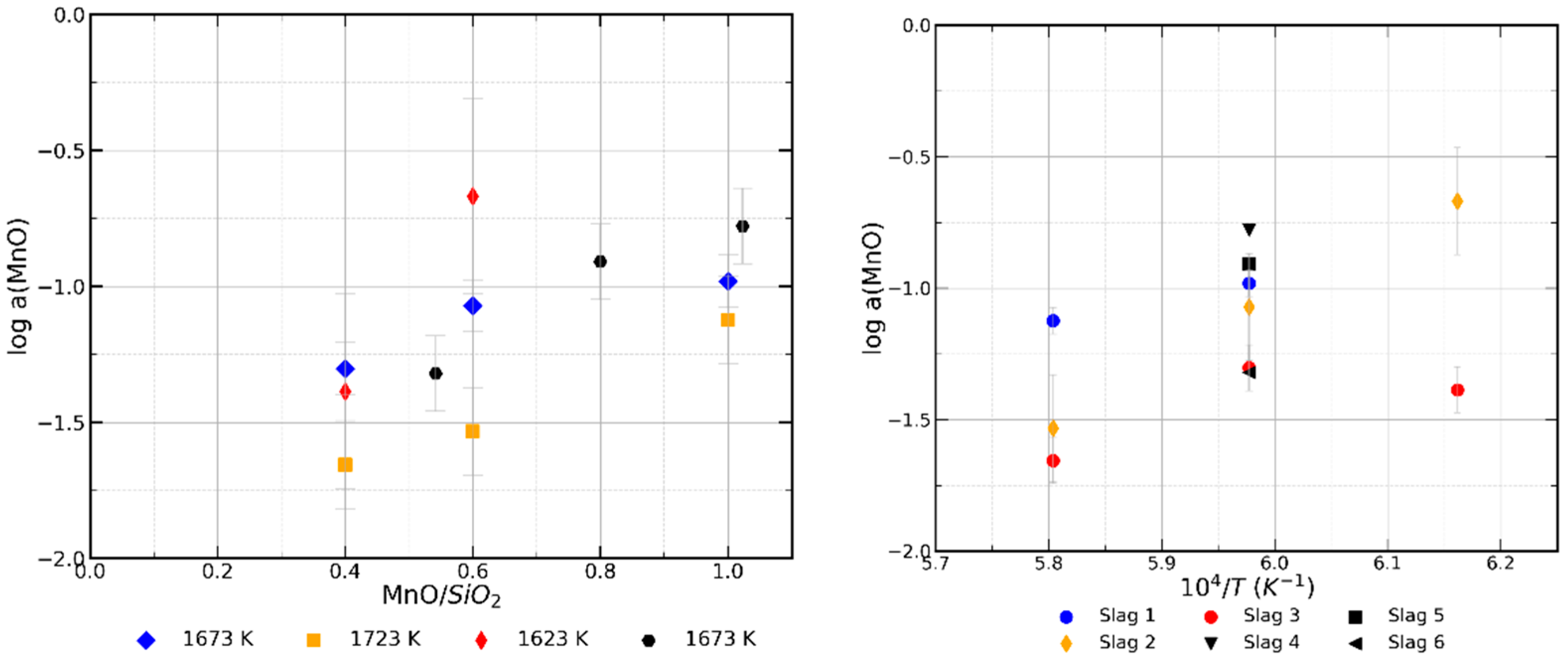
- The MnO activity values measured at 1673 K range from 0.05 to 0.10 and rise with the increasing MnO concentration from 25 to 48%.
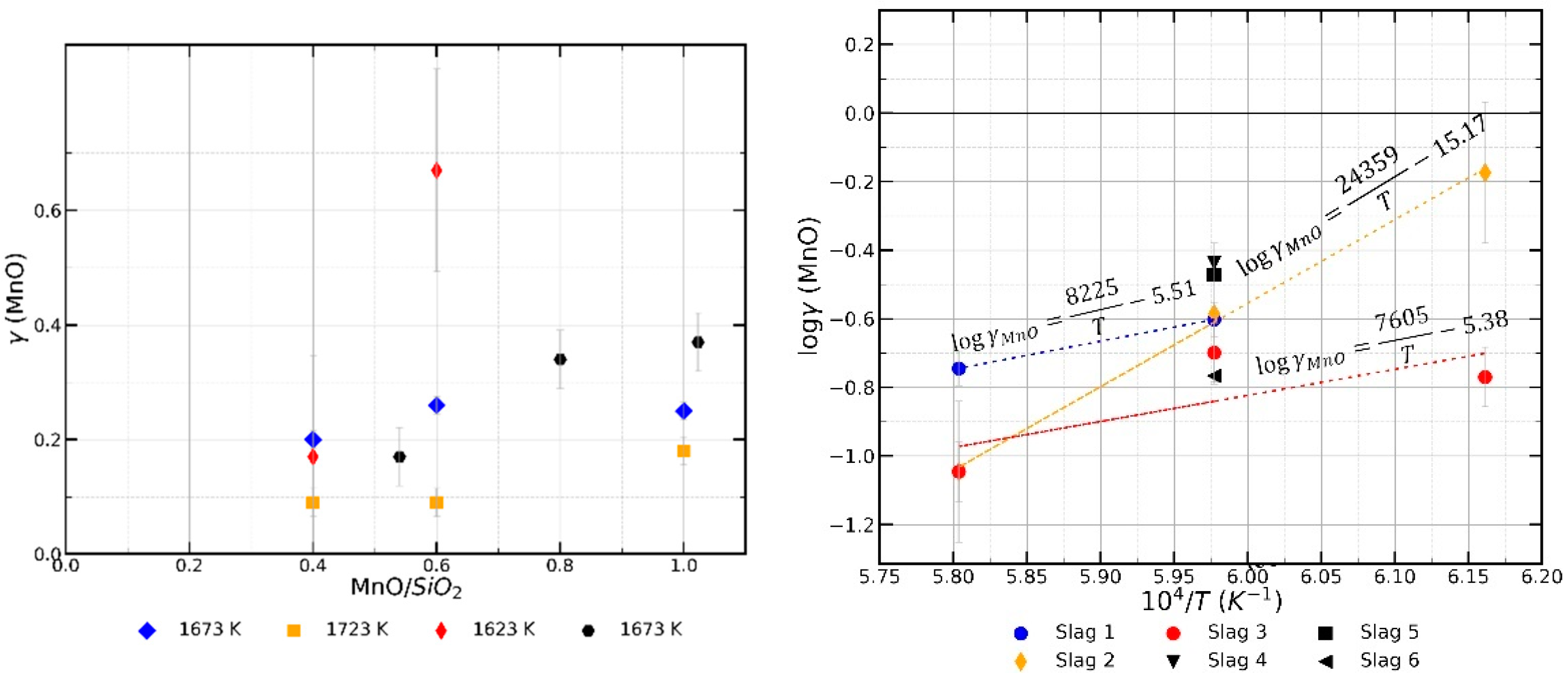
- Both the MnO activity and activity coefficients rise with the increasing MnO/SiO2 ratio at all temperatures in the experiments.
- The MnO activity coefficient exhibits a tendency to decrease with temperature in all slag compositions. Based on the derived results, it was shown that the temperature dependence of the MnO activity coefficient differs depending on the slag composition. For each MnO/SiO2 ratio, that is, 0.4, 0.6, and 1, the temperature relation was derived and presented graphically.
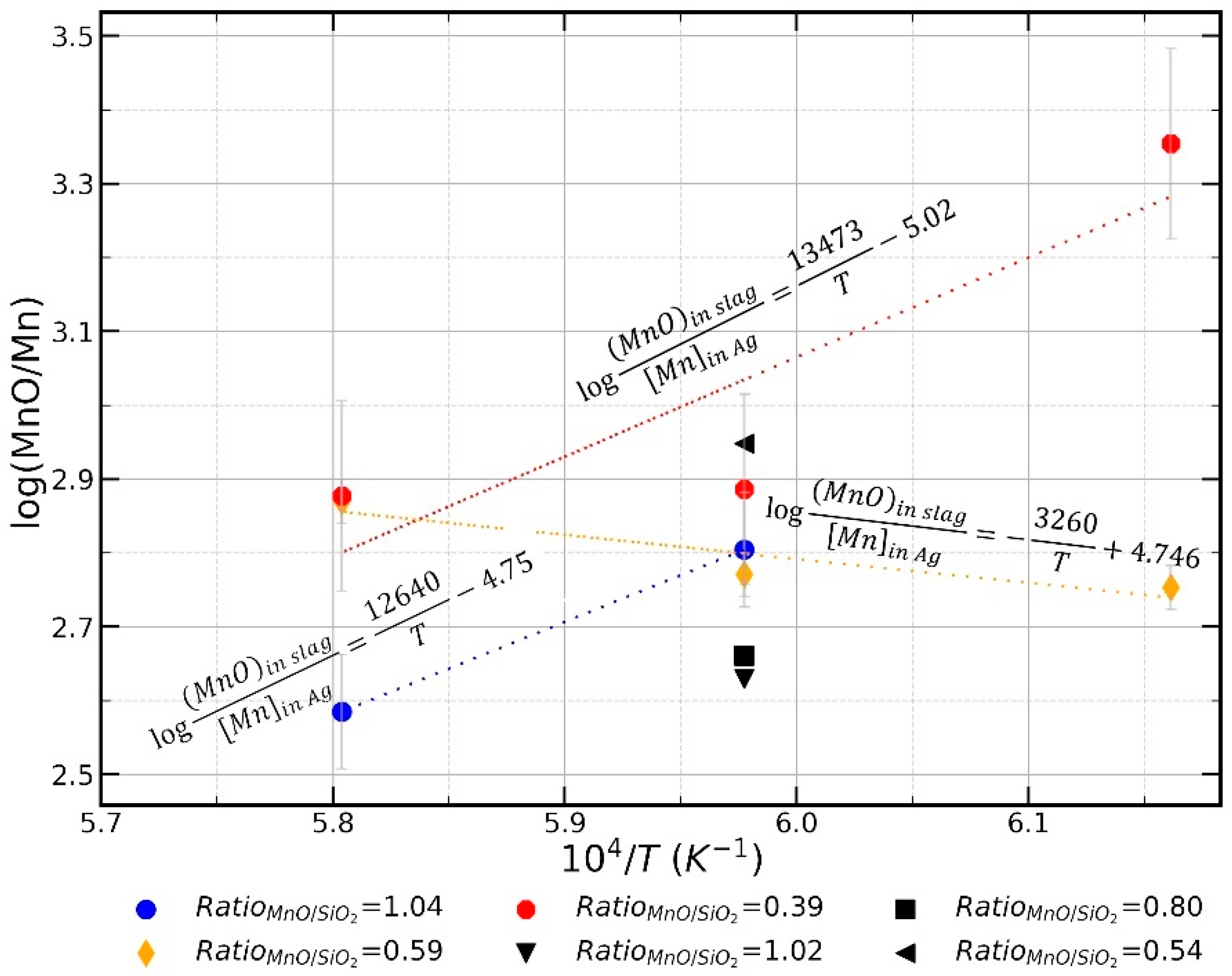
- For the MnO equilibrium distribution ratio between silver and the slag phase, the derived temperature dependence was found to be influenced by the slag composition to a great extent.
- The results show that both the temperature and the slag composition are important parameters that influenced the results.
- The thermodynamic assessment of the MnO activities and activity coefficients was carried out by applying the RSM and FactSage TM. Comparing the experimental results with the RSM, the values deviate from those calculated at 1623 K the most. The slags with the highest MnO activity, particularly higher than 0.15, showed the largest scattering in activity coefficients from the model calculations. At 1673 K, the contrast was the lowest.
- The deviation between the measured and calculated values may be due to high slag acidity with respect to the applied conversion factor, corresponding to more basic slags. In this case, the correction of a conversion factor may be needed.
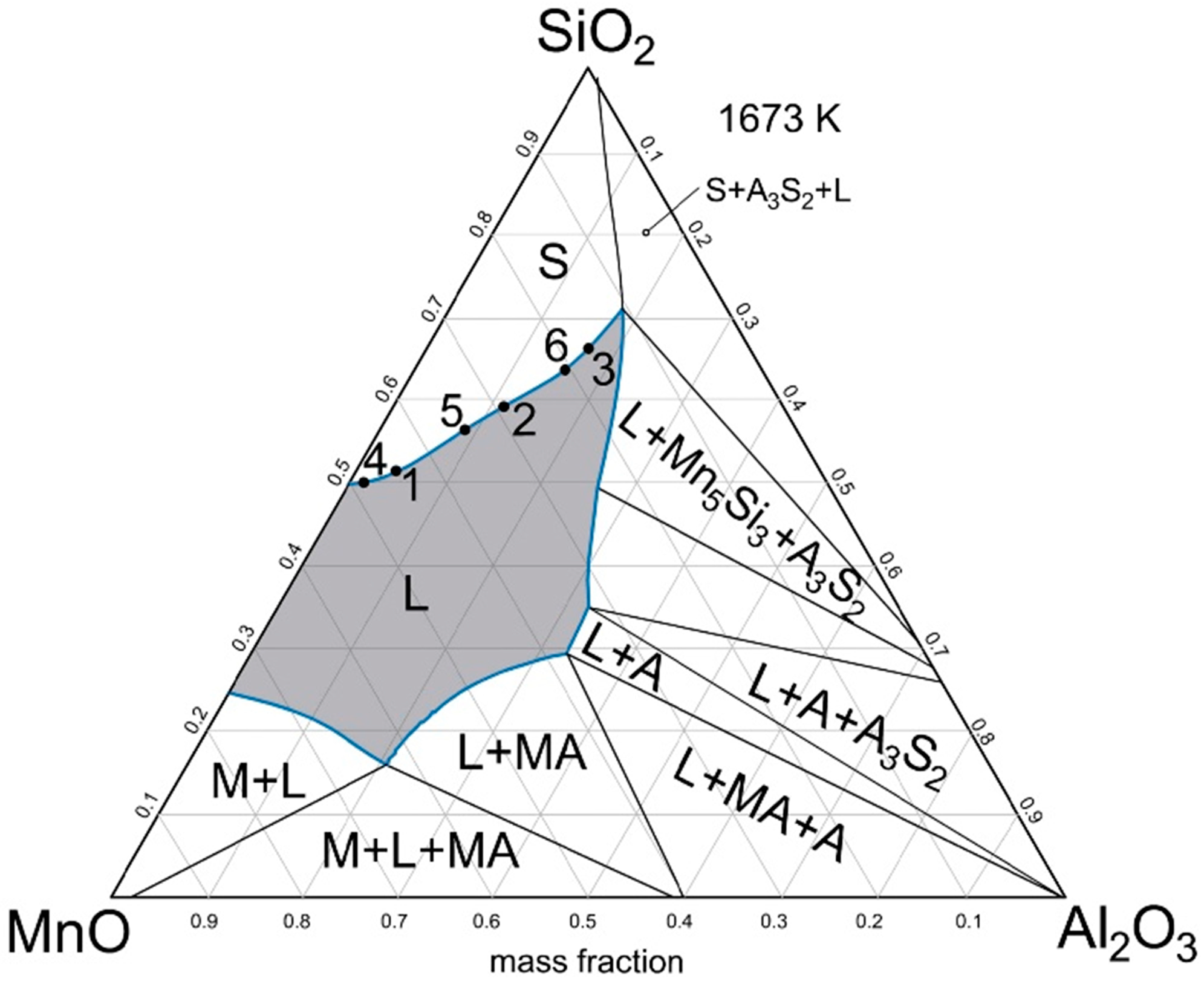
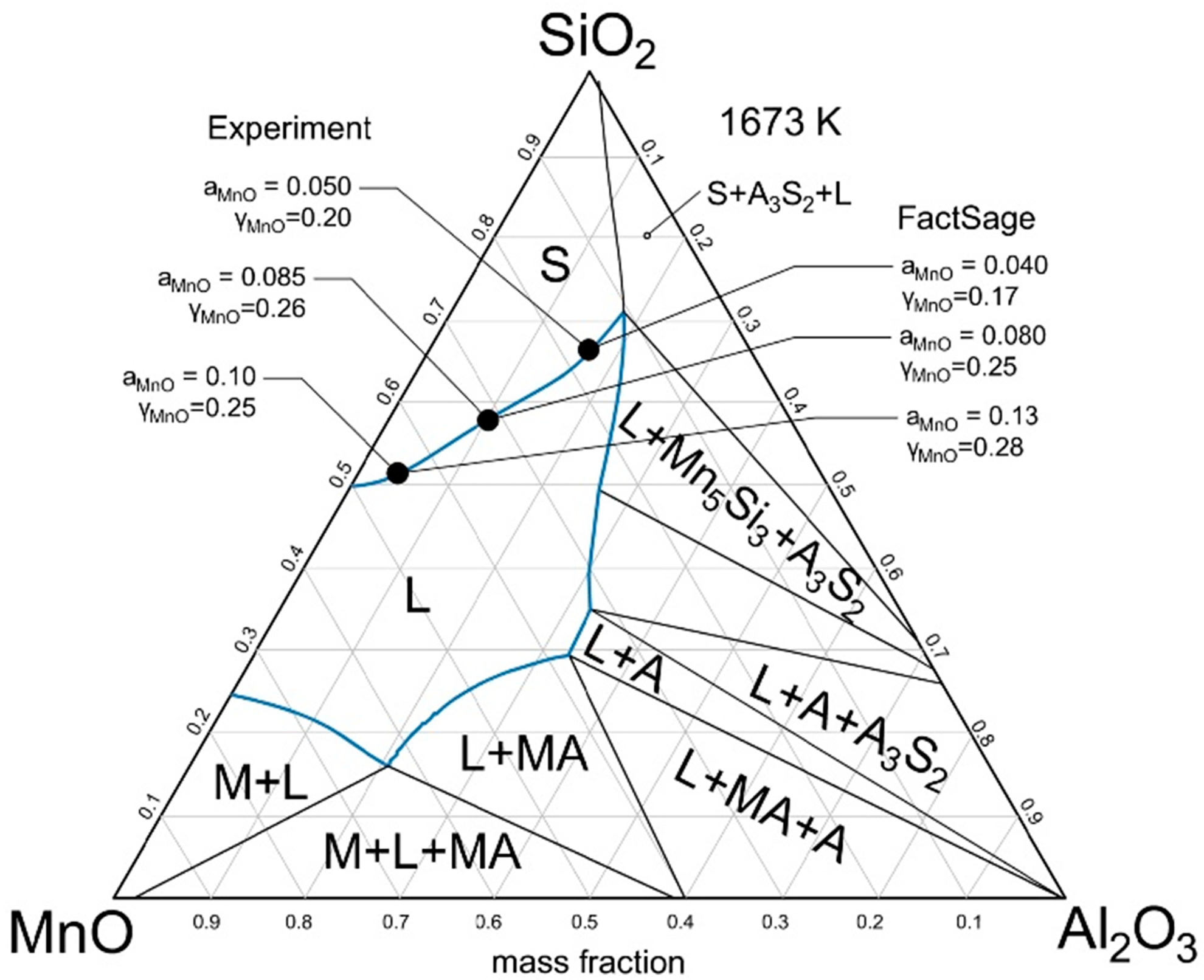
- The MnO activity and activity coefficient values were plotted on the MnO-SiO2-Al2O3 ternary diagram at 1673 K and compared with those calculated using FactSageTM 7.3. At 1673 K the values generally agree, while at 1623 K, the deviation is the greatest. The scattering between the experimental values and FactSage TM calculations follows the same trend as in the case of the RSM application. The calculated by RSM and FactSage TM values are in good agreement.
- The findings derived in this work contribute to a better understanding of thermodynamic properties of manganese in the MnO-SiO2-Al2O3 slag and provide better process control in the metallurgical processes involving slags containing high MnO.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cooman, B.C.; Chin, K.; Kim, J. High Mn TWIP Steels for Automotive Applications. In New Trends and Developments in Automotive System Engineering; Intech: Pohang, Korea, 2011; pp. 102–128. [Google Scholar] [CrossRef] [Green Version]
- Ferrando, R.P.; Sanchez-Caballero, S.; Reig, M.J.; Pla, R.; Seiles, M.A.; Segue, V.J. Advanced High Strength Steel TWIP: A Door to the Future in Metal Forming. AIP Conf. Proc. 2012, 1431, 65–73. [Google Scholar] [CrossRef]
- Wörtler, M.; Schuler, F.; Voigt, N.; Schmidt, T. Steel’s Contribution to a Low-Carbon Europe 2050. Technical and Economic Analysis of the Sector CO2 Abatement Potential; Boston Consulting Group: London, UK, 2013; Volume 20. [Google Scholar]
- Chaudhary, P.N. Dephosphorization of High Carbon Ferromanganese Using BaCO3 Based Fluxes. Ph.D. Thesis, Indian Institute of Technology, Kharagpur, India, 1999. [Google Scholar]
- Sutou, Y.; Kamiya, N.; Umino, R.; Ohnuma, I.; Ishida, K. High-strength Fe–20Mn–Al–C-based alloys with low density. ISIJ Int. 2010, 50, 893. [Google Scholar] [CrossRef] [Green Version]
- Fujita, M.; Katayama, H.; Kuwabara, M.; Saitou, C.; Ishikawa, H.; Kajioka, H. Smelting Reduction of Chrome Ore Pellet in Stirred Bath. Tetsu-to-Hagané 1988, 74, 680–687. [Google Scholar] [CrossRef] [Green Version]
- Hils, G.; Newirkowez, A.; Kroker, M.; Grethe, U.; Jürgensen, R.S.; Kroos, J.; Spitzer, K.H. Conventional and tailored Mn-hearing alloying agents for the production of high manganese steels. Steel Res. Int. 2015, 86, 411–421. [Google Scholar] [CrossRef]
- Shin, D.J.; Gao, X.; Ueda, S.; Kitamura, S.Y. Selective Reduction of Phosphorus from Manganese Ore to Produce Ferromanganese Alloy with Low Phosphorus Content. J. Sustain. Metall. 2019, 5, 362–377. [Google Scholar] [CrossRef]
- Kim, S.J.; Shibata, H.; Kitamura, S.Y.; Yamaguchi, K. Novel technology to produce ferromanganese alloy from steelmaking slag. In Proceedings of the INFACON XIII—13th International Ferroalloys Congress: Efficient Technologies in Ferroalloy Industry, Almaty, Kazakhstan, 9–12 June 2013; pp. 655–662. [Google Scholar]
- Teratoko, T.; Shimane, Y. Dissolution behavior of dicalcium silicate and tricalcium phosphate solid solution and other phases of steelmaking slag in aqueous solution. High Temp. Mater. Process. 2012, 31, 329. [Google Scholar] [CrossRef]
- Numata, M.; Maruoka, N.; Kim, S.J.; Kitamura, S.-y. Fundamental Experiment to Extract Phosphorous Selectively from Steelmaking Slag by Leaching. ISIJ Int. 2014, 54, 1983–1990. [Google Scholar] [CrossRef] [Green Version]
- Du, C.M.; Gao, X.; Ueda, S.; Kitamura, S.-y. A Kinetic Study on Selective Leaching of Phosphorus from Dephosphorization Slag. J. Sustain. Metall. 2020, 6, 724–738. [Google Scholar] [CrossRef]
- Jung, S.; Kim, S.; Rhee, C.; Min, D. Thermodynamic Study on MnO Behavior in MgO-saturated Slag containing FeO. ISIJ Int. 1993, 33, 1049. [Google Scholar] [CrossRef] [Green Version]
- Jung, S.; Kim, S.; Rhee, C.; Min, D. Thermodynamic properties of manganese oxide in BOF slags. ISIJ Int. 2002, 42, 63. [Google Scholar] [CrossRef]
- Morales, A.T.; Fruehan, R.J. Thermodynamics of MnO, FeO and Phosphorus in Steelmaking Slags with High MnO contents. Metall. Mater. Trans. B 1997, 28B, 1111–1117. [Google Scholar] [CrossRef]
- Ohta, H.; Suito, H. Activities in MnO-SiO2-Al2O3 Slags and Deoxidation Equilibria of Mn and Si. Mat. Trans. B 1996, 27B, 263. [Google Scholar] [CrossRef]
- Woo, D.H.; Kang, Y.B.; Lee, H.G. Thermodynamic study of MnO-SiO2-Al2O3 system: Liquidus lines and activities of MnO at 1823 K. Metall. Mater. Trans. B 2002, 33B, 915–920. [Google Scholar] [CrossRef] [Green Version]
- Yamashina, R. Measurement of MnO Activity in MnO-SiO2-Al2O3 Slag. Master’s Thesis, Tohoku University, IMRAM, Sendai, Japan, 2018. [Google Scholar]
- Bale, C.W.; Bélisle, E.; Chartrand, P.; Decterov, S.A.; Eriksson, G.; Gheribi, A.E.; Hack, K.; Jung, I.H.; Kang, Y.B.; Melançon, J.; et al. FactSage Thermochemical Software and Databases, 2010–2016. Calphad 2016, 54, 189–228. [Google Scholar] [CrossRef] [Green Version]
- Errandonea, D. The melting curve of ten metals up to 12 GPa and 1600 K. J. Appl. Phys. 2010, 108, 033517-10. [Google Scholar] [CrossRef]
- Fruehan, J. The Making, Shaping and Treating of Steel, Steelmaking and Refining, 11th ed.; The AISE Steel Foundation: Pittsburgh, PA, USA, 1998; Volume 2, pp. 20–767. [Google Scholar]
- Ban-ya, S. Mathematical expression of slag-metal reactions in steelmaking. Process by quadratic formalism based on the regular solution model. ISIJ Int. 1993, 33, 2–10. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Slag | MnO | SiO2 | Al2O3 |
|---|---|---|---|
| 1 | 46 | 51 | 3 |
| 2 | 33 | 58 | 9 |
| 3 | 26 | 59 | 15 |
| 4 | 49 | 46 | 5 |
| 5 | 36 | 53 | 11 |
| 6 | 25 | 61 | 14 |
| Sample | Mn in Ag, ppm | ||
|---|---|---|---|
| 1673 K | 1723 K | 1623 K | |
| Slag 1 | 720.61 | 1193.85 | 1896.13 |
| Slag 2 | 584.77 | 465.21 | 609.52 |
| Slag 3 | 343.27 | 350.48 | 116.77 |
| Slag 4 | 1150 | - | - |
| Slag 5 | 850 | - | - |
| Slag 6 | 350 | - | - |
| Slag No | T, K | CO2/CO Flow Ratio | Mn in Ag Mass % | Slag Composition, EPMA, Mass % | Experiment | RSM | FactSageTM | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| MnO | SiO2 | Al2O3 | aMnO | γMnO | aMnO | γMnO | aMnO | γMnO | ||||
| 1-a | 1673 | 0.021 | 0.072 | 48.62 | 48.00 | 3.38 | 0.105 | 0.25 | 0.161 | 0.356 | 0.130 | 0.28 |
| 2-a | 0.021 | 0.058 | 34.10 | 56.30 | 9.60 | 0.085 | 0.26 | 0.071 | 0.222 | 0.080 | 0.25 | |
| 3-a | 0.021 | 0.034 | 25.03 | 59.33 | 15.64 | 0.050 | 0.20 | 0.040 | 0.157 | 0.040 | 0.17 | |
| 1-b | 1723 | 0.012 | 0.119 | 49.42 | 47.46 | 3.12 | 0.075 | 0.18 | 0.169 | 0.400 | 0.14 | 0.30 |
| 2-b | 0.012 | 0.047 | 33.93 | 56.91 | 9.16 | 0.029 | 0.09 | 0.081 | 0.253 | 0.087 | 0.25 | |
| 3-b | 0.012 | 0.035 | 24.14 | 61.61 | 14.25 | 0.022 | 0.09 | 0.045 | 0.180 | 0.040 | 0.17 | |
| 1-c | 1623 | 0.039 | 0.191 | 49.70 | 47.30 | 3.00 | 0.666 | 1.57 | 0.133 | 0.314 | 0.13 | 0.31 |
| 2-c | 0.039 | 0.061 | 34.70 | 55.80 | 9.50 | 0.214 | 0.67 | 0.062 | 0.193 | 0.08 | 0.24 | |
| 3-c | 0.039 | 0.012 | 25.50 | 60.00 | 14.50 | 0.041 | 0.17 | 0.034 | 0.145 | 0.02 | 0.08 | |
| 4-a | 1673 | 0.021 | 0.115 | 49.00 | 47.90 | 3.10 | 0.167 | 0.37 | 0.196 | 0.431 | 0.14 | 0.31 |
| 5-a | 0.021 | 0.085 | 38.90 | 51.50 | 9.60 | 0.123 | 0.34 | 0.121 | 0.331 | 0.10 | 0.33 | |
| 6-a | 0.021 | 0.033 | 29.30 | 54.10 | 16.60 | 0.050 | 0.17 | 0.029 | 0.107 | 0.03 | 0.10 | |
| Ion-ion | Mn2+ | Si4+ | Al3+ |
|---|---|---|---|
| Mn2+ | - | −75,310 | −83,680 |
| Si4+ | −75,310 | - | −127,610 |
| Al3+ | −83,680 | −127,610 | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheremisina, E.; Gao, X.; Ueda, S.; Kitamura, S.-y.; Yamashina, R.; Schenk, J. Experimental Determination of the MnO Activity Coefficient in High-Manganese Slags Using the Chemical Equilibrium Method. Metals 2021, 11, 1190. https://doi.org/10.3390/met11081190
Cheremisina E, Gao X, Ueda S, Kitamura S-y, Yamashina R, Schenk J. Experimental Determination of the MnO Activity Coefficient in High-Manganese Slags Using the Chemical Equilibrium Method. Metals. 2021; 11(8):1190. https://doi.org/10.3390/met11081190
Chicago/Turabian StyleCheremisina, Elizaveta, Xu Gao, Shigeru Ueda, Shin-ya Kitamura, Ryo Yamashina, and Johannes Schenk. 2021. "Experimental Determination of the MnO Activity Coefficient in High-Manganese Slags Using the Chemical Equilibrium Method" Metals 11, no. 8: 1190. https://doi.org/10.3390/met11081190